



熔化极脉冲氩弧焊可以在较低的平均焊接电流情况下,实现对电弧形态、熔滴过渡、焊接熔池和焊接热输入的控制。飞溅小,成形好,它可以在一般熔化极氩弧焊受限制的领域充分发挥作用。在以下几个方面已经得到成功的应用。
1.焊接薄板可以获得满意的质量
用连续电流射流过渡氩弧焊焊接厚度小于4.5mm的铝板及厚度小于2mm的钢板已经很困难了。可是用熔化极脉冲氩弧焊可以焊接更薄的焊件,能成功地焊接厚度为1.6mm的铝板和1mm的钢板。
脉冲焊可以扩大同种直径焊丝焊接电流的使用范围。熔化极脉冲氩弧焊的下限电流范围可以比普通熔化极氩弧焊的临界电流降低1/3左右,如图6-33所示。可以看出,脉冲焊在较小的平均电流时仍能稳定工作,有利于薄板焊接。

图6-33 脉冲焊与一般氩弧焊工作电流范围比较
普通熔化极氩弧焊为了焊接薄板,必须用细丝、小电流进行。如焊接2mm厚的铝板,只能用φ0.8mm的焊丝,这样细的焊丝很软,用推丝法送丝不能稳定进行焊接工作。用脉冲焊时可以用φ1.6mm的铝焊丝,用推丝法系统可稳定工作。粗丝加工容易,价格便宜。用粗丝的另一个好处是减少了表面积,可以减少焊丝表面的污物及氧化膜对焊缝质量的影响,有利于获得高质量的焊缝。
2.可以用于全位置焊接
连续电流熔化极氩弧焊,要保持射流过渡必须用较大的焊接电流,熔池保持困难造成熔化金属下流,不能进行全位置焊接。用CO2气体保护焊短路过渡焊接时,焊缝根部不易焊透和容易形成夹渣,而且有飞溅,同时焊接材料也受到限制。而熔化极脉冲氩弧焊可以满意地进行全位置焊接。现已成功地用于电站锅炉主蒸气管道的现场安装焊接。如管径为φ750mm,管壁厚δ=30~35mm,材料为12Cr1MoV的钢管,用φ1.0mm的08Mn2SiMoV焊丝,Ar+O21%(体积分数)混合气体保护熔化极脉冲氩弧焊,进行全位置焊接取得了满意的结果。接头的坡口形式如图6-34所示。所用的焊接参数见表6-9。
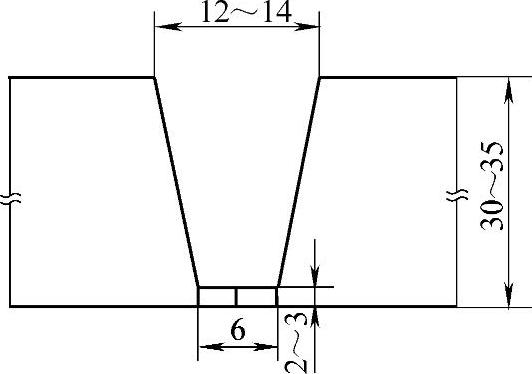
图6-34 锅炉主蒸气管道脉冲焊坡口形式
表6-9 锅炉主蒸气管道脉冲焊焊接参数

焊条电弧焊焊前要进行150~200℃的预热,焊后还要进行热处理。熔化极脉冲氩弧焊,可以很好地控制焊接热输入,可以做到焊前不预热,焊后不热处理,接头性能完全满足要求。(https://www.xing528.com)
3.熔化极脉冲氩弧焊成功地用于窄间隙焊接
窄间隙焊接是近年来新发展的一种焊接工艺。用来焊接厚壁结构可以控制热输入,是一种高效率的焊接方法。用一般电弧焊方法进行焊接,焊接电弧容易与侧壁打火,破坏焊接过程的稳定性。用短路过渡进行焊接又容易形成夹渣及熔合不良。大电流射流过渡焊接时,增加成形系数容易产生裂纹,且由于热输入过大而使焊缝金属综合性能不满足要求。而采用脉冲氩弧焊取得了满意的结果。如焊接壁厚为30~50mm的锅炉联箱,坡口宽度为10~12mm的窄间隙(见图6-35)。用φ3mm直径焊丝,所用的焊接参数见表6-10。
用这种方法焊接可以比一般的方法提高效率3~5倍。因热影响区窄,热输入低,接头性能有所改善。用普通方法焊接时,焊前要预热150~250℃,焊后要进行退火热处理。用这种方法焊前不用预热,焊后不用热处理,改善了劳动条件,提高了效率。国外已成功地用窄间隙熔化极脉冲氩弧焊方法,焊接了很多重要结构。

图6-35 锅炉联箱窄间隙坡口尺寸示意图
表6-10 锅炉联箱脉冲焊焊接参数

4.适合于焊接高强度及热敏感材料
熔化极脉冲氩弧焊能实现可控地射流过渡,可以控制焊缝的热输入及焊缝成形,使焊缝的热影响区小,焊接接头的综合性能好,容易得到无缺陷的优质焊缝。目前已在高强度钢,高合金钢、铝合金、镁合金、钛合金等焊接结构中得到广泛的应用,如用熔化极脉冲氩弧焊焊接高强铝合金2A14,板厚为7mm,焊丝直径为φ2mm,纯氩保护,得到了满意结果,所用的焊接参数见表6-11。
表6-11 φ2mm焊丝2A14铝合金脉冲焊焊接参数

某厂用恒流特性直流电源配以单相半波整流,两台焊机并联组合成的脉冲电源进行熔化极脉冲氩弧焊,焊接厚度为12mm的2A14铝合金容器,也取得了满意的结果。由于使用恒流特性电源,焊接过程电流波动小,过程稳定,焊缝波纹细密,焊道平整、光滑、美观。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。