



1.焊接操作姿态
半自动CO2焊焊工手握较重的焊枪及电缆,这时不能沿用焊条电弧焊那样焊工悬空握住焊把进行工作,而是要尽量利用身体各个部分分担焊枪的重量使焊工能集中精力去焊接。根据焊工工作位置,操作方法如图5-81所示,站着平焊如图5-81a所示,可以把电缆扛到肩上;坐着平焊可以把电缆放到腿上,如图5-81b所示;蹲着平焊可以把电缆放到地面上,如图5-81c所示。
2.焊接起弧
半自动焊时,喷嘴—母材间的距离不好控制,这个距离过大,则气体保护恶化。对于焊条电弧焊工来说,极易出现这样的情况,也就是当焊丝以一定速度冲向母材表面时,往往把焊枪顶起,结果使焊枪远离母材,从而破坏了正常保护,引弧也容易失败。所以,焊工应该注意保持焊枪到焊件的距离。
起弧时切忌在焊丝与母材接触时按焊枪按钮,在这种情况下起弧,往往会造成很大飞溅,并可使导电嘴堵塞,结果使焊丝与导电嘴端头粘在一起,还可能出现反烧,甚至烧毁导电嘴。所以,起弧之前应该在焊丝端头与母材表面之间保持一定距离的情况下按焊枪开关。

图5-81 CO2焊时的几种操作姿态
a)站着平焊 b)坐着平焊 c)蹲着平焊
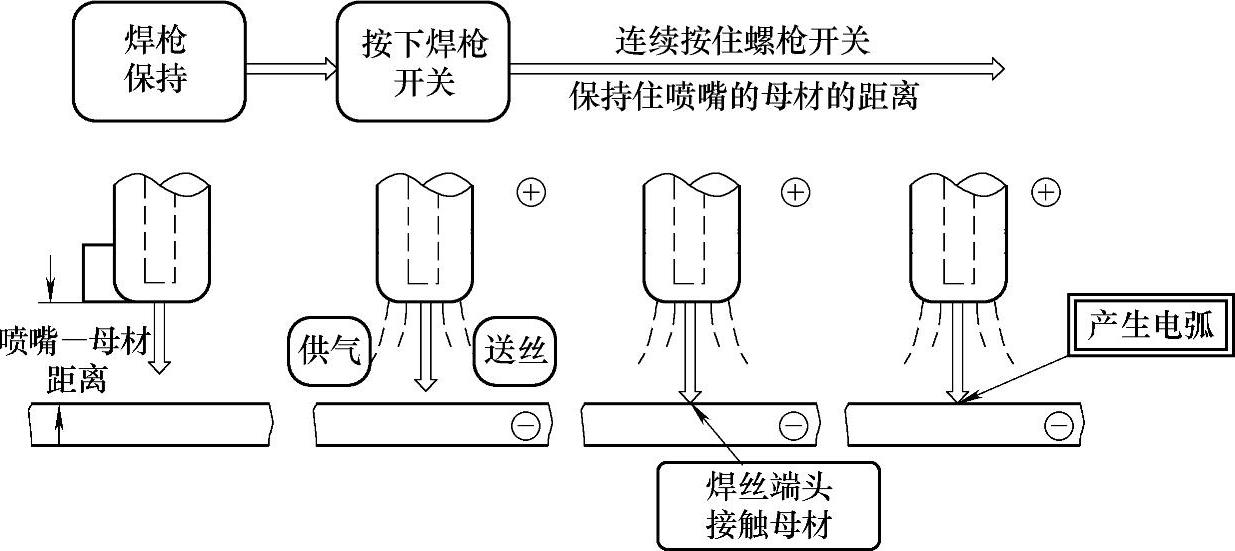
图5-82 CO2焊引弧过程
一般情况下,焊接结束时在焊丝端头常常残留一个较大的熔滴金属球,并在其表面附着一层渣,它将使电弧难以引燃。为此焊接之前应该剪断熔化端头,显然这是相当麻烦的工作,近年来生产的许多焊机具有一种自动去球功能,称为剪断效应。
半自动焊接时引弧的过程如图5-82所示。引弧时保持焊枪的喷嘴与母材的间距,然后按下焊枪开关,同时保护气CO2和焊丝从焊枪送出,直至焊丝与焊件接触,这时虽然焊枪承受顶起的力,但是仍保持喷嘴与母材间的距离不变。在接触处焊丝爆断引弧,很快进入正常电弧状态。
由于引弧处焊件温度较低,所以起弧处熔深浅,特别是在短路过程时容易引起未熔透。为此可以采用在引弧板上引弧,还可以采用倒退法引弧等措施保证引弧时的质量。
3.收弧方法
焊缝收尾时往往出现凹陷,通常称为“弧坑”,CO2焊一般比焊条电弧焊使用的电流大,所以弧坑也大。弧坑处由于焊缝金属厚度不足而产生弧坑裂纹和缩孔等缺陷。为此,焊工总是设法减小弧坑尺寸。目前主要应用的方法如下:(https://www.xing528.com)
1)采用带有弧坑填充装置的焊机时,填充弧坑的电流较小,通常只为焊接电流的50%~70%。最好以短路过渡的方式处理弧坑。这时,电弧沿弧坑的升沿移动焊枪,并逐渐缩小回转半径,直到中间停止。
2)没有弧坑填充功能时,在弧坑未完全凝固时,应在其上进行几次断续焊接,如图5-83所示。这时只是交替按压与释放焊枪按钮,而焊枪一直到弧坑填满之前始终停留在弧坑上。燃烧时间按图中①→②→③的次序缩短。
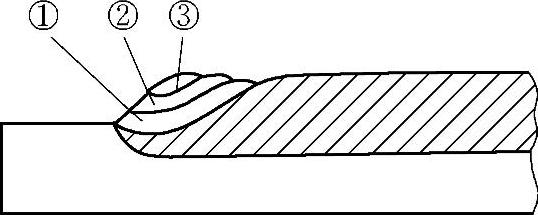
图5-83 以断续焊接方式收弧
3)使用引出板,也就是把弧坑引到引出板上,焊完之后去掉引出板。
4)短路过渡焊接的弧坑较小,所以不需要处理弧坑。
4.焊枪角度
CO2焊焊接时根据焊枪移动方向的不同分为左焊法和右焊法,CO2焊时多用左焊法,而右焊法也有许多特点,如图5-84所示。
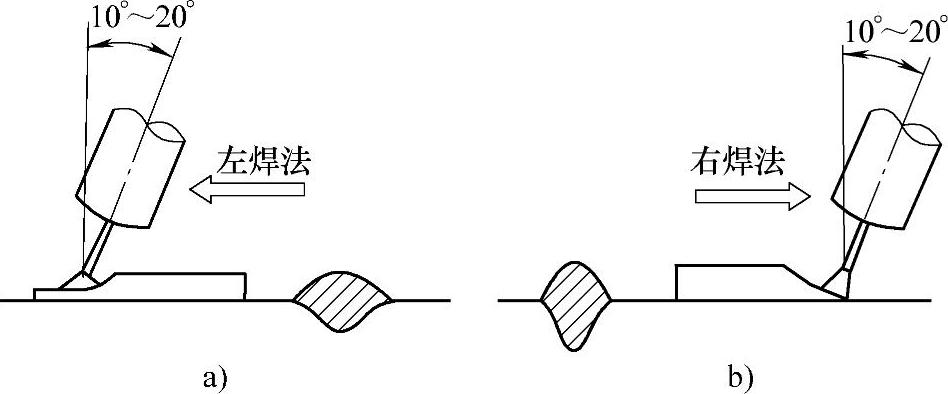
图5-84 平焊时焊枪倾角的影响
a)左焊法 b)右焊法
细丝大电流CO2焊时电弧指向性很强,倾斜焊枪时它的指向就是电弧力的作用方向(一般称为电弧挺度)。由于焊枪的倾角不同,所以焊缝形状和熔深也发生了变化。焊枪倾角常常保持一定大小。左焊法时焊枪后倾角度为10°~20°。当倾角过大时,在电弧的作用点把熔化金属挤向前方,焊缝宽度略增加,但不均匀,而熔深变浅,同时还产生较大飞溅。于是在多层焊或焊接面不平时,易产生熔合不良,在坡口内焊接时易产生未焊透。
右焊法时保持焊枪前倾角10°~20°。该角度过大时就能产生凸状焊边,甚至产生咬边。焊接速度过快时在电弧作用下可能切割金属,并产生大量飞溅。正常情况下,在电弧作用处能把熔池金属推向后上方,所以熔深略增加,焊缝不能变宽而余高增加,这时飞溅不大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。