



亚射流过渡是指在焊接电流较大而电弧电压较低时MIG焊焊铝及铝合金的情况下所产生的熔滴过渡形式。主要特征是电弧呈半潜状态,电弧可见部分为蝶状电弧,在该电弧覆盖下在焊丝端头悬挂一个与焊丝直径相当的熔滴,而该熔滴的大部分潜入熔池的凹坑中。焊接时始终伴随着瞬时短路,并发出轻轻的叭叭声,焊接过程十分稳定,熔滴呈滴状过渡,这种过渡形式称为亚射流过渡。
这种半潜状的电弧形态使亚射流过渡时的焊丝熔化系数提高,焊缝呈盆底状熔深,由于使用恒流源,所以熔深均匀。那么,在亚射流过渡时采用恒流源与等速送丝相配合的系统,它的弧长是怎么调节的呢?下面讨论亚射流过渡时的电弧固有调节作用。
1.铝合金亚射流过渡宜采用恒流电源配合等速送丝系统
铝合金MIG焊在亚射流过渡区内电弧具有较强的固有自身调节作用,所以等速送丝配合恒流电源就能保证焊接过程稳定性。
采用这种控制系统具有较强的抗干扰能力,例如送丝速度在外界干扰下变化约10%时,焊缝形状变化如图6-18所示。可见,采用恒流电源时,熔深变化很小,而采用恒压电源时,熔深和焊缝形状变化却很大。
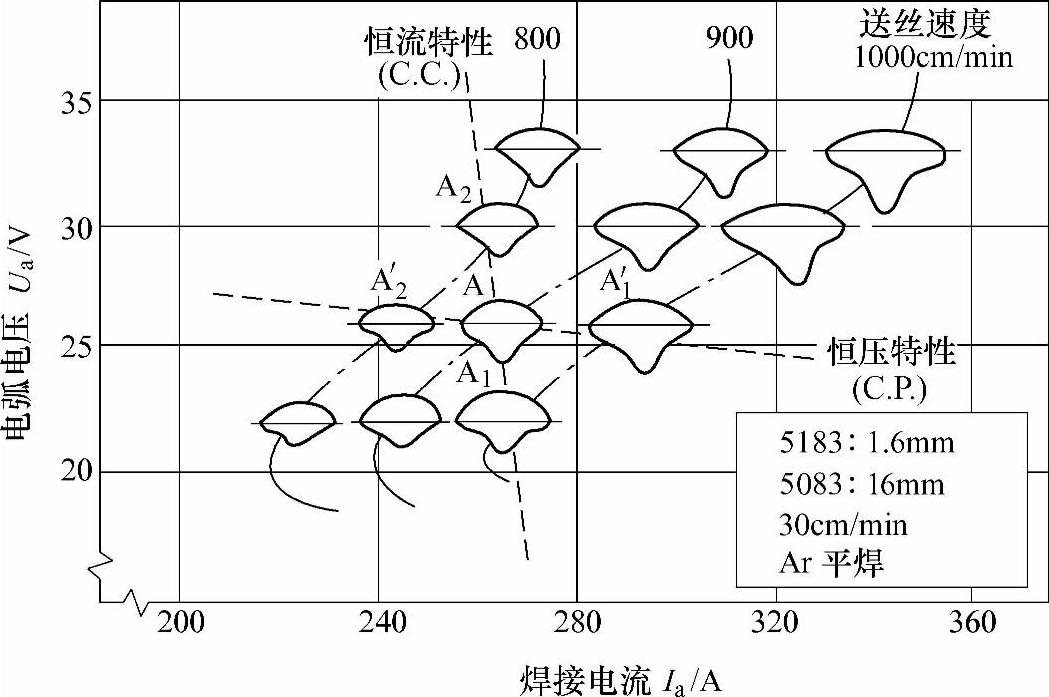
图6-18 亚射流过渡焊接时送丝速度变化(10%)的情况下对焊缝形状的影响
同时,保护气体状况和焊缝与母材表面清理程度变化时,也将影响焊缝成形。当采用恒流电源时,电流不受外界干扰,而保持恒定,所以焊缝成形变化不大。恒压电源却恰好相反,焊缝成形有较大变化。
2.电弧固有自调节作用机理
铝焊丝电弧具有固有自调节作用,首先是电弧和焊丝端头潜入熔池,也就是熔池处形成较大的凹坑。这是因为电弧的电磁轴向压力作用在熔池上所造成的。焊接电流越大,电磁力也越大,则电弧潜入也越深。
其次,电弧潜入到熔池中以后,将改变焊丝的加热条件和熔滴过渡特点,所以也影响到电弧的固有自调节作用。
在潜弧条件下,电弧的弧根不但覆盖在焊丝端头熔滴的底部,而且还包围了它的侧面,甚至熔滴上部的细颈。这时加热焊丝的热量来源除阳极斑点产热外,还有弧柱的辐射热。另外由于熔滴过渡形式的改变,熔滴在焊丝端头停留时间也不同。在电压较高的射滴过渡时,熔滴受热时间较长,所以熔滴温度较高,达1800℃,而在潜弧状态下的亚射流过渡时,熔滴过渡大多依靠较高频率的瞬时短路过渡。熔滴受热时间短,所以熔滴温度仅为1200℃。而短路过渡的熔滴温度更低,接近于熔点。可见亚射流过渡时,电弧加热焊丝的热效率较高,而熔滴温度又低,则焊丝的熔化速度较高。同时还随着电弧电压(可见弧长)的降低而提高熔化速度,因此铝合金亚射流过渡具有较强的电弧固有自调节作用。
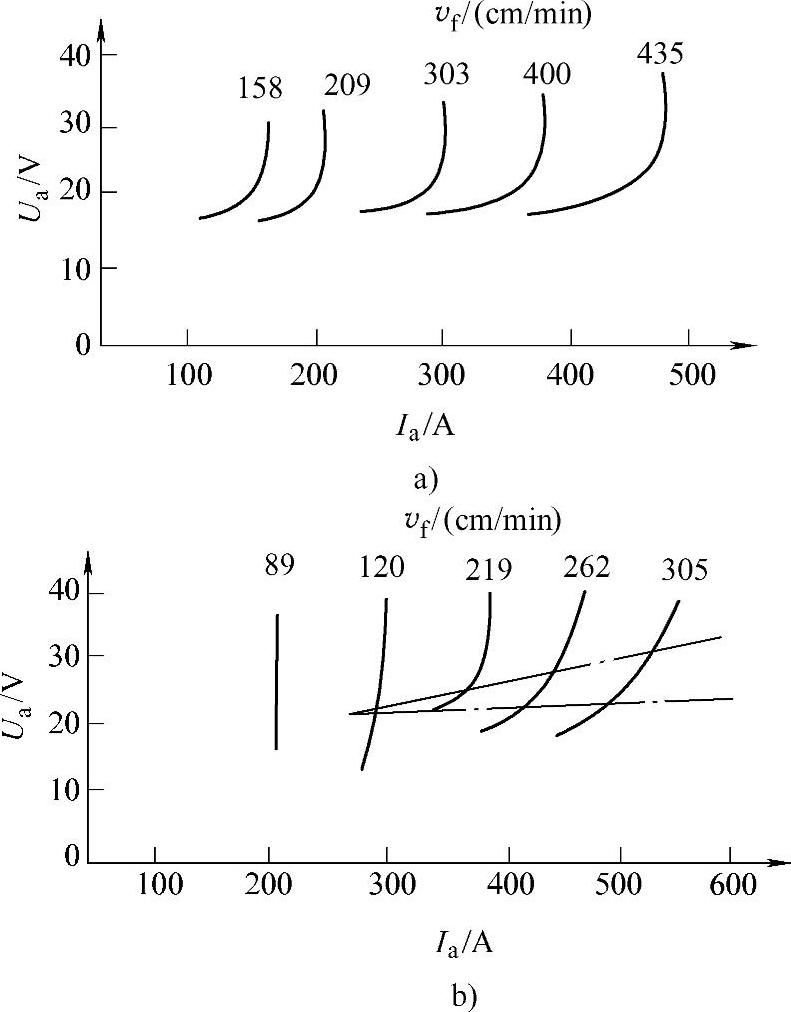
图6-19 MIG焊时电弧固有自调节作用(https://www.xing528.com)
a)铝φ2.4mm b)钢φ2.4mm
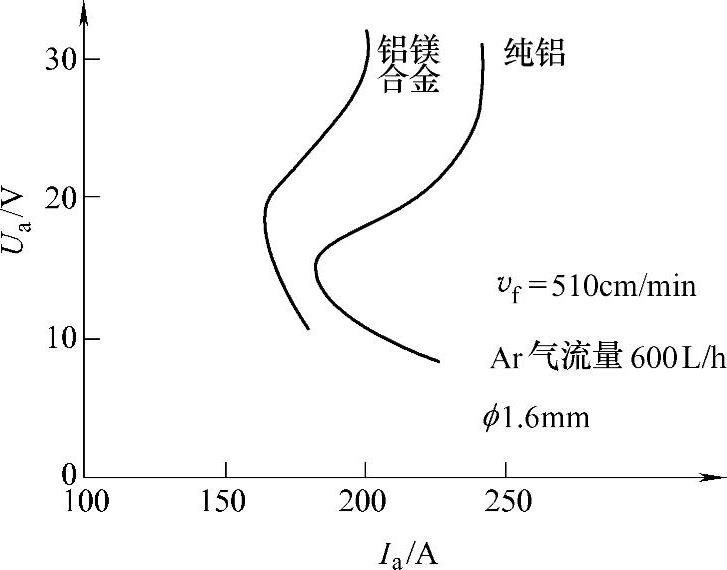
图6-20 不同成分铝焊丝的等熔化特性曲线
3.影响电弧固有自调节作用的因素
(1)焊丝材料 铝焊丝具有较强的电弧固有自调节作用,这是因为焊丝等熔化特性曲线向左拐之后较平(见图6-19a),而钢焊丝却较陡(见图6-19b),所以钢焊丝的电弧固有自身调节作用较弱。
铝及铝合金焊丝由于成分不同,电弧固有自身调节作用也不同。如图6-20所示,铝镁合金焊丝与纯铝焊丝相比,显然纯铝焊丝自调节作用更强些。
(2)保护效果 气体保护效果是采用不同直径的喷嘴进行比较,其结果如图6-21所示。喷嘴直径较大时,曲线向左移,也就是电弧固有的自身调节作用增强。这时因为有效保护范围较大时,则电弧的阴极斑点(在焊件上)容易向四周扩展。反之有效保护范围越小时,阴极清理后还可能立即氧化,从而限制了阴极斑点的扩展,不利于形成蝶状电弧,则使曲线向右移,并减弱了自调节作用。

图6-21 不同直径的喷嘴对等熔化速度曲线的影响
同理,当气流受到扰动或者焊丝或焊件清理不良、表面氧化膜较厚时,皆使曲线向右移。
(3)焊接回路电感的影响 回路电感值对等熔化特性曲线的影响如图6-22所示。从图6-22可见,在电压较高的无短路区域时,电感没有影响。而降低电压,并开始瞬时短路时,若回路电感较大,该曲线提前向右转。这是因为短路时电感将限制短路电流的增长速度,同时相应增加短路持续时间,使得曲线提前转入短路过渡区。
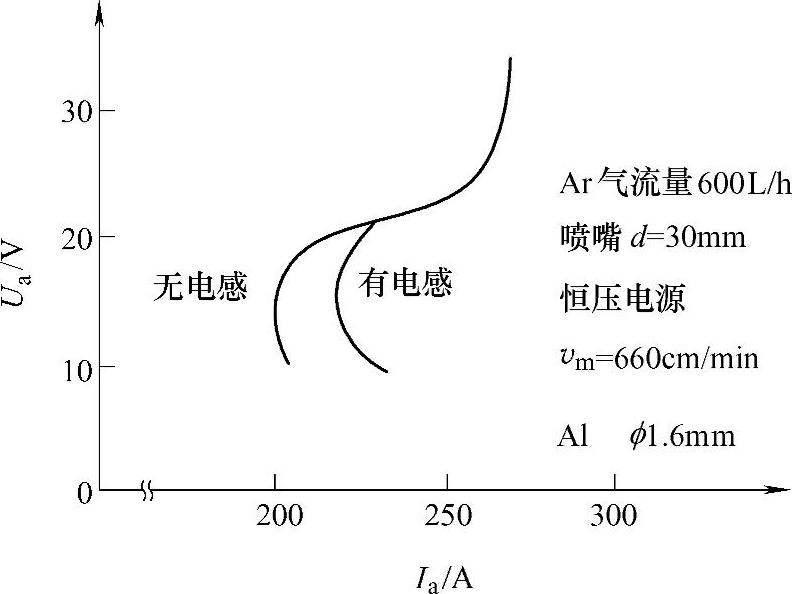
图6-22 电感对等熔化特性曲线的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。