



脉冲MIG/MAG焊的弧长调节方法现有两种方法:一种为I/I模式下的调节方法,另一种为U/I模式下的调节方法。
1.I/I模式的弧长调节作用
前面谈到的电源的电弧自身调节作用依靠焊接电流的变化,也就是熔化速度的变化调节弧长。可见在脉冲MIG/MAG焊时,弧长的变化都不能直接影响焊接电流的大小。因为这时脉冲电流与基值电流都是恒流特性电源供电,它不受弧长影响。所以如果仍采用恒流特性电源将失去弧长调节作用。基于上述原因,这里检测大致与可见弧长的变化成比例的电弧电压,令它与基准电压比较后,控制脉冲频率。这样一来,实现了基于电弧电压反馈的焊接电流控制法,如图6-31所示,这就是PFM(脉频调制Pulse Frequency Modulation)方式。
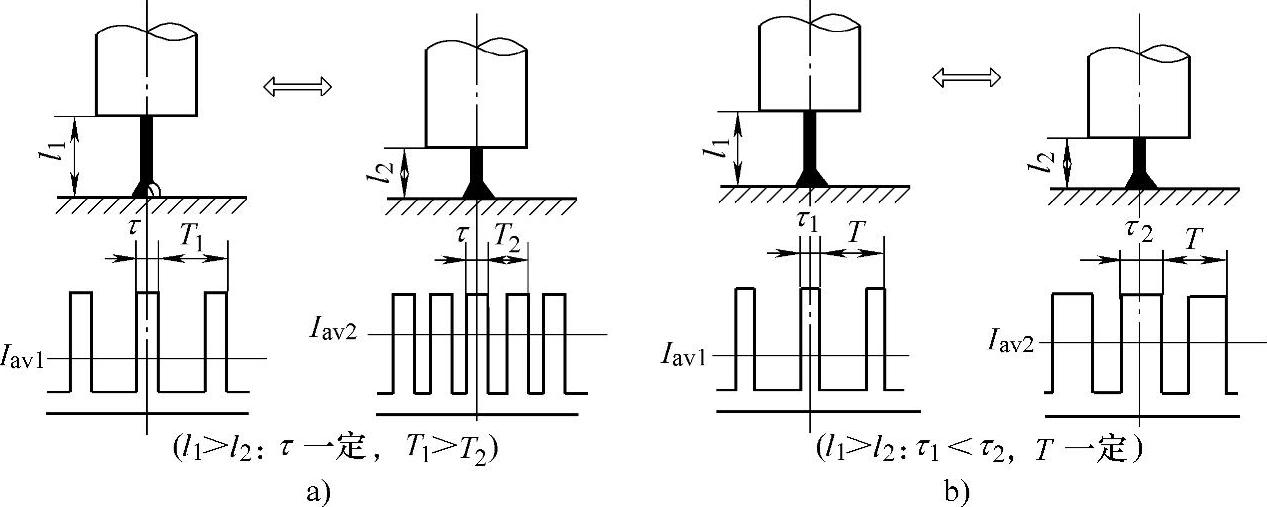
图6-31 脉冲电弧时的弧长控制法
a)PFM方式 b)PWM方式
PFM方式控制法已有市售产品,其基本电路框图如图6-32所示。这时回路电感较小,是由于采用了大功率开关器件如大功率晶体管或IGBT管等,利用斩波控制方式或逆变控制方式来实现。
图6-32中将电弧电压反馈信号与电弧的基准电压相比较,输出频率为f的信号,使脉冲晶体管输出单元脉冲(Ip与tp一定),基值电流时间(tb=T-tp)内保持较小基值电流Ib。同时,焊丝送丝速度信号一方面控制送丝速度、一方面还作为基准电压的设定信号,这样就实现了送丝速度(vf)电弧电压的协同控制。总之,在送丝速度vf一定时,当弧长变化时,通过改变电弧电压而改变脉冲频率,同时也改变了焊接电流平均值和焊丝熔化速度vm,实现了PFM控制的弧长调节作用。(https://www.xing528.com)
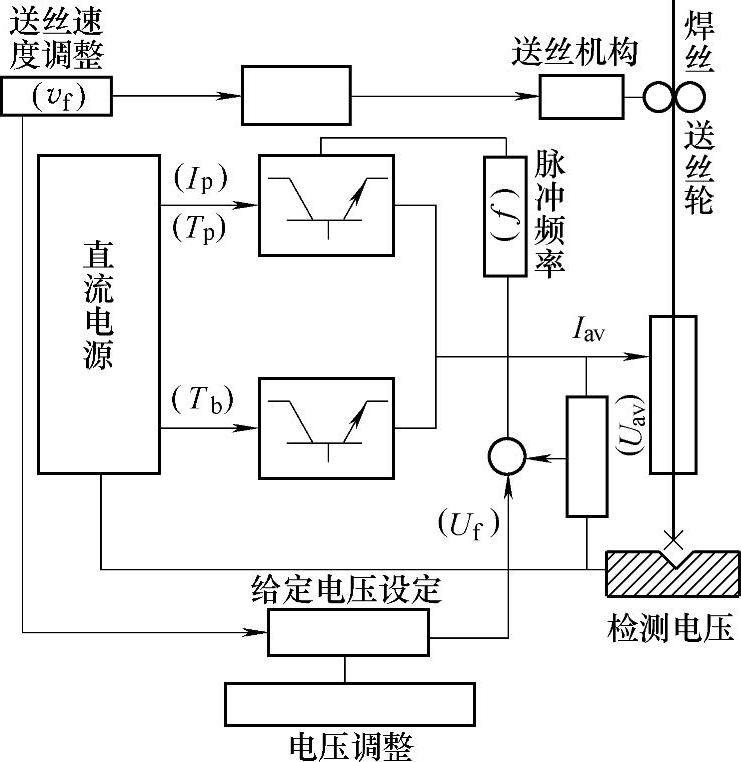
图6-32 PFM方式控制的弧长调节作用原理
2.U/I模式的弧长调节作用
近年来,脉冲MIG/MAG焊一般都采用I/I控制模式,也就是脉冲电流与基值电流均为恒流控制。如前所述,I/I控制模式中,Ip与tp都是恒定值,这就保证了一脉一滴。当弧长发生变化时,利用压频转换法,通过调节频率f来调节平均电流Iav和焊丝熔化速度vm,达到与等速送丝vf相平衡,同时脉冲频率f也恢复原有数值。
可是有些焊接工艺需要恒频控制,如双丝MAG焊(即Tandem)时,要前、后两根焊丝同频率,以便实现交替导通。这时,如果任何一根焊丝的弧长发生变化时,怎样进行调节呢?显然用上述变频调节方式是不可能的,于是又想到电源的电弧自身调节作用。当弧长发生变化时,自动引起电流Iav变化和焊丝熔化速度vm变化,达到与等速送丝速度vf相平衡。在脉冲MIG焊时,对焊丝熔化起主要作用的是脉冲电流Ip。如果脉冲时采用恒压源,当弧长变化时,脉冲电流Ip必然发生变化,这就达到了弧长调节的作用。
但是脉冲电流Ip因弧长变化而变化时,还必须保证熔滴过渡为一脉一滴,也就是应满足Inp×tp=C的关系式。由图6-29可见,当脉冲时间tp选在较小值(tp≈2ms),这时允许Ip值在较大范围内变化均能获得一个脉冲过渡一个熔滴。这样一来,就能在U/I模式下实现一脉一滴。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。