



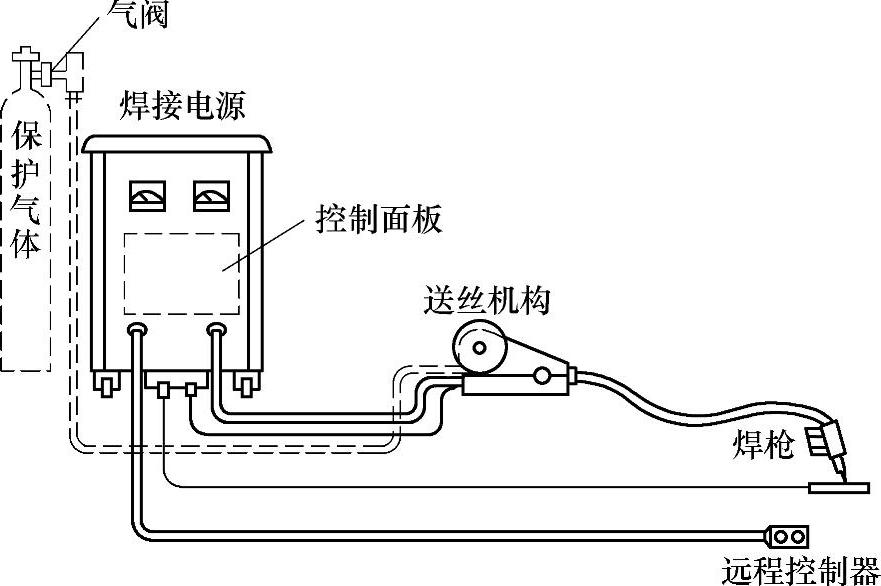
图6-2 半自动MIG/MAG焊机的组成
1.MIG焊设备的组成
各种熔化极气体保护焊设备的组成与功能基本上是相同的。主要包括焊接电源、送丝机构、焊枪和气体系统、水路系统。根据焊枪移动的方式可以分为手工操作和机械操作。前者为半自动焊机,后者为自动焊机。本书以半自动焊机为例进行说明,其组成如图6-2所示。半自动焊机的电源主要为直流电源(现有抽头式硅整流电源、晶闸管整流电源及逆变电源),大多为平特性或缓降外特性(外特性斜率<4V/100A)。
送丝机构的作用是以一定速度将焊丝送出导电嘴,并有一定的稳速作用。所以大多数采用单轮单主动送丝方式(用于低碳钢、低合金钢和不锈钢等较硬的焊丝)和双轮双主动送丝方式(用于送φ0.8mm以下的细丝、铝等软丝和药芯焊丝等)。
焊枪是一种手持焊接操作器具。焊接电缆、控制电缆、保护气体、冷却水管和送丝导管都将汇聚在焊枪中。焊丝从导电嘴送出,并与焊件之间形成电弧,同时由从焊枪喷嘴中流出的保护气体所保护。所以焊枪对于保证焊接工作顺利进行十分重要。通常焊枪的重量配置考虑到人性化的需要,焊工握枪比较自如。
气路系统包括气瓶、减压阀、流量计和电磁阀等。气路系统的作用是保证保护气体的流量和压力按要求流入焊接区。
水路系统在小电流时不需要。只有在MIG焊接电流大于200A以上时,才通过水路系统将冷却水送入焊枪,以便冷却焊枪。
2.MIG/MAG焊机的型号与参数
我国的MIG/MAG焊机型号是这样规定的,具体编制方法为
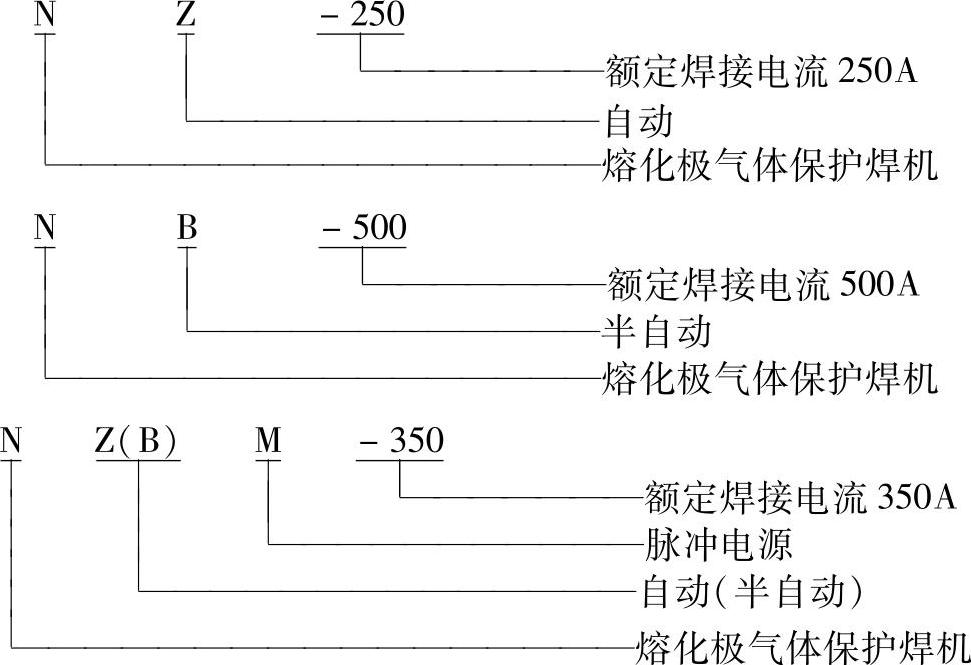
其中N为大类名称:熔化极气体保护焊机。Z(B)为小类名称:自动(半自动)。M为附注特征。末尾数字为额定电流。
MIG/MAG焊机基本参数如下:
(1)额定焊接电流等级分挡(A) 100、125、160、200、250、315、350、400、500、630、800、1000、1250、1600、2000。
常用的MIG/MAG焊机的额定电流(A)为160、200、250、315(350)、400、500和630。
(2)额定负载持续率(%) 35、60、100。
(3)工作周期(min) 10、连续。
(4)焊接电流调节范围
1)最小焊接电流:对于额定焊接电流200A及其以下焊机由企业标准规定;对于额定焊接电流200A以上焊机,焊接电流≤25%额定焊接电流。
2)最大焊接电流≥100%额定焊接电流。
(5)约定负载电压 焊机在整个调节范围内,其约定负载电压与约定焊接电流的关系应符合以下公式:
U2=14+0.05I2 (6-1)
式中 U2——约定负载电压(V);
I2——约定焊接电流(A)。
当电流大于或等于600A时,其电压恒等于44V。
(6)适用焊丝 由企业标准规定。
(7)送丝速度 由企业标准规定。(https://www.xing528.com)
(8)焊接速度 由企业标准规定。
典型焊机的基本参数见表6-3。
表6-3 典型焊机的基本参数
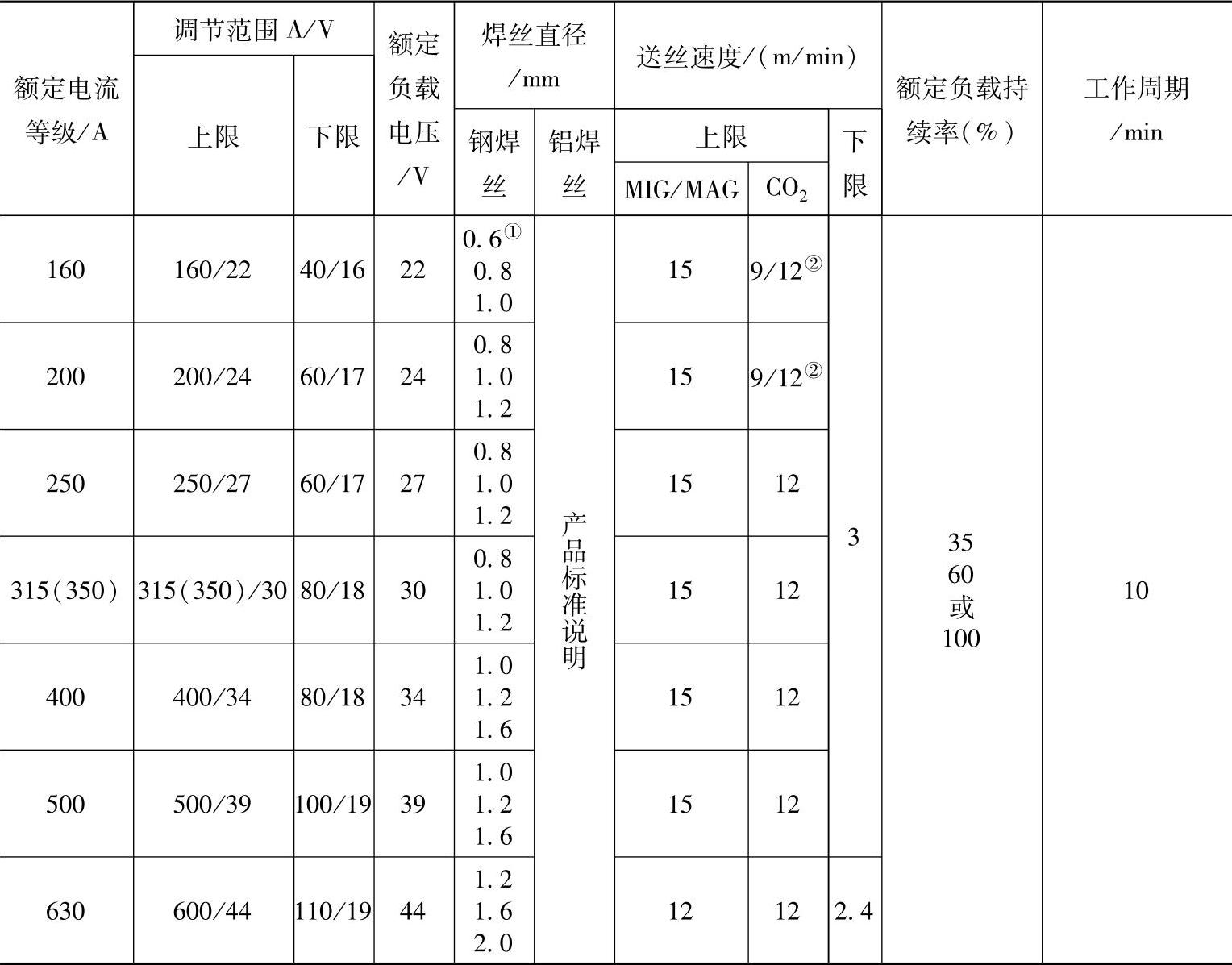
① φ0.6mm焊丝直径适用于拉丝式送丝。
② 拉丝式产品送丝速度。
3.MIG/MAG焊电源的电弧自身调节特性
MIG/MAG焊电源外特性十分重要。当电弧长度在干扰的作用下发生变化时,焊接设备应该能自动恢复弧长,为此MIG焊往往采用平特性或缓降外特性电源配合等速送丝系统。其作用原理如图6-3所示。
为保持弧长稳定,就必须保持焊丝的熔化速度等于送丝速度。否则由于弧长变短,将使焊丝插入熔池,或弧长变长,使电弧反烧直至断弧,这都是不利的。为此弧长变化时,无论通过改变焊丝的熔化速度,还是送丝速度都可以达到弧长自动调节的作用。这里所介绍的电弧自身调节作用是在送丝速度不变的条件下,通过改变熔化速度达到自动调节目的。例如细丝CO2焊、MIG焊、MAG焊都是这样的。
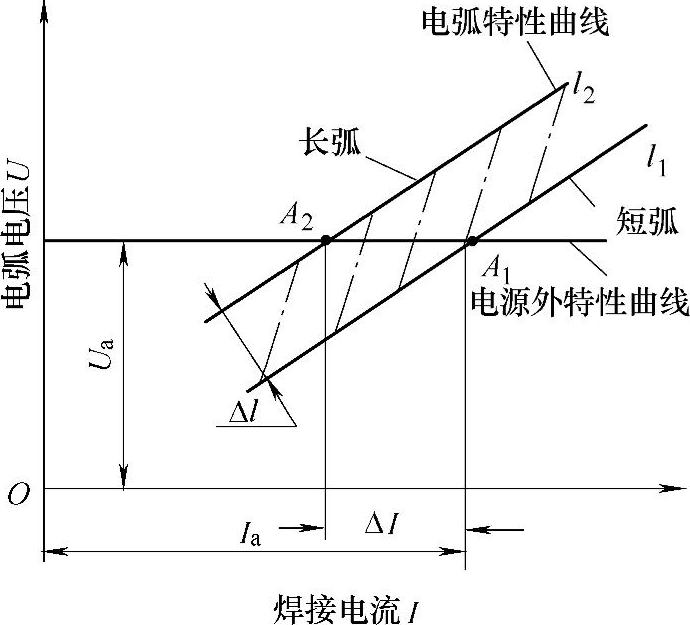
图6-3 电源的电弧自身调节特性示意图
如图6-3中的伏安特性曲线,当电弧长度从l1增加到l2时,变化Δl,其稳定工作点由A1转移到A2,同时焊接电流从I1降到I2时,变化了ΔI=I1-I2。由于焊接电流减小,则焊丝的熔化速度也降低,导致弧长降低,并逐渐恢复到稳定工作点A1,这时熔化速度vm又与送丝速度vf相等,重新恢复了平衡状态。这就是电弧的自身调节过程。
这一调节特性对电源的要求是平外特性或缓降外特性,其外特性下降斜率≤4V/100A。这一调节方法适合于焊丝直径d<2.4mm的细焊丝。
4.MIG/MAG焊对电源动特性的要求
电源动特性是指当负载状态发生瞬时变化时,弧焊电源输出电流和输出电压与时间的关系,用以表征对负载瞬变的反应能力。
这里所说的负载状态与熔滴过渡类型和引弧过程有关。MIG/MAG焊短路过渡时,负载状态不断发生瞬时变化,而射流过渡时负载状态变化不大。于是射流过渡时对电源动特性要求不高,短路过渡时对电源动特性要求较高。良好的电源动特性将得到较好的工艺性能,如焊接飞溅小、焊接过程稳定和焊缝成形良好。
电源动特性的好坏,决定于电源本身的拓扑结构和控制方法。如旋转发电机、焊接变压器、整流弧焊机和逆变焊机。显然,逆变焊机最好,可以通过电子电抗器进行调节。而整流弧焊机的动特性只能通过铁磁电感进行控制。由于焊机的工作频率不同、主控器件不同和控制方法不同,所以焊机对负载瞬变的反应能力也不同,因此不同电源的动特性指标也不同。这里针对短路过渡焊,分别给出整流焊机和逆变焊机的电源动特性的要求。
对于整流焊机电源动特性需要对以下参数作出要求:
1)dis/dt——短路电流上升速度。
2)Ism——短路峰值电流。
3)dUa/dt——短路到燃弧的电源电压恢复速度。
对于逆变焊机电源动特性需要对以下参数作出要求:
1)Iss——短路初始电流。
2)dis/dt——短路电流上升速度。
3)Ism——短路峰值电流。
4)Qa——燃弧能量(或Qa/Qs——燃弧能量与短路能量比)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。