



在MIG/MAG焊焊接中钢焊丝的射流过渡区间非常窄,难以达到稳定的射流过渡。在脉冲焊中,采取的方法是针对不同成分和各种直径的焊丝严格设定脉冲参数的匹配,但在干扰因素出现时,也避免不了出现大(粗)滴过渡或射流过渡,同时也只有数字化控制的电源才能达到好的效果。
通过大量的试验研究,人们掌握了下面的规律:不同焊丝的直径,在提高电流达到射流过渡临界电流后,并不能直接产生射流过渡,而是先出现一个或几个射滴过渡,随后由射滴过渡转变为射流过渡。因此,如果能找到一种实时检测熔滴过渡的方法,当检测到第一个熔滴过渡后,控制电流迅速降低,取消了继续向射流过渡的条件,也就不会再发生其他形式的熔滴过渡,使电弧在低电流下燃烧一定时间后,再控制电流上升到临界电流以上,创造下一次射滴过渡的条件,如此周而复始,即可得到稳定的射滴过渡。
能否实现这样的控制,关键是能否找到既简便而又准确的实时检测熔滴过渡的手段。在经过长时间的探索研究后,终于找到了能满足这种要求的熔滴过渡弧光传感技术。
弧光传感熔滴过渡采用了一个弧光传感器,安装在电弧的侧面检测电弧弧光强度的变化。研究发现:熔滴过渡过程中,弧光检测信号中出现一个特征变化,在第一个熔滴缩颈被拉断熔滴从焊丝端头脱落的瞬时,弧光检测信号出现突然的降低,如图6-36所示。其原因是由于原来笼罩在熔滴下部断面的弧根(电弧的阳极区)突然自动上跳至焊丝端头缩颈破断处,这一跳跃引起弧光辐射强度的跃变。
弧光信号的这一下凹现象准确显示了第一个熔滴的脱离与过渡过程,可以作为熔滴过渡的特征信号。这个特征信号的信噪比很高、稳定可靠,非常适合用来进行熔滴过渡的控制。
弧光传感器可以做成φ15mm×50mm的尺寸,体积较小、结构简单,对安装位置没有很严格的要求,也可固定在焊枪上,在生产现场使用非常方便。(https://www.xing528.com)
采用弧光传感器实现稳定射滴过渡闭环控制的过程如下:预先设置脉冲电流值在射流过渡临界电流以上,脉冲电流加热并熔化焊丝,此时弧光强度信号数值较高,当焊丝端头积聚较多液态金属形成熔滴,随后形成缩颈并被拉断时,弧光强度信号陡降,根据试验结果,设置一个合适的弧光强度信号下降阀值(取脉冲电流期间弧光信号平均值的15%,可很好满足控制要求),当弧光强度下降至大于或等于此阀值时,控制系统向焊接电源发出一个控制脉冲信号,使焊接电流迅速由脉冲电流降至维弧电流(一般在50A),没有了由射滴过渡转变为射流过渡的条件,故在产生第一次射滴过渡之后,不会再继续产生熔滴过渡。脉冲电流的作用时间由第一个射滴过渡产生颈缩引起的弧光强度下降大于阀值的时刻所决定。脉冲电流降到维弧电流后,延迟一定时间再升高到脉冲电流值,重复下一次射滴过渡及控制过程。
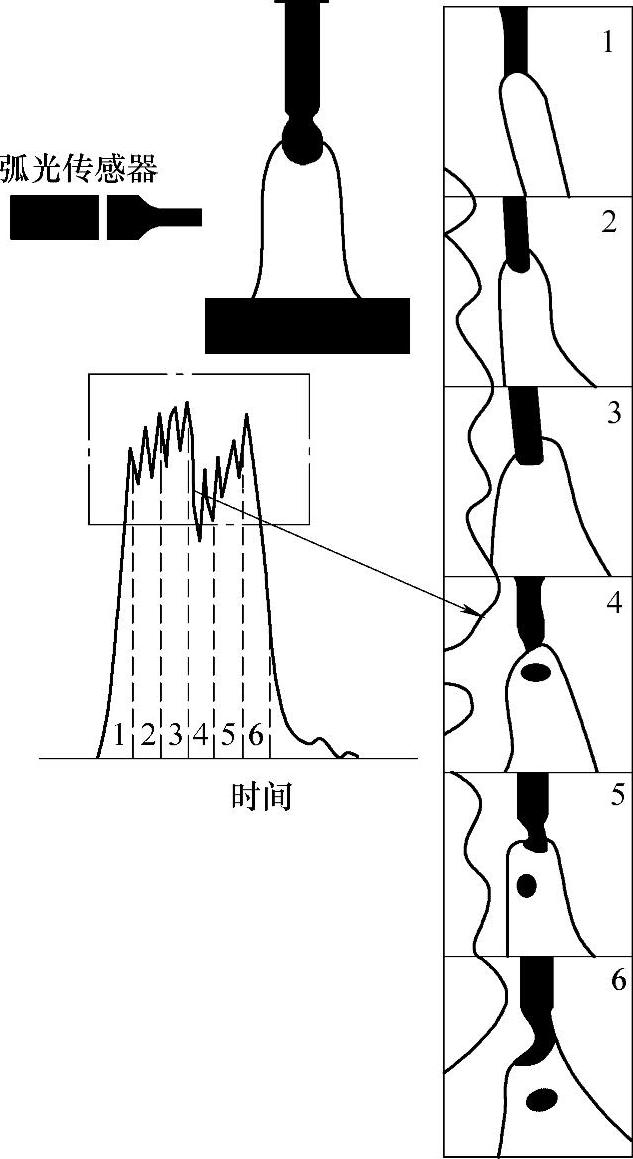
图6-36 弧光传感熔滴过渡检测
通过上面的控制可获得一个脉冲过渡一个熔滴的受控稳定射滴过渡过程。即使受外来因素干涉,弧长在3~12mm范围内突然变化,稳定的一脉一滴的射滴过渡也不会遭到破坏。熔滴过渡频率最高可达130Hz。这种控制方法除了用来获得常规焊接方法不能自然产生的稳定射滴过渡外,还可以在不破坏熔滴过渡稳定性的条件下,对熔滴过渡频率、焊接热输入等实现较宽范围的调节。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。