



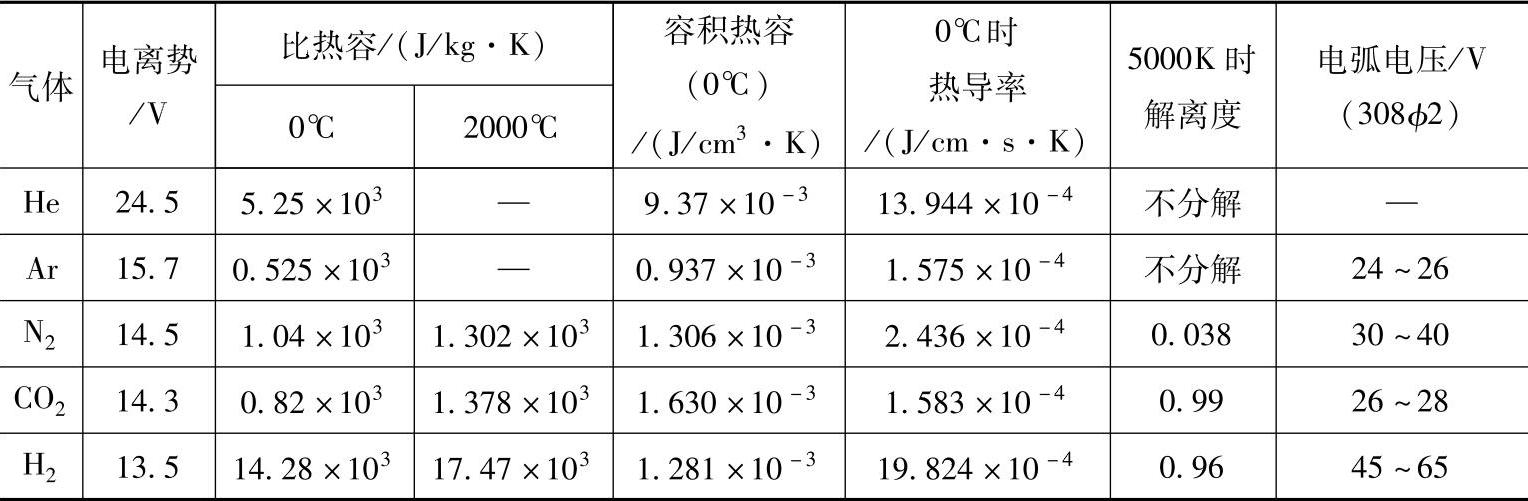
喷射过渡包括射滴过渡和射流过渡两种形式。通常MIG/MAG焊时以喷射过渡为主,这是因为保护气体的作用。MIG/MAG焊是以惰性气体——氩作为主要保护气体。常用的保护气体的热物理性能见表6-6。从表6-6中可见,氩气的热物理性质是电离势高和热导率较低。
氩气的电离势为15.7V,比CO2、H2及金属蒸气(铁、铝等)都高,说明氩气是难电离的。另一方面氩气的散热能力非常低,这一特点使弧柱容易保持较高温度,有利于维持电弧稳定燃烧。氩气的上述特殊热物理性能决定了在氩弧中引燃电弧很困难。但是当电弧引燃后,金属被强烈蒸发,在氩气中的金属蒸气容易电离,尽管氩气本身电离很少,在电弧空间仍有足够的电子和离子,它们却被氩气包围着,保持了稳定的电弧燃烧过程,电弧弧柱的电场强度很低,只有8~10V/cm。然而,电弧稳定性增加了,但热作用却削弱了。为此有时在氩气中加入氢气或者氦气。
表6-6 各种气体的热物理性质
与CO2气体相比,氩气的热导率低,而且Ar为单原子气体,不分解,所以电弧的电场强度低,电弧扩展,容易沿焊丝上爬,使得电弧包覆着焊丝端头,于是这种电弧行为有利于形成喷射过渡。当电弧仅包覆焊丝端头的熔滴时,电弧呈钟罩形,熔滴过渡为射滴过渡。当电弧继续上爬到连接熔滴的细颈上时(即跳弧),电弧呈锥形,整个焊丝端头(包括细颈)都被电弧所覆盖,熔滴在等离子流的推动下呈半圆形远离焊丝和脱落,随后焊丝端头呈现铅笔尖状,这就是射流过渡的典型形态,如图3-31e、f、g所示。
电流与熔滴过渡频率的关系如图6-13所示。在Ar+O21%(体积分数)的保护气体中钢焊丝直径φ1.6mm,DCEP接法时如图6-13a所示,当电流较小时为大(粗)滴过渡,随着焊接电流的增加,熔滴过渡频率变化不大。当焊接电流增加到260A附近,却发生急剧变化,熔滴过渡频率由255A的15个/s变化到265A的240个/s,熔滴尺寸由φ4mm减小到φ1mm。当焊接电流>265A以后,进一步增加焊接电流时,熔滴过渡频率增加不多。这里265A即为射流过渡临界电流值。从255A到265A这10A区域内,熔滴过渡呈射滴过渡状态。则可以认为255A为射滴过渡临界电流值。但是通常使用纯Ar或Ar+O21%~2%(体积分数)混合气体等作为保护气体时,射滴过渡区间太窄,往往由于各种原因都能引起偏离10~20A范围,所以这时射滴过渡是一个不稳定的区域,熔滴过渡形式也不稳定、难以利用。当使用Ar+CO220%(体积分数)混合气体作为保护介质时,熔滴过渡频率与焊接电流的关系曲线如图6-13b所示。两者图形大致相同,但主要不同点是射滴过渡区间变宽了,大约有80A。因为射滴过渡时的熔滴直径接近焊丝直径,熔滴温度低,不仅熔化系数高,而且烟雾小,焊接飞溅也少,所以射滴过渡备受关注。
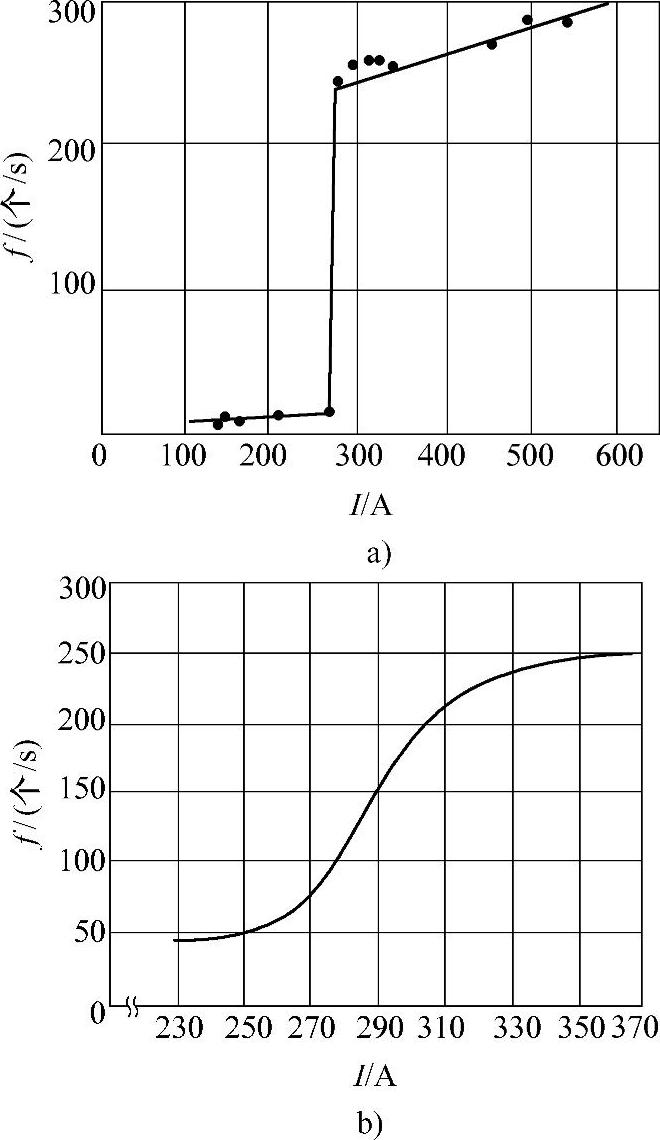
图6-13 焊接电流对熔滴过渡频率的影响
a)Ar-O21%低碳钢(焊丝:钢,φ1.2mm;气体:Ar+O21%;极性:DCEP)
b)Ar-CO220%低碳钢(焊丝:钢,φ1.2mm;气体:Ar+CO220%;极性:DCEP)
铝及铝合金在MIG焊时大多为射滴过渡。这是因为铝与钢的热物理性能差别较大。铝及其合金的导热性好,铝焊丝的温度梯度小,铝的表面张力也小。铝的电阻率小、熔点低,在熔化状态时的电阻率远远小于钢。所以铝合金难以在熔滴脱离之前产生跳弧,于是只能发生射滴过渡,而不能产生射流过渡。研究表明,铝合金射滴过渡因合金元素不同,常常可能产生两种射滴过渡形式,一种为再引燃型过渡,另一种为引渡型过渡(见图3-18)。不论哪种过渡形式,都是在熔滴过渡之后,从新的焊丝端头产生电弧。在熔滴分离瞬间电弧形态发生突变,这一突变过程中电弧空间膨胀带来了气动冲击力,该力使得每一次熔滴过渡后的焊丝端部残留液体受到方向相反的冲击力,根本无法维持钢焊丝射流过渡时出现的那种铅笔尖状及连续持久的射流过渡,而有利于形成连续2~3滴或1~2滴的射滴过渡形式。另一方面,这个冲击力使焊丝端头残留的液体金属被推向焊丝方向,而后在表面张力作用下又向过渡方向移动,又重新聚球或来不及聚球而以不规则形状脱离焊丝。这样一来,铝合金MIG焊焊接时为每次能连续过渡两个熔滴(还可能过渡3个熔滴)的熔滴过渡模式。
总之,射滴过渡时熔滴直径接近于焊丝直径,又随着焊接电流的增加熔滴过渡频率也增加,如图6-14所示。铝焊丝与钢焊丝不同,铝焊丝射滴过渡的电流区间很宽,而钢焊丝却在某一电流值(即射流过渡临界电流)时熔滴过渡形式突然转折。钢的射滴过渡区间较窄。
从图6-13和图6-14都可以看到,当焊接电流较大时,熔滴过渡形式将因发生跳弧现象,而由射滴过渡转变为射流过渡。射流过渡的基本特征为电弧形态呈圆锥形,焊丝端头呈铅笔尖状。发生跳弧现象的电流为射流过渡临界电流(Critical Cur-rent)。当焊接电流大于临界电流时就成为稳定的射流过渡过程。射流过渡临界电流是一个重要的标识量,但它不是一个固定值,它常常受到许多因素的影响,并在一个范围内变动。下面扼要地介绍影响临界电流的因素(以钢焊丝为例):
1.焊丝直径的影响
随着焊丝直径的增加,临界电流也增加,见表6-7。这是因为焊丝直径越大,则焊丝端头将形成更大的熔滴,为实现跳弧不仅弧柱面积要扩大,而且弧柱也要扩张,这就要求更大的能量,也就是需要提高临界电流。
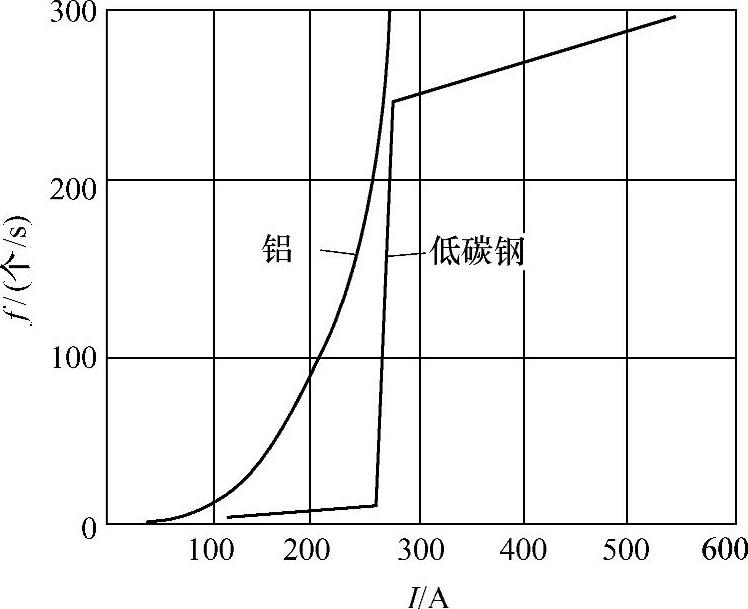
图6-14 铝与钢的射滴过渡频率与焊接电流的关系
表6-7 不同焊丝直径时的射流过渡临界电流

注:焊丝为H08Mn2SiA;气体为Ar+O22%。
2.焊丝成分的影响(https://www.xing528.com)
焊丝成分的影响主要反映在对缩颈电阻率及金属蒸发能力的影响两个方面。
首先,比较钢与铝的射流过渡的可能性。由于铝的电阻率较低,难以跳弧,所以铝很难实现射流过渡。
其次,钢焊丝成分不同,则对金属蒸发能力的影响也不同,所以表现出对射流过渡临界电流有很大影响。从表6-8可见,在纯Ar保护下,三种焊丝的射流过渡临界电流接近。但是在Ar+O22%(体积分数)混合气体保护下,H08Mn焊丝最容易跳弧,因此临界电流值最低。这是因为Mn的蒸发倾向最强,同时由于氧化作用,而使之减少电弧中Mn蒸气的分压,所以进一步增强了Mn的蒸发。而H08Mn2SiA焊丝中虽然含Mn量更高,可是由于还含有较多的Si,Si与O的亲和力更强,它的氧化阻碍Mn的蒸发,所以这种焊丝的临界电流较高。
表6-8 不同成分焊丝的射流过渡临界电流值(d=1.2mm) (单位:A)

3.焊丝伸出长度的影响
试验发现焊丝伸出长度越长,焊丝的电阻热增加得越多,对焊丝的预热作用越强,使得跳弧更容易,所以临界电流越低,如图6-15所示。
4.保护气体成分的影响
保护气体成分对跳弧现象的影响主要表现在对电弧弧柱电场强度的影响。以Ar+O2和Ar+CO2两种混合气体来说明其规律。
从图6-16可见,上述两种混合气体,对于H08Mn2SiA焊丝,随着气体氧化性的提高,临界电流均提高。但当φ(O2)在10%以内时,却使临界电流降低。其原因是混合气体成分对临界电流的影响有相反的两种作用:一是随着O2的增加,在高温时发生吸热反应,从而提高弧柱电场强度,则提高了临界电流;相反,随着O2的增加,能促进元素的蒸发,有利于降低弧柱电场强度,则容易跳弧,从而降低临界电流。在φ(O2)为2%时为极点。当气体中φ(O2)<10%时,后者起主要作用;当φ(O2)>10%时,前者起主要作用。
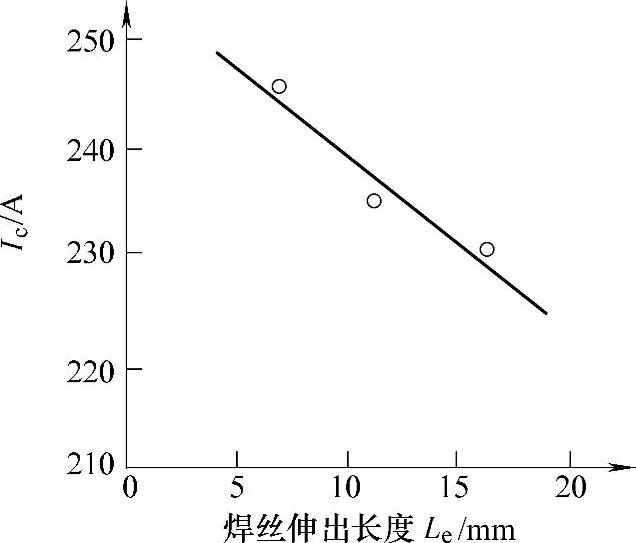
图6-15 射流过渡临界电流与焊丝伸出长度的关系
(焊丝:钢;气体Ar+O22%)
Ar+CO2混合气体中随着CO2含量的增加,临界电流急剧增大。当φ(CO2)达到30%时,临界电流已经接近400A。当φ(CO2)超过30%以上,实际上已不能射流了。
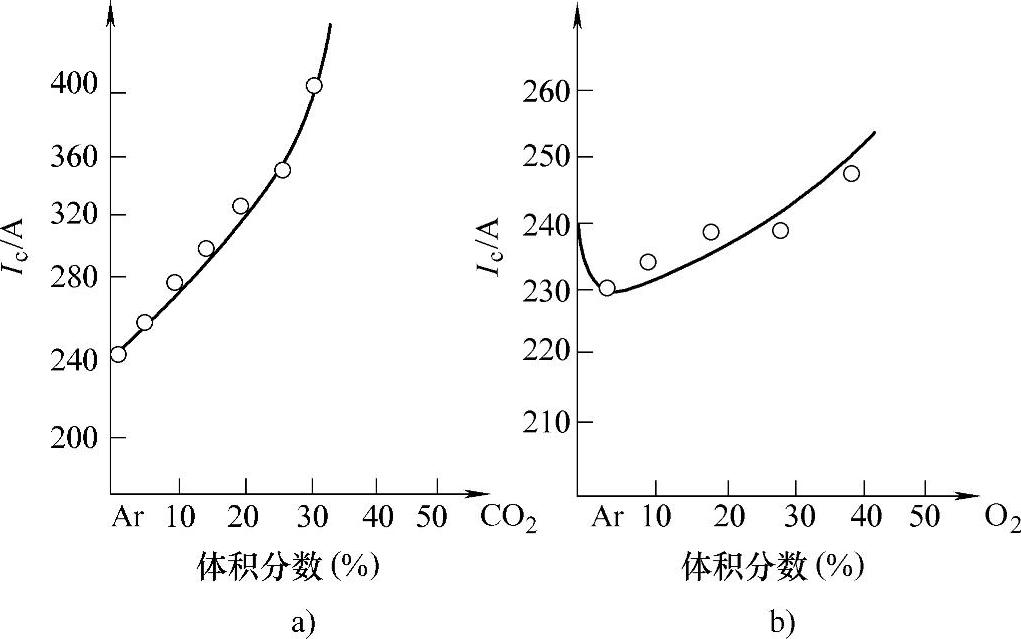
图6-16 不同保护气体时的射流过渡临界电流
在钢焊丝伸出长度较长的情况下,焊接电流大于临界电流较多时,如图6-17所示,焊丝端头的液体金属流束被拉长,并在电弧弧柱中被强烈加热而产生大量金属蒸气,在干扰作用下,蒸气一旦偏离,则液柱将发生旋转,熔滴从其端头喷出,形成大量飞溅,这种过渡形式称为旋转射流过渡。
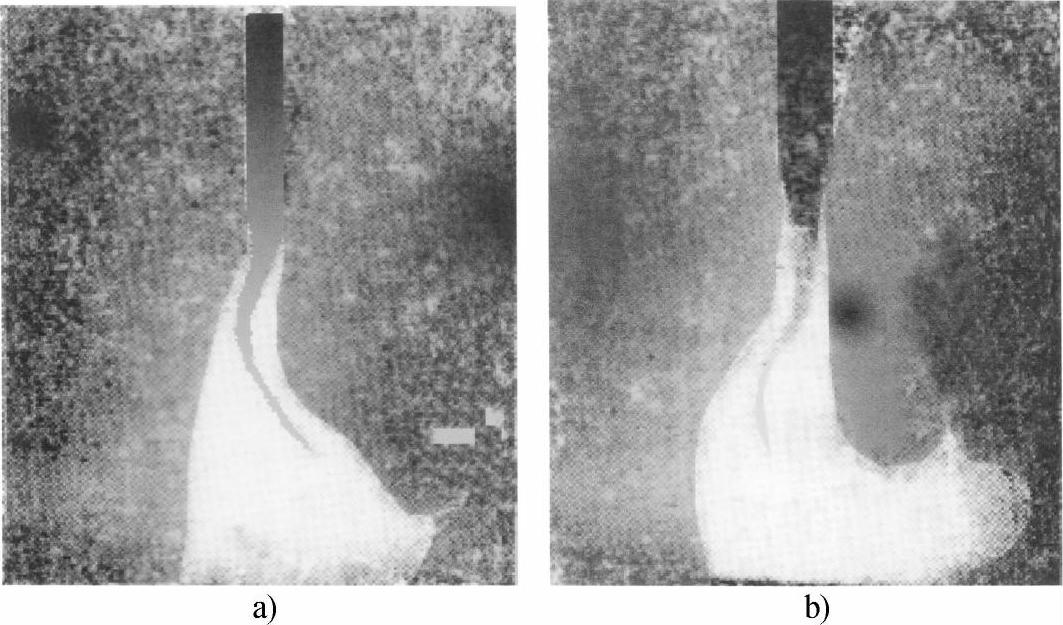
图6-17 旋转射流过渡形态
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。