



在无保护气体条件下进行焊接时,由于空气中含有约4/5的N2和1/5的O2,它们与熔化的金属发生作用,结果使焊缝中含有较多的氮和氧形成气孔和夹渣,这不仅破坏了焊缝的致密性,而且也恶化了其力学性能。
1.氮对金属的作用
氮主要来源于电弧周围的空气。在焊接碳钢时,氮能溶解在铁液中,与铁形成稳定的氮化物。
氮在钢中的溶解是比较复杂的,尤其是在电弧焊时,由于电场和高温的作用,电弧气氛中不仅有气体分子和原子,还有受激状态的气体分子和原子以及离子。这往往使熔化的金属溶解更多的气体(超过正常的溶解度)。
氮分子在高温下发生如下分解,形成氮原子:
N2=2N-711.4kJ/mol (5-1)
如图5-4所示,氮与氢、氧一样,随着温度的提高解离度α也提高。氮与氢、氧相比,较难分解。氮在电弧高温下解离度很小,在4500K时只有1.31%,大部的关系(p=1atm,1atm=1.01×105Pa)分仍以分子状态存在。
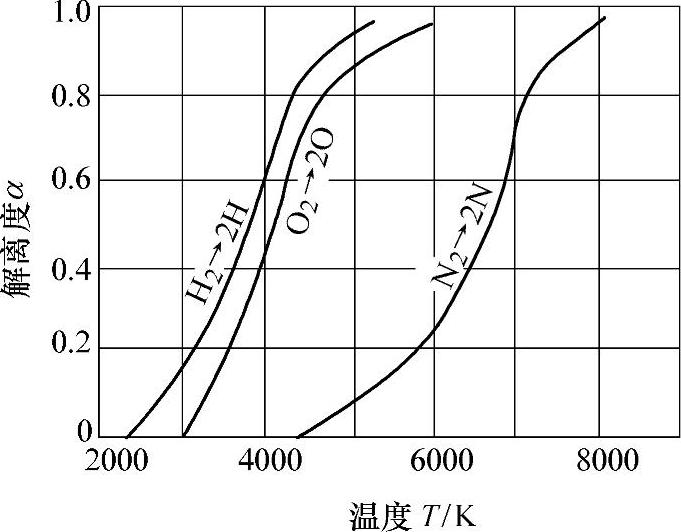
图5-4 简单气体的解离度α与温度
通常氮只能由分子分解为原子形态才能溶入铁及其合金中。氮在铁液中的溶解反应符合化学平衡法则,其溶解度为

式中 K1、K2——平衡常数,取决于温度;
pN、 ——分别为原子氮和分子氮的分压。
——分别为原子氮和分子氮的分压。
可见氮在铁中的溶解度与焊接区中氮的分压有关,氮的分压越大,则熔池中氮的溶解度也越高。这种关系只有在 小于某值时才能成立,而当
小于某值时才能成立,而当 大于该值时,熔池中的含氮量为一常数。
大于该值时,熔池中的含氮量为一常数。
氮在铁液和固态铁中的溶解度与温度的关系如图5-5所示。铁-氮相图如图5-6所示。当气相的氮为1atm(101.325kPa)时,在1600℃的情况下,铁液中氮的质量分数为0.045%。随着温度的升高,氮的溶解度略微提高,而当达到2400℃以后,溶解度急剧下降,至铁的沸点(2750℃)时可降为零,这是因为受到铁蒸气影响的结果。当温度降至1500℃时,随着液态铁的凝固,溶解度急剧减小,大约下降了70%。氮气力求从铁中析出,但此时还不能形成氮化物,在某种条件下可能引起氮气孔。
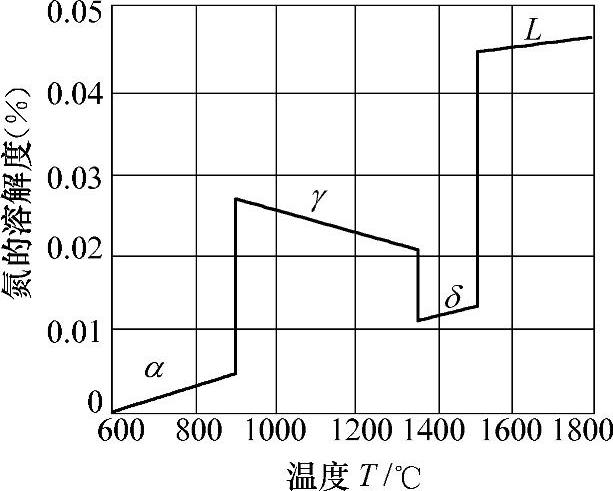
图5-5 纯铁中氮的溶解度
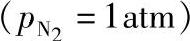
图5-6 Fe-N相图
从图5-6的Fe-N相图可见,在室温时只有0.001%~0.015%(质量分数)以下的氮可以存在于α-Fe中。在590℃时,α-Fe中可以含有质量分数为0.035%的氮。因而在缓慢冷却时,焊缝金属中的氮只有部分留在α-Fe中,而大部分氮将以氮化物Fe4N和Fe2N的形式沿晶界在固溶体中以针状析出。
在焊接条件下,焊接的冷却速度很快,则氮以过饱和的形式存在于固溶体中。这是一种不稳定的状态,在室温下长期保存,过饱和固溶体将分解,并从中析出Fe4N,即所谓时效。时效的结果将使焊缝金属的强度和硬度提高,而塑性和韧性急剧下降(见图5-7)。如果焊缝中w(N)小于0.01%时,对焊缝力学性能的影响就不明显了。
这里还应指出,在电弧焊的焊接条件下,氮在铁液中的溶解是十分复杂的。如电弧气氛中的氧化性、电流极性和焊丝的成分等都对氮的溶解度有较大的影响。
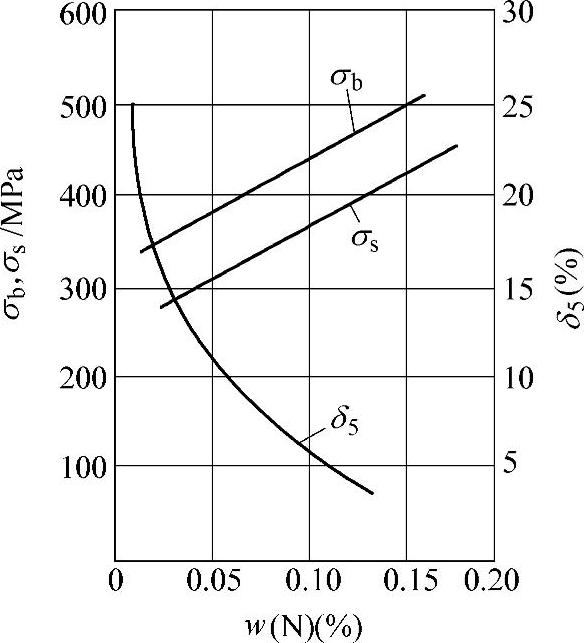
图5-7 氮对低碳钢力学性能的影响
总之,在焊接碳钢时,氮是有害的杂质。它不但能使焊缝产生气孔,而且还降低了焊缝的力学性能,所以一定要限制焊缝中氮的含量。控制氮的主要方法是防止氮进入焊接保护区。为了更有效地保护焊接区,可以通过焊丝向焊缝中添加一些合金元素,使之能与氮形成稳定的氮化物。固定氮的合金元素,根据其与氮的结合力(1600℃时)的强弱,按递减顺序如下:Zr、Ti、Ce、Al、Ta、B、V、Cr、Mo。它们能生成TiN、VN、AlN等稳定氮化物,以弥散状态分布,提高了焊缝的力学性能。同时也能减少产生气孔的倾向和时效脆化,但是添加合金元素过多,也将降低焊缝的韧性。
2.氧对金属的作用
焊接钢材时氧能有限地溶解在铁中,还能与铁反应生成氧化物。
在焊接区域内,氧在电弧的高温作用下将发生分解:
O2→2O-569kJ/mol (5-3)
从图5-2可见,氧分子比氮分子容易分解。当电弧温度为5000K时,其解离度可达到96.5%。可见,氧在电弧中主要是以原子状态存在的。(https://www.xing528.com)
氧在铁液中溶解的质量分数随着温度的增加而增加(见图5-8)。当铁液凝固后,由图5-8和Fe-O相图(见图5-9)可以看出,随着温度的降低,氧溶解的质量分数急剧减少。在1600℃的铁液中氧溶解的质量分数为0.23%,在凝固温度(1520℃左右)时达到了0.16%左右,在γ-Fe中溶解的质量分数降到了0.05%以下,室温时α-Fe中几乎不溶解(在0.001%以下)。
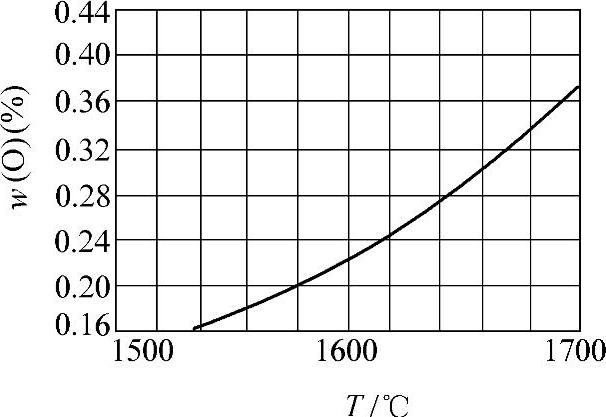
图5-8 氧在铁液中的溶解度
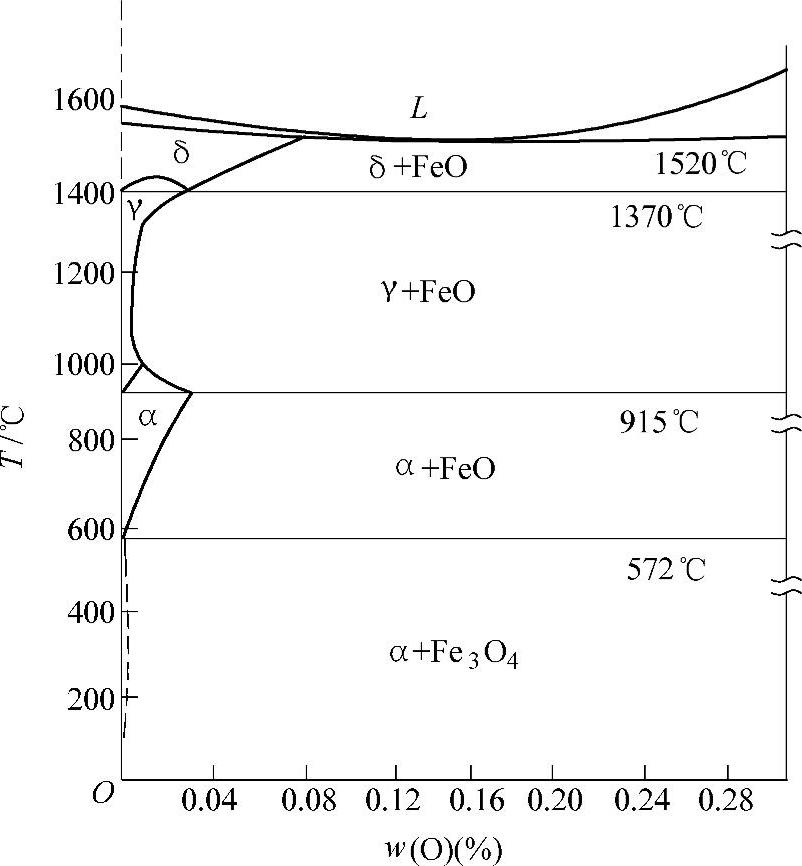
图5-9 铁-氧相图
高温时焊缝中超过固溶度限度的氧是以FeO的形式存在的。当温度低于572℃时,FeO本应分解为Fe3O4及α-Fe,但由于焊接条件下的冷却速度较快,FeO来不及分解,氧在焊缝中常常以FeO形式存在,也有少量的Fe3O4。这些夹杂物一部分漂浮在焊缝的表面,以熔渣的形式析出,还有一部分FeO,因为它的熔点低,常常沿晶界以夹杂物形式析出。熔渣浮在表面时很容易去除,对焊缝性能无影响。而分布在晶界上的FeO由于其强度低,使焊缝变得不坚固并且脆性增大(见图5-10)。因此,对于低碳钢焊缝金属,氧不仅降低焊缝的韧性,而且也降低其强度和塑性。所以这种焊缝不能承受较大的应力,更不宜在动载荷情况下使用。
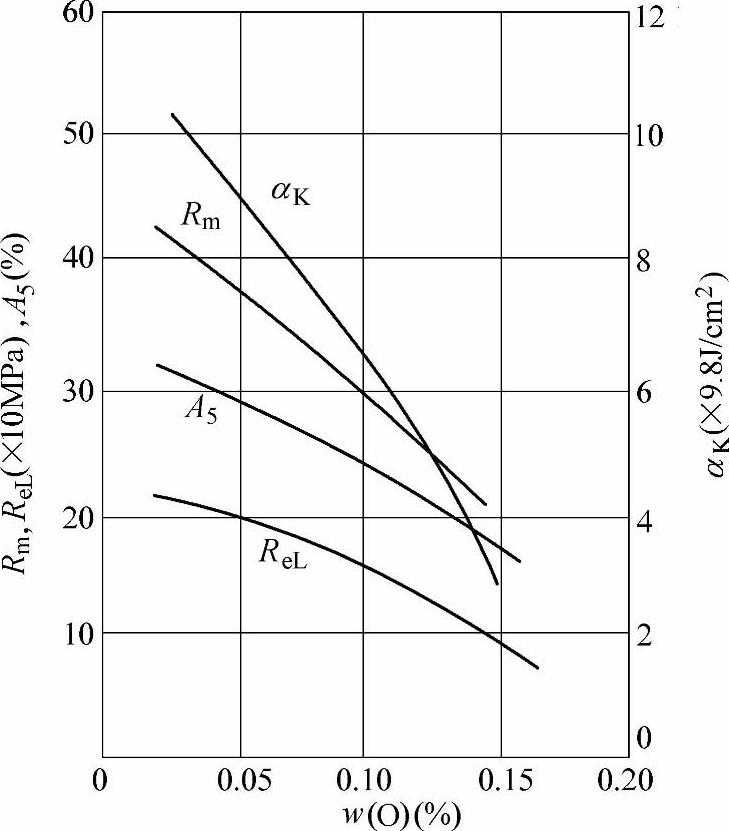
图5-10 氧对低碳钢力学性能的影响(氧主要以FeO形式存在)
在焊接过程中,为防止氧的有害作用,主要方法是利用冶金的方法进行脱氧,同时也必须提高焊接材料和被焊材料的纯度。
3.CO2气体的氧化性
CO2气体保护焊中,CO2气体是保护气体。CO2气体在电弧的高温作用下发生如下分解:

这个反应的平衡常数为

假设在室温下是纯CO2,它受热分解后产生的混合气体的总压力为一个大气压,即

由反应式(5-4)可知,一个CO2分子分解出一个CO分子和1/2个O2分子,所以

在这个近似计算中,没考虑氧的热分解。通过解式(5-5)、式(5-6)、式(5-7),可以计算出在不同温度下气体混合物的平衡成分,其结果如图5-11所示。可以看出,随着温度的升高,CO2的分解程度增加,在电弧温度下几乎完全分解。
三种成分中,CO气体在焊接条件下,不溶解于金属,也不与金属发生作用。但是CO2和O2却能与铁和其他合金元素发生化学反应,使金属烧损。
焊接区域中的温度是极不均匀的,所以在不同的位置会发生不同的冶金反应。
在电弧的高温区域中(在电弧空间和接近电弧的焊接熔池中)会发生成分与温度的关系(p=1atm=101.325kPa)如下反应:
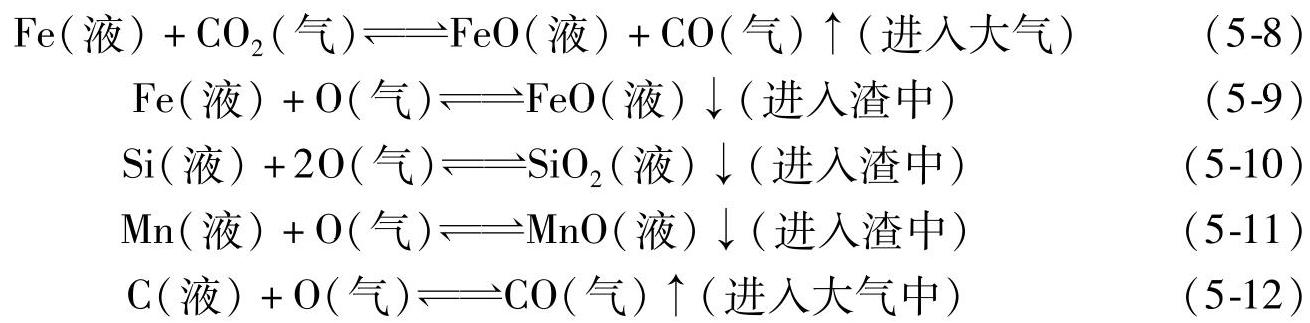
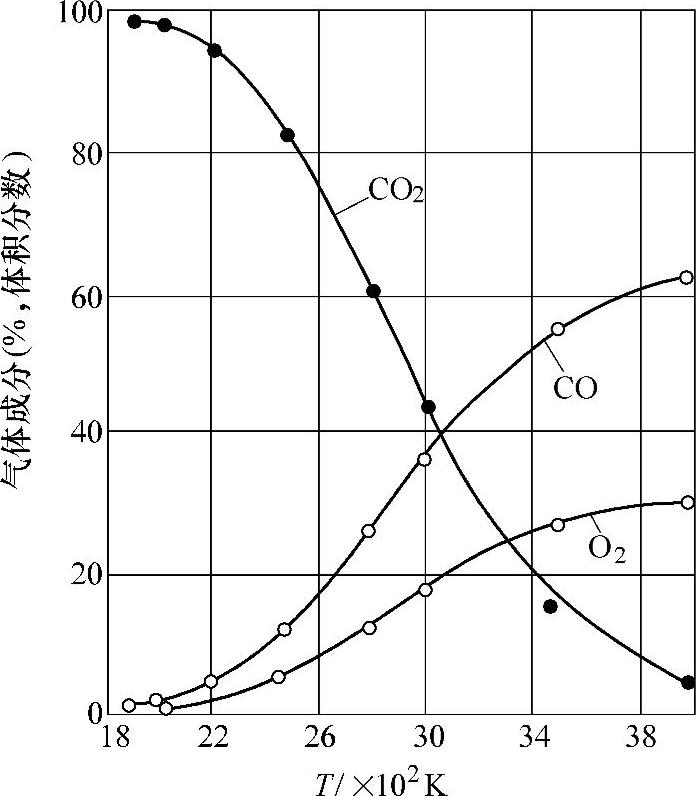
图5-11 CO2热分解时保护气体的平衡
在远离电弧的较低温度的熔池区域,合金元素将进一步被氧化,其反应方程式如下:

从上述可见,CO2及其在高温分解出的氧,都具有很强的氧化性。随着温度的提高,氧化性增强。当温度为3000K时,CO2保护气氛中将含有体积分数为20%左右的氧,这时保护气体的氧化性已超出了空气。
因此,CO2气体的保护作用主要表现在通过对空气的屏蔽作用来防止空气中氮的侵入。但是,CO2本身的氧化性仍然很强。氧化作用的结果,将生成液态熔渣和气体。为获得纯净而致密的焊缝金属,应尽量避免气体的生成,以免产生气孔,而希望生成容易分离出去的熔渣。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。