



1.脉冲MIG/MAG焊主要参数
普通熔化极氩弧焊的焊接参数主要有三个:焊接电流、电弧电压和焊接速度。脉冲MIG焊是变动电流,所以焊接参数较多,主要有脉冲电流Ip、基值电流Ib、平均电流Ia、脉冲时间tp、基值时间tb、脉冲周期T、脉冲频率f(f=1/T)、脉冲宽度比MK、电弧电压Ua和焊接速度vW等十多个参数,如图6-28所示。
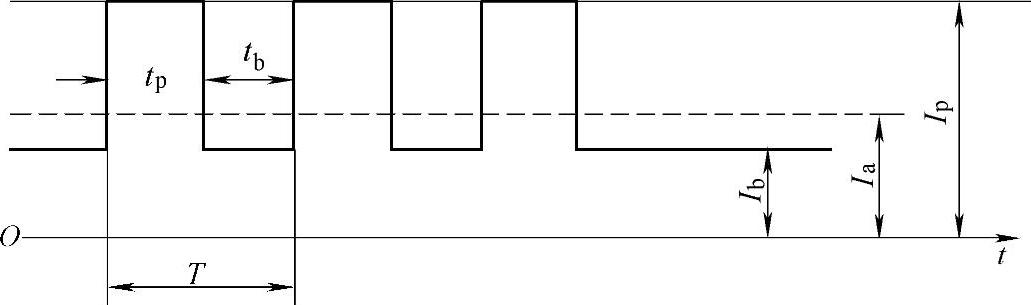
图6-28 脉冲MIG/MAG焊的主要参数
2.各主要参数的作用
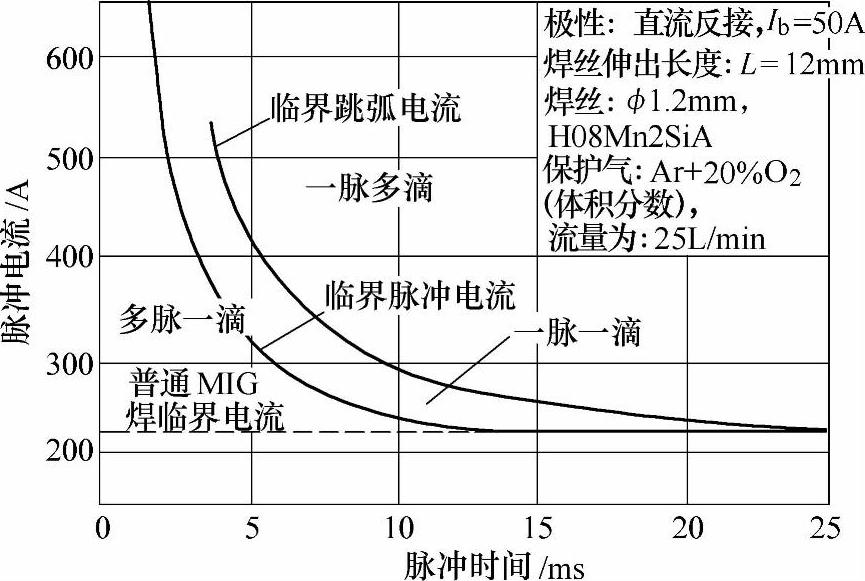
熔化极脉冲焊时熔滴过渡与脉冲参数的关系如图6-29所示。可见根据Ip和tp可以把脉冲MIG焊熔滴过渡形式分为三个区间,其中一脉一滴区间由下式确定。
Inptp=C (6-6)
式中 C——常数;
n——自然数。
该区间的特点是它由两条曲线所包围。一为临界脉冲电流的下限值,在该电流之上为一脉一滴区间,而在该电流之下为几脉一滴区间。普通MIG焊(连续电流)的射流过渡临界电流较低,而临界脉冲电流随着脉冲时间tp的减小而按式(6-6)的双曲线关系增大。二为临界跳弧电流为其上限电流,在该电流之下为一脉一滴区间,而在该电流之上为一脉多滴区间。这两条曲线之间的电流范围与脉冲时间有关,当脉冲时间tp越小时出现一脉一滴的脉冲电流Ip区间越宽,Ip值也越大。相反,随着tp越大,实现一脉一滴的脉冲电流Ip区间越窄,Ip值也越小,并且随着tp达到20ms以上时,两个电流值逐渐接近。同时,趋近于连续电流的射流过渡临界值(在图6-29中为220A)。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-29 脉冲MIG/MAG焊熔滴过渡与脉冲参数关系
总之,Ip与tp呈双曲线关系。当tp较小时,Ip应大一些。相反,当tp较大时,Ip应小些。也就是应保证每个脉冲的能量能熔化和过渡一个熔滴。因此,为实现一个脉冲过渡一个熔滴,就是保证每个脉冲的Ip与tp恒定不变(单元脉冲恒定)。实际上,现在市售焊机也是按此原则设计的。因为熔滴尺寸与脉冲频率基本无关,所以平均焊接电流的大小与脉冲频率成正比,如图6-30所示。也就是要求较大的焊接电流时,应采用较高的脉冲频率,反之亦然。熔滴直径的大小主要决定于焊丝直径。所以使用的焊丝直径越大,则单元脉冲能量也应越大。
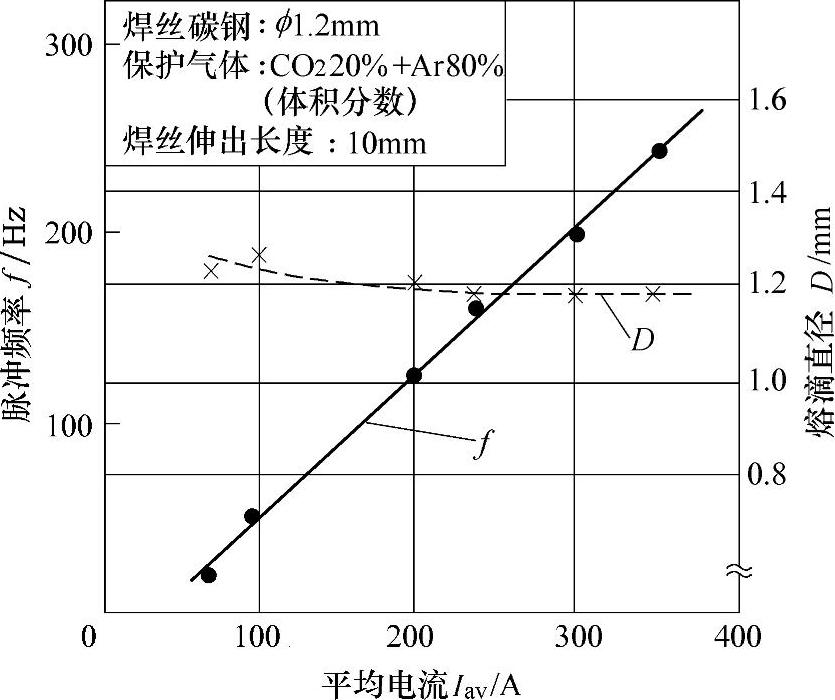
图6-30 平均焊接电流与脉冲频率、熔滴直径的关系
实际上市售焊机的脉冲时间tp都选定很小值,对于焊丝直径为φ1.2mm的钢焊丝大多为2ms左右。所以脉冲电流Ip必须在420A以上较大电流值。使之单元脉冲能量确保一脉一滴。Ip与tp脉冲参数对于某种材料和焊丝直径都是固定不变的。
为了保证一个脉冲产生一个熔滴还应减小基值电流的干扰,也就是应设计成强脉冲特点,这就应采用低基值和高脉冲的配合。但基值电流Ib的大小还应保证维持电弧稳定燃烧。为此普通脉冲焊的基值电流为50~60A,如果要求较低的焊接电流,还可以选用更低的基值电流,可达到20~30A。
基值时间tb的确定主要涉及频率f,它们的关系为

可见,基值时间tb与频率f成反比(tp不变)。要求大电流时,应采用高频率(也就是小基值时间),反之亦然。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。