



选择脉冲TIG焊的焊接参数是根据焊件厚度、材料和焊接位置等条件进行的。选择焊接参数的基本出发点是在脉冲期间加热和熔化工件,在基值时间熔池冷却和凝固。可以看做是氩弧点焊时焊点的重叠。
下面以直流脉冲焊为例介绍脉冲TIG焊的焊接参数。
TIG焊的焊接参数主要有:脉冲电流(Ip)、脉冲时间(tp)、基值电流(Ib)、基值时间(tb)、脉冲频率(f)、脉幅比RA=Ip/Ib、脉宽比RW=tp/(tp+tb)和焊接速度(vw)。
本文以板厚为0.25~4mm范围的材料为例,介绍选择脉冲参数的原则。
1)脉冲电流Ip及脉冲时间tp由图4-41确定。根据板材厚度来选择脉冲能量(Ip×tp),Ip取决于材料种类,与板厚无关。首先根据材料种类选择Ip,然后根据板厚确定tp。例如,焊接不锈钢板时,最佳脉冲电流Ip为150A,当板厚为2mm时,通过连线与tp线相交于0.5处,表明tp为0.5s。又如当板厚较薄,为0.5mm不锈钢板时,Ip相同。脉冲时间tp减小为0.03s。
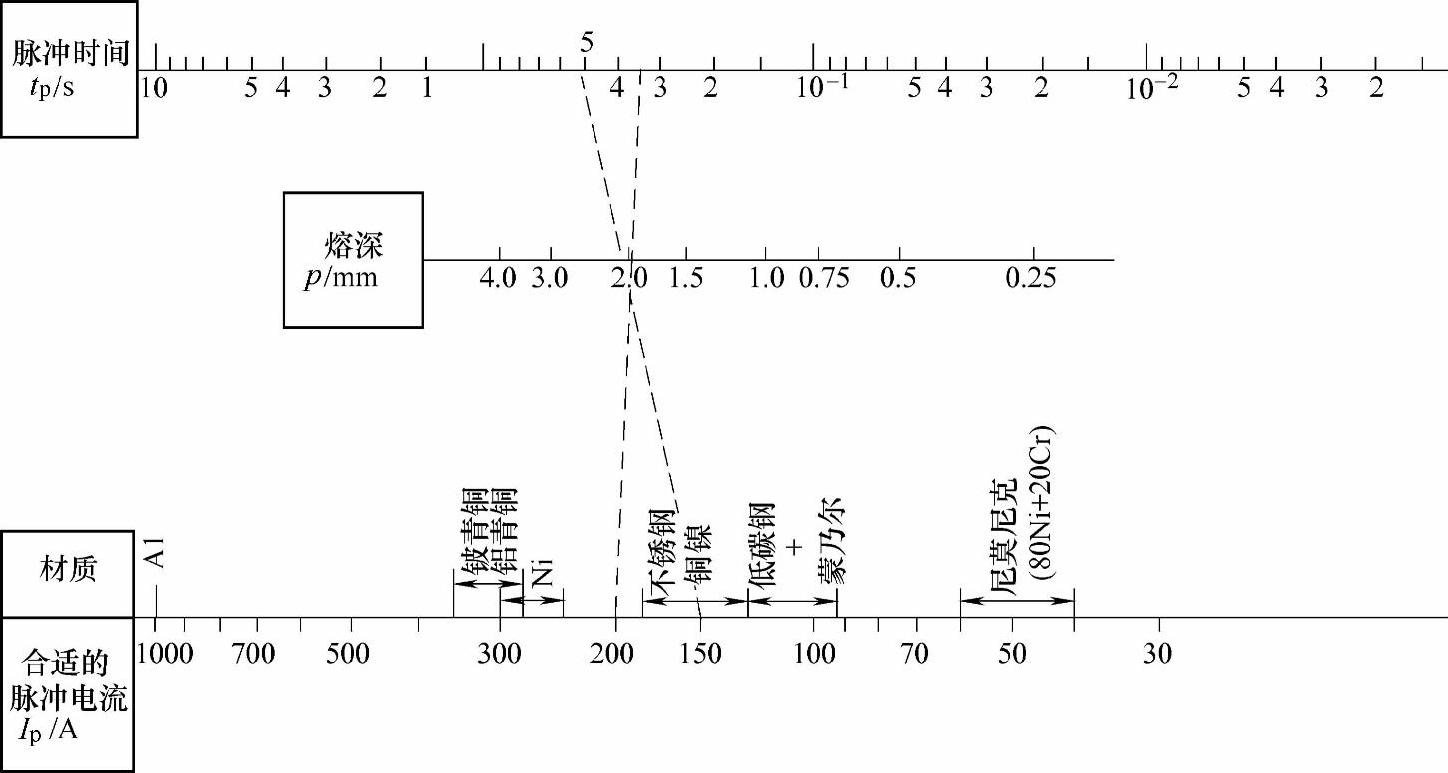
图4-41 各种材料及板厚的脉冲参数
为进一步说明图4-41所示的脉冲电流(Ip)、脉冲时间(tp)和板厚(即熔深p)的关系。下面将详细给出不锈钢的Ip、tp和p三者之间的关系,如图4-42所示。图中虚线表示脉冲能量(Ip×tp)=常数的等能量曲线,而实线为不同厚度(即熔深p)不锈钢板能完全熔透的实验曲线。可见该实验曲线与等能量曲线是不完全一致的。所以可以认为用等能量曲线只能近似说明这一关系。实际选择脉冲参数时还应该通过实验加以修正。例如,为了焊透2mm的不锈钢板,如果选取Ip=150A,则图4-42中给出的结果为tp=0.5s左右。这一结果与图4-41给出的近似。但是,当Ip=200A时,图4-42给出的实验值tp=0.3s,而图4-41给出的计算值却为tp=0.35s。
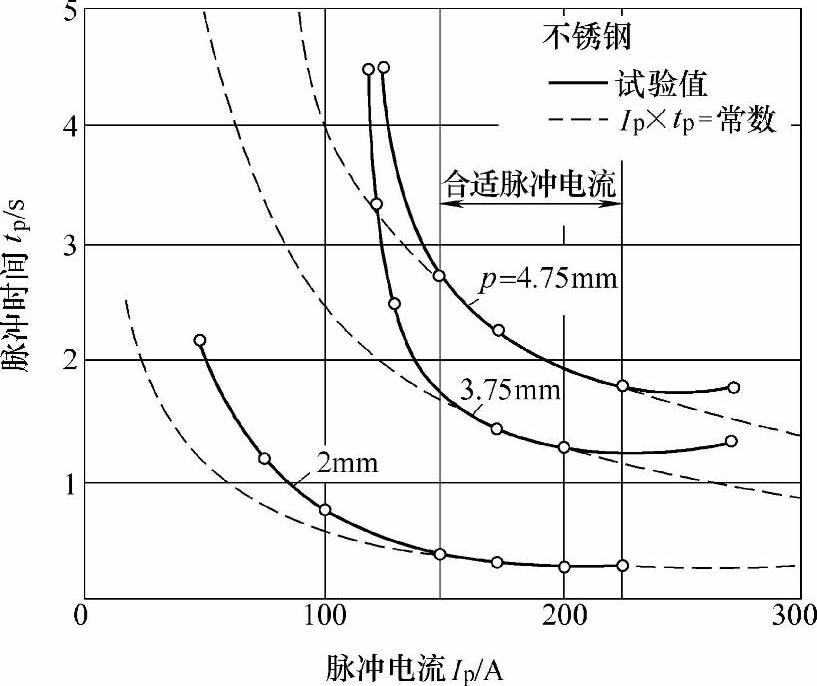
图4-42 不锈钢的最佳脉冲电流、脉冲时间与板厚(即熔深p)的关系
2)基值电流(Ib)一般为Ip的10%~20%,tb为tp的1~3倍,Ib的作用是维持电弧燃烧,tb的作用是使焊接熔池凝固1/2以上。
3)脉幅比(RA)和脉宽比(RW)是决定熔透深度和熔池成形的重要参数。显然RA和RW越大,则脉冲的效果越明显。
4)焊接速度和脉冲频率应保持严格的匹配关系,以满足焊点间距离的要求,其关系如下:
Lw=vw/2.16f (4-5)
式中 Lw——焊点间距(mm);(https://www.xing528.com)
vw——焊接速度(cm/min);
f——脉冲频率(Hz)。
为了获得连续致密的焊缝,要求焊点之间要有一定的重叠量(而Lw不能过大)。常用的频率可参照表4-20,一般低于10Hz。
表4-20 自动脉冲TIG焊常用脉冲频率范围

表4-21、表4-22、表4-23分别列出了不锈钢,钛合金及铝合金的参考焊接参数。
表4-21 不锈钢脉冲钨极氩弧焊参考焊接参数(DCEN)
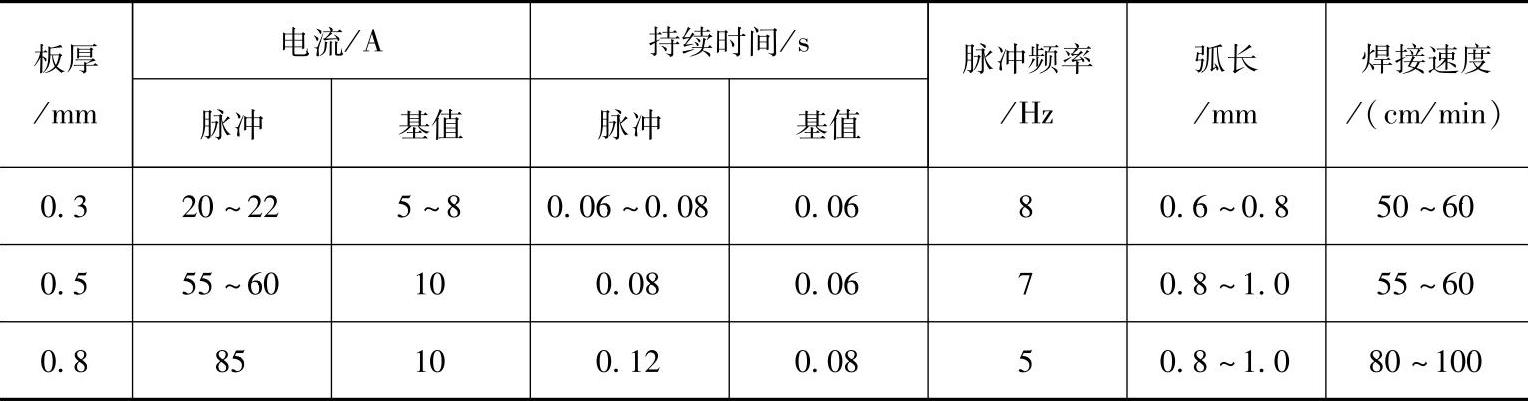
表4-22 钛及钛合金的钨极脉冲自动氩弧焊参考焊接参数
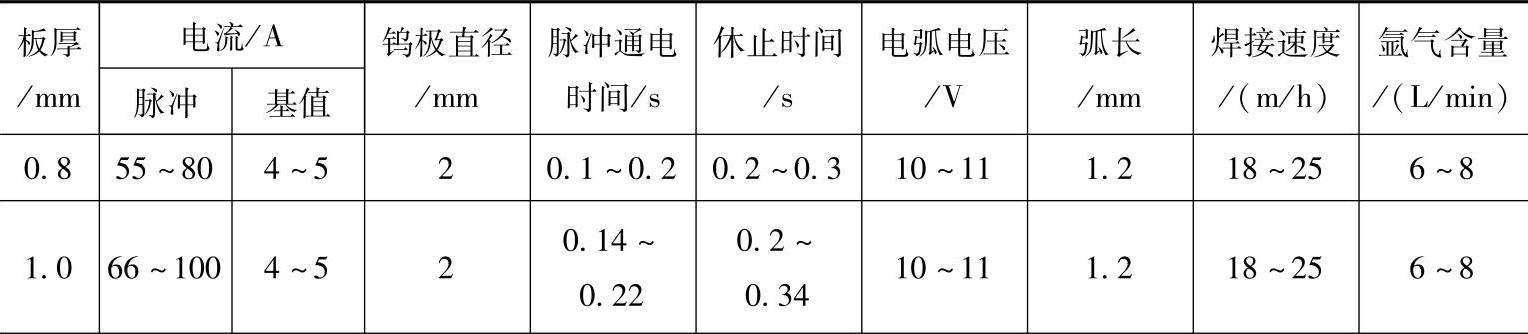
(续)
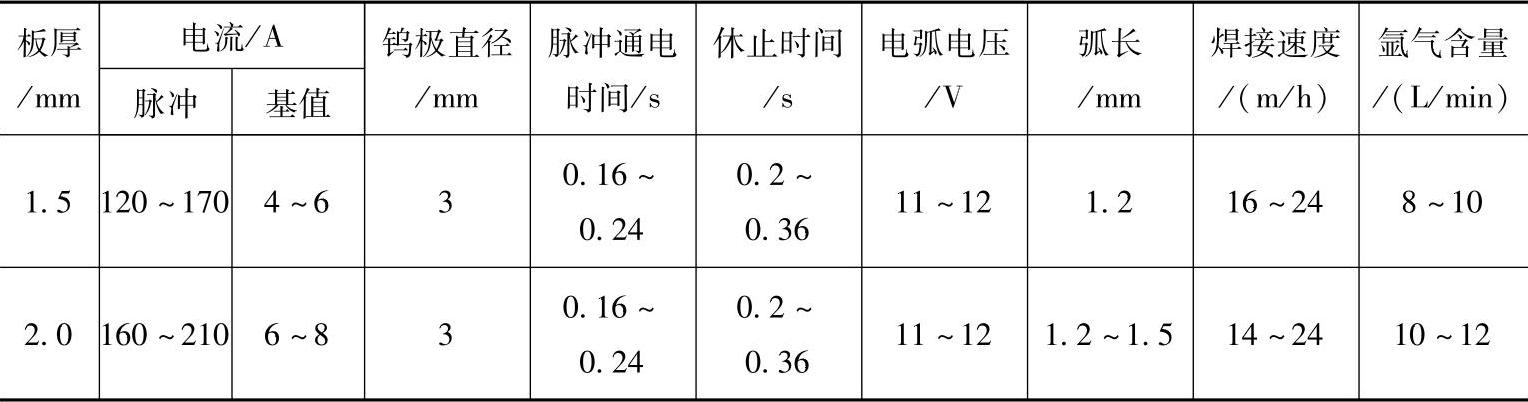
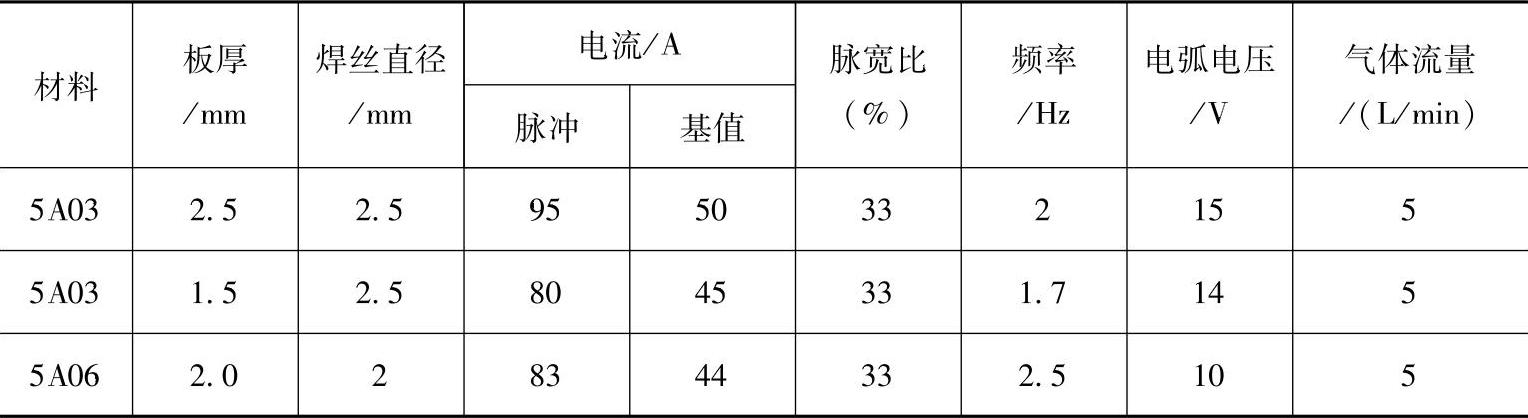
表4-23 5A03、5A06铝合金钨极脉冲氩弧焊参考焊接参数(交流)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。