



药芯焊丝CO2焊工艺与实心焊丝CO2焊工艺大致相同,但由于使用的焊丝不同,以药芯焊丝代替裸焊丝,所以除在冶金和熔滴过渡方面有一些不同外,在工艺特点等方面有许多不同之处。
1.药芯焊丝CO2焊的工艺特点
(1)药芯焊丝CO2焊的优点 药芯焊丝CO2焊与实心焊丝CO2焊相比,尽管表面上看有许多类似之处,但是药芯焊丝CO2焊仍有许多优势。
1)由于药芯焊丝中加入了稳弧剂,所以焊接电弧稳定,电弧柔和,飞溅很少,焊缝外观成形良好。
2)由于CO2气体与药芯中焊剂的联合保护作用,不仅屏蔽了空气,而且还能进行脱氧反应,从而提高了焊缝金属的抗气孔能力。
3)药芯焊丝比实心焊丝具有更高的熔敷速度。这是因为相同直径的焊丝,药芯焊丝仅仅是外部的薄钢皮导电,实际导电截面积小,则电流密度大。另外药芯焊丝的焊丝伸出长度较大,通常焊接电流在250A以下时为15mm,而在250A以上时为20~25mm,因此焊丝的熔化效率更高。
4)药芯焊丝对弧焊电源的适应性强,不仅可以选择直流电源,而且还可以选择交流电源;另外不仅可以选用平特性电源,而且还可以选择陡降特性电源。所以一般用于实心焊丝的CO2焊机均可用于药芯焊丝,勿需再开发新的焊机。
5)焊接各种钢材的适应性强。尤其是焊接高强度钢,难以提供相应的实心焊丝,而对于药芯焊丝,通过调整药芯的成分和比例,就能满足需要。
(2)药芯焊丝CO2焊的缺点
1)焊丝价格很贵。因制造焊丝的设备复杂,材料成本较高。
2)药芯焊丝大多有缝,不能镀铜,易生锈和吸湿,必须加强管理。
3)焊接烟尘很大,污染环境,影响健康。
4)需要专用送丝机,否则将压扁焊丝,而影响送丝的稳定性。
2.焊前准备
药芯焊丝CO2焊的焊前准备工作与实心焊丝基本相同,包括坡口加工、工件清理、定位焊缝和坡口形式等。但通常药芯焊丝的穿透能力较焊条和实心焊丝大,所以药芯焊丝CO2焊可以选择较小的坡口角度,如图5-85所示。实心焊丝与焊条焊接时的坡口角度为60°,药芯焊丝焊接的坡口角度为50°,而金属粉芯焊丝焊接的坡口角度只需要40°。可见药芯焊丝可以减小填充金属量和提高效率。
3.焊机与焊接参数
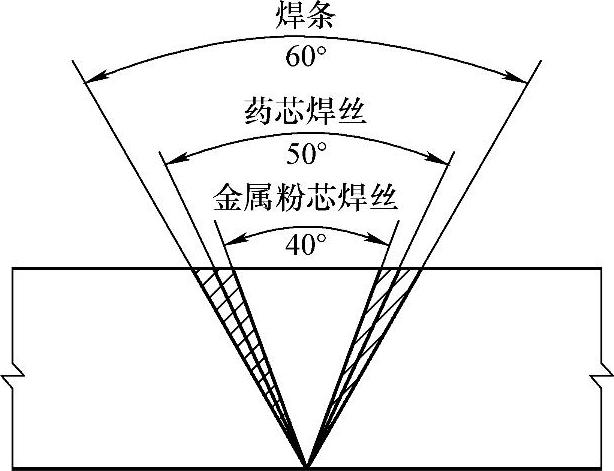
图5-85 用药芯焊丝焊接坡口角度减小的示意图
药芯焊丝CO2焊设备基本上与实心焊丝CO2焊设备相同,也是由电源、送丝机和焊枪等组成。由于药芯焊丝改善了电弧特性,所以用于实心焊丝的设备皆可用于药芯焊丝或稍加改装即可应用。
由于药芯焊丝较软,如果使用实心焊丝的送丝机,那么在单主动轮送丝的情况下,会因正压力过大,而使焊丝压扁。这时应改用双主动轮送丝和在送丝轮面上开U形槽,以保证在送丝力不变时,减小其对焊丝的压力。
药芯焊丝CO2焊的焊接参数包括焊丝直径、焊接电流、电弧电压、焊丝伸出长度和焊接速度等。(https://www.xing528.com)
(1)焊丝直径 药芯焊丝的焊丝直径通常有1.2mm、1.4mm、1.6mm、2.0mm、2.4mm、2.8mm和3.2mm等几种。小规格细丝(包括直径为1.2mm、1.4mm、1.6mm和2.0mm)多用O形截面,而大规格焊丝(包括直径为2.4mm、2.8mm和3.2mm)多用复杂形状截面。焊丝直径根据工件厚度来选择,随着工件厚度的增大,药芯焊丝直径也应增大。
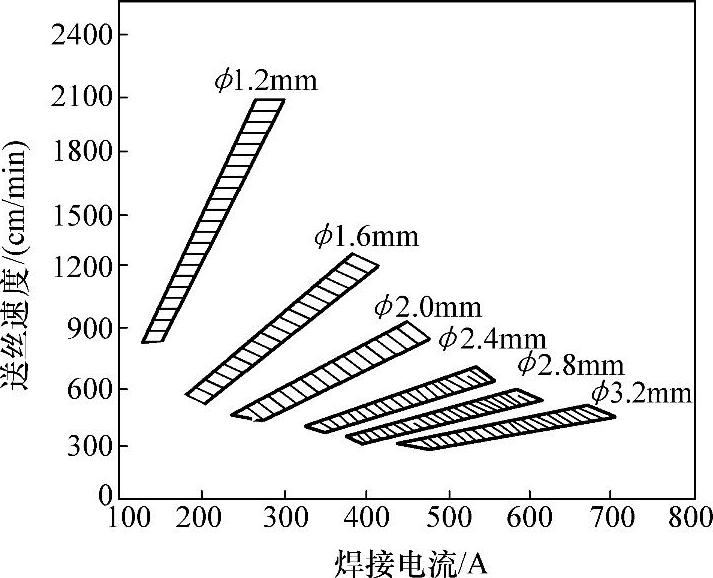
图5-86 碳钢药芯焊丝CO2焊的送丝速度与焊接电流的关系
(2)焊接电流与电弧电压 与实心焊丝CO2焊相比,药芯焊丝CO2焊可以采用较大的焊接电流。尤其是在空间位置焊接时,由于熔渣的作用允许焊接电流更大些。图5-86所示为碳钢药芯焊丝CO2焊的送丝速度与焊接电流的关系。细丝在改变相同的送丝速度时,焊接电流在低电流范围内改变较小的数值,而粗丝却在大电流范围内改变较大的数值。
药芯焊丝CO2焊的焊接电流与电弧电压的关系和实心焊丝一样,两者之间应当适当匹配。如图5-87所示,随着焊接电流的增加,电弧电压应成比例的提高,而在某一焊接电流时,电弧电压可以在5~6V范围内调整。以φ1.2mm焊丝为例,焊接电流的调节范围为130~320A,要求电弧电压为20~33V。
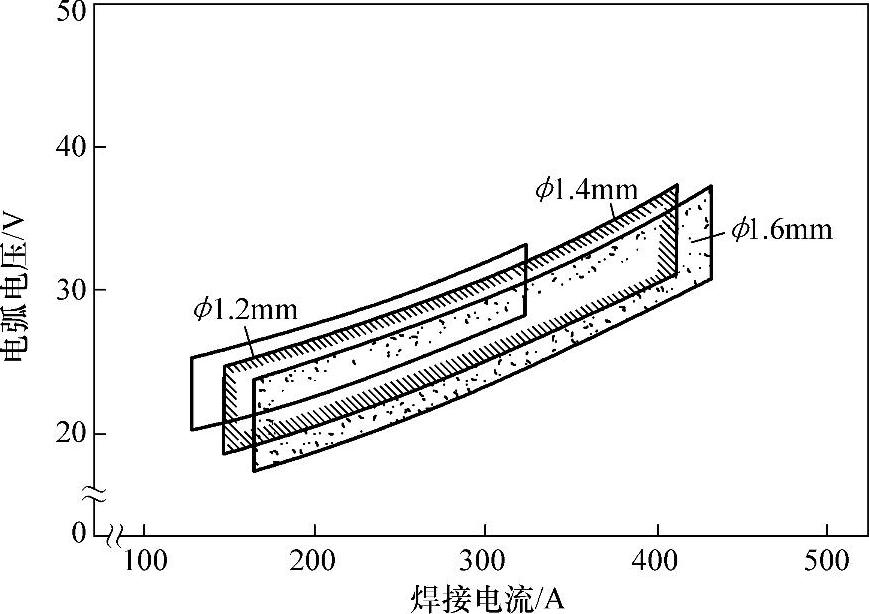
图5-87 焊接参数的范围
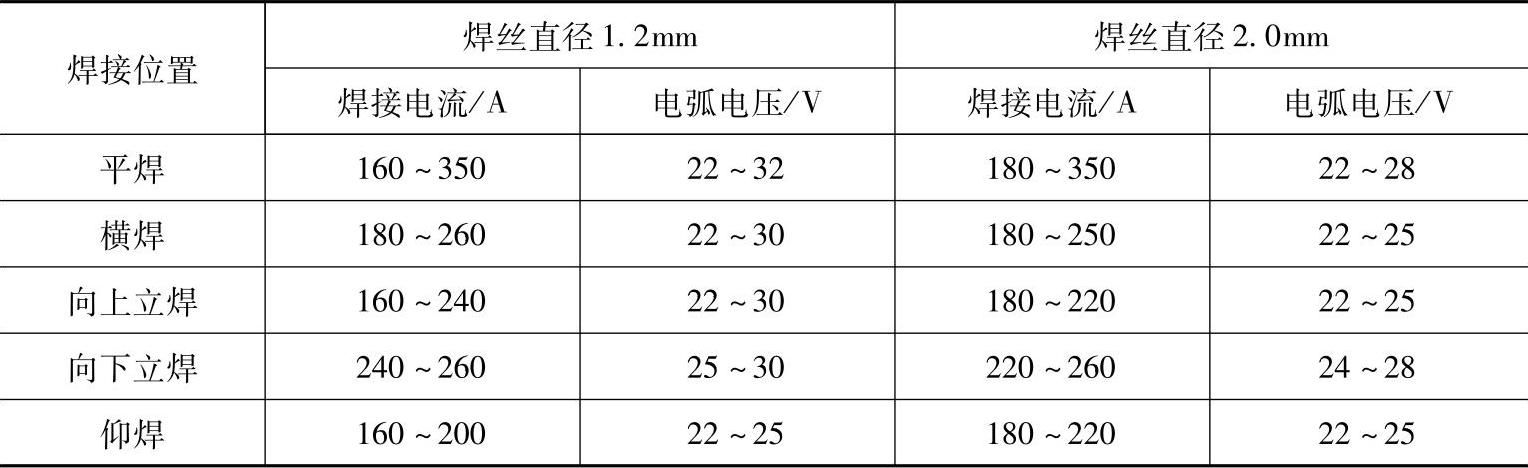
药芯焊丝CO2焊中,焊接电流、电弧电压对焊缝的熔宽和熔深的影响与实心焊丝时基本一致。表5-31列出了采用药芯焊丝CO2焊在不同位置焊接中厚板时常用的焊接电流、电弧电压范围。
表5-31 药芯焊丝CO2焊在不同位置焊接时的焊接电流、电弧电压范围
(3)焊接速度 焊接电流和电弧电压确定后应选择合理的焊接速度,在半自动焊时,根据人体功能决定,焊接速度只能在30~50cm/min范围内。焊接速度过低引起焊缝成形不良,而焊接速度过高时焊工难以控制。而药芯焊丝自动焊时,焊接速度可以进一步提高,达到1m/min。当焊接速度过快时,可能引起气孔和咬边等。
(4)焊丝伸出长度 焊丝伸出长度应根据焊接电流的大小来选择,在焊接电流为250A以下时,其长度为15mm左右;焊接电流大于250A时,其长度为20~25mm。焊丝伸出长度过大或过小的影响与实心焊丝时相同,都是不利的。
4.药芯焊丝的焊接操作
金属型药芯焊丝的操作要领与实心焊丝基本相同。熔渣型药芯焊丝,由于熔渣的作用,易进行全位置焊接。关于引弧和收弧的基本操作要领,与实心焊丝基本相同。对于各种位置的焊接操作,包括对接焊缝和角焊缝的平焊与横焊,立焊位置的立向上焊和立向下焊的操作要领以及仰焊的操作要领均可参照实心焊丝的焊接操作规则进行。
下面仅以立向下角焊为例说明药芯焊丝的焊接操作要领及焊接参数,如图5-88、图5-89所示。立向下角焊时,熔敷金属易向下淌,容易产生熔合不良、夹渣等缺陷。焊接时焊枪向下的倾角为5°~15°。为防止夹渣一般都采用直线运条而不应做横向摆动运条。
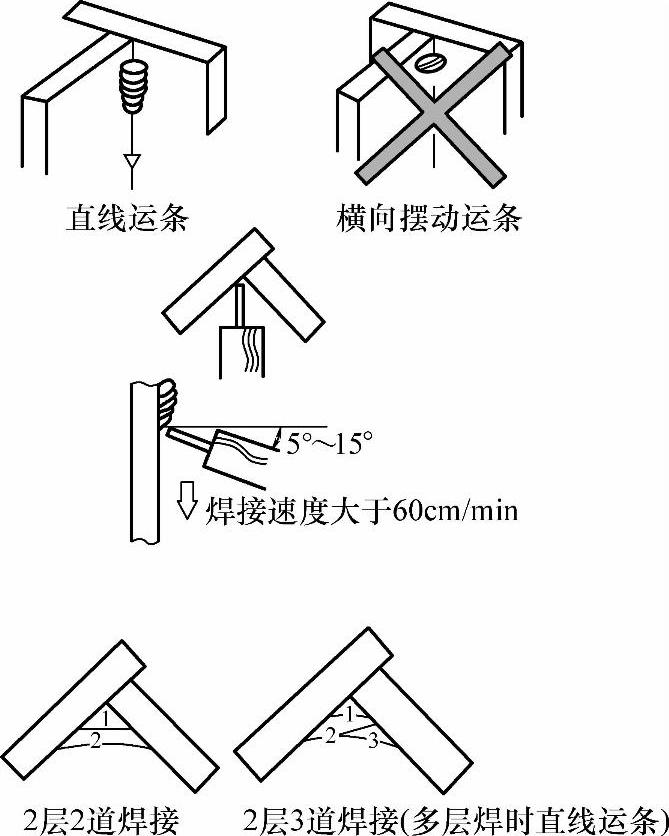
图5-88 立向下角焊的操作要领
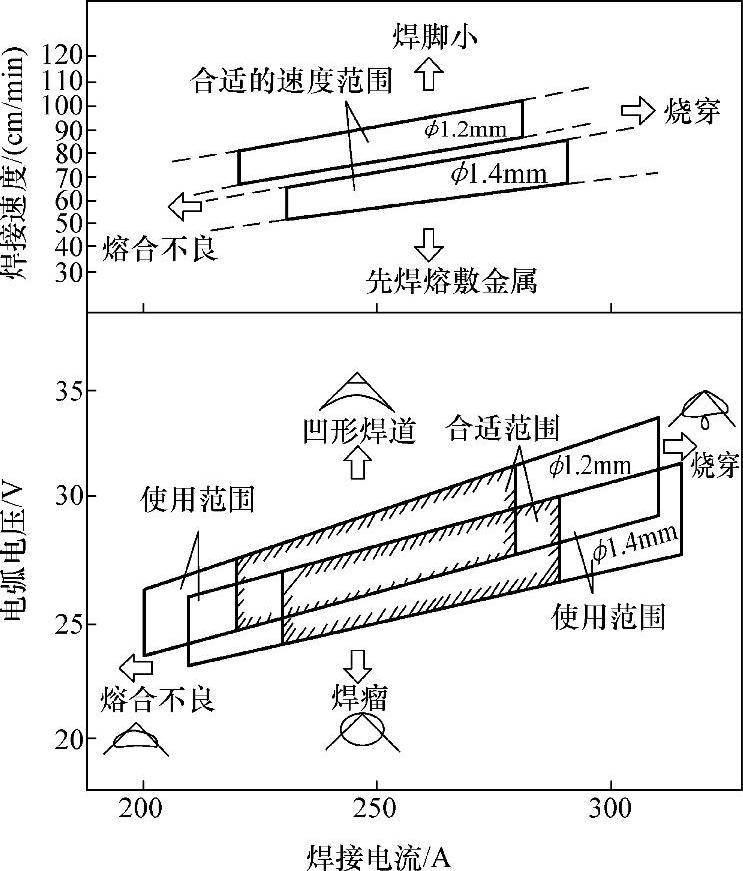
图5-89 立向下角焊的焊接参数(熔渣型药芯焊丝)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。