



1.坡口加工和清理
加工坡口的方法有机械加工、气体火焰切割、空气等离子弧切割和碳弧气刨等方法。坡口精度是影响焊接质量的重要原因。坡口不规则也是熔深不足和焊缝不整齐的原因。通常焊条电弧焊时熔深较浅,双面焊时常常需要清根,以便铲掉焊道背面的未焊透,而CO2焊时熔深较大,一般情况下可以一次焊透。
焊接坡口附近有脏物时,将严重影响焊接质量。在定位焊之前应在坡口周围10~20mm范围内去除油污、涂料、铁锈、氧化皮及其他脏物。
2.定位焊缝
定位焊缝十分重要,主要作用是保持焊件形状和尺寸。通常CO2焊与焊条电弧焊不同,随着焊接的进行,焊缝向坡口的张开方向位移。因此,与焊条电弧焊相比,CO2焊要求更坚固的定位焊缝。通常定位焊缝本身易生成气孔和夹渣,它们是随后进行CO2焊时产生气孔和夹渣的主要原因,所以必须仔细地焊接定位焊缝。用焊条电弧焊焊接的定位焊缝处残留的渣易引起电弧不稳和产生缺陷,所以焊前应清除残渣。
薄板情况下定位焊缝一般为细而短的形状,长度为3~50mm,间距为30~150mm。在随后进行CO2焊时,它可以防止变形和防止定位焊处未焊透以及焊道不规整。
中厚板情况下定位焊缝间距较大,达100~150mm,而为增大定位焊的强度,应增大定位焊缝截面及其长度,一般为15~50mm长。若为熔透焊缝时,定位焊缝处难以实现反面成形,所以应从反面进行定位焊。
厚板及重型焊接结构件的定位焊缝可以用CO2焊及低氢焊条电弧焊法等进行焊接。(https://www.xing528.com)
3.坡口形式
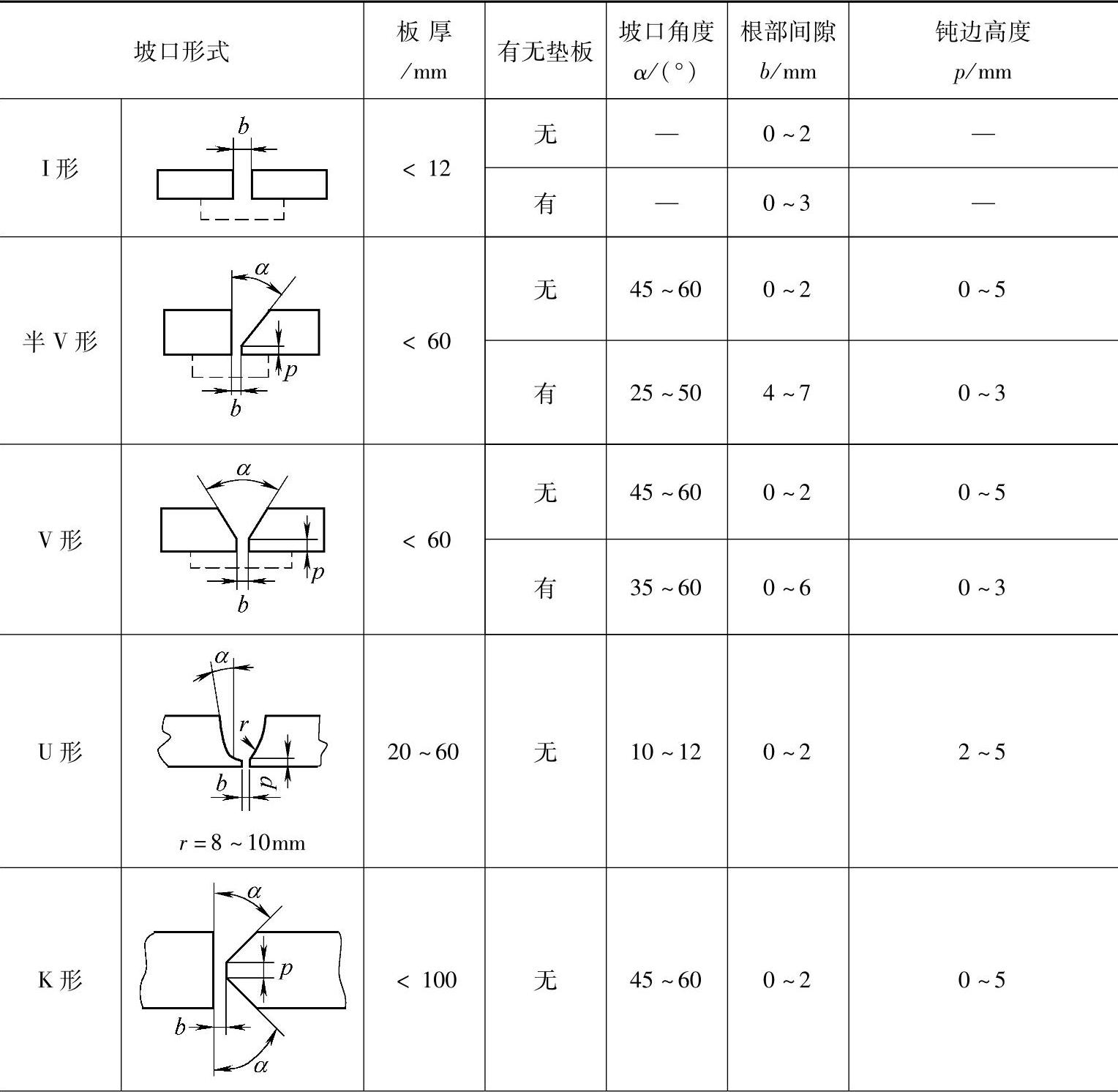
CO2焊时推荐使用的坡口形式见表5-24。板厚在12mm以下时,采用深熔CO2焊法,开I形坡口。厚度大于12mm的板材,可以开较小的坡口(<60°),但是坡口的角度过小易得到梨形焊缝,在焊缝中心可能产生裂纹。尤其在焊接厚板时,由于拘束应力大,则这种倾向很强,必须十分注意。
表5-24 CO2焊的坡口形式
(续)
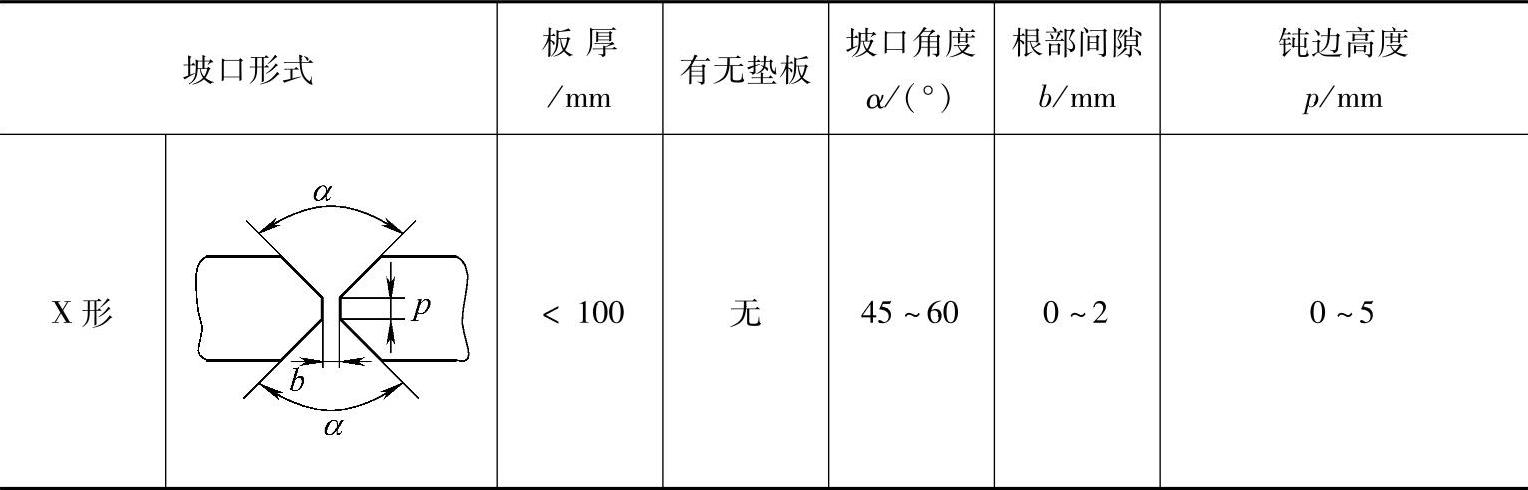
坡口形式随着板材厚度的增加,有I形坡口、半V形坡口、V形坡口、U形坡口到X形坡口形式可以依次选择。在同样的坡口形式下,有、无垫板的主要区别在于前者坡口角度略小,根部间隙略大,钝边略小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。