



脉冲TIG焊是焊接电源从低的基值电流到高的峰值电流周期变化的TIG焊法,如图4-35所示。脉冲TIG焊中关于电流的参数有如下几项:脉冲电流峰值Ip(通常称作脉冲电流)、脉冲电流基值Ib(称作基值电流)、脉冲电流时间tp(称作峰值时间)、基值电流时间tb(称作基值时间)、脉冲电流频率f(称作脉冲频率)、脉冲周期T。
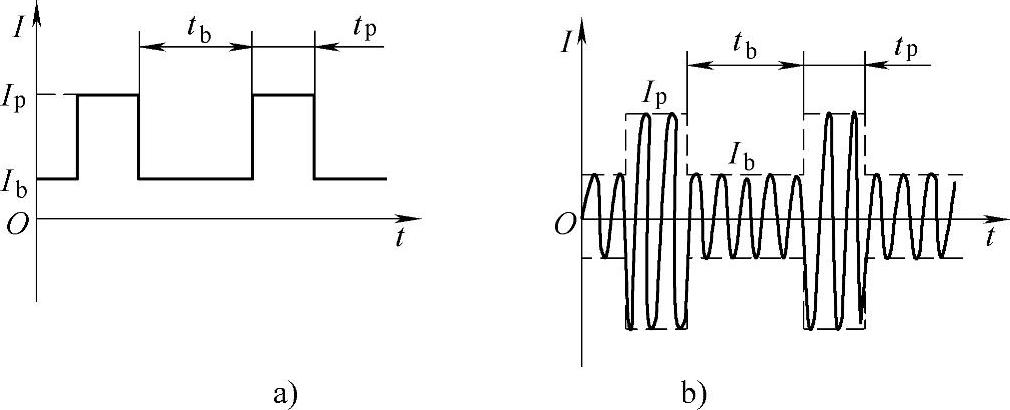
图4-35 脉冲TIG焊电流波形
a)直流脉冲 b)交流脉冲
Ip—脉冲电流 tp—脉冲电流时间 Ib—基值电流 tb—基值电流时间
按照脉冲频率高低可分成以下两种:
1)低频脉冲TIG焊,其频率范围为0.5~10Hz。
2)高频脉冲TIG焊,其频率范围为10k~30kHz。
从频率范围看,从10Hz~10kHz范围内,很少应用。主要原因是电弧的闪烁和噪声,刺激视觉和听觉。
1.低频脉冲TIG焊
脉冲频率为0.5~10Hz的低频电流脉冲。它的主要特点是利用脉冲式热输入的方式形成焊缝。也就是一个脉冲形成一个熔池。每次电流脉冲,都能瞬时地集中把大量的能量传递给母材,形成一个熔池。当脉冲结束后,进入基值电流阶段,焊接电流降为基值电流,虽然电弧仍然继续燃烧,但电弧能量已经大为减少,因此熔池开始冷凝和收缩。当下一个脉冲到来时,将在未完全凝固的熔池上再形成一个新的熔池。如此重复进行下去,就由许多焊点互相连续搭接而成为焊缝,如图4-36所示。
低频脉冲TIG焊的工艺特点有如下几点:
1)电弧热输入低。对于同等厚度的工件,可以采用较小的平均电流进行焊接,获得较低的电弧热输入,因此利用低频脉冲焊可以焊接薄板或超薄件。
2)便于精确控制焊缝成形。通过脉冲规范参数的调节,可精确控制电弧能量及分布,降低焊件热积累的影响,易于获得均匀的熔深和焊缝根部均匀熔透,可以用于中厚板开坡口多层焊的第一道打底焊。能够控制熔池尺寸使熔化金属在任何位置均不致于因重力而流淌,很好地实现全位置焊和单面焊双面成形。
低频脉冲中通常没有电弧磁偏吹问题,斑点不出现飘移,熔深有一定程度的增加,熔宽也合适,焊缝形状良好。
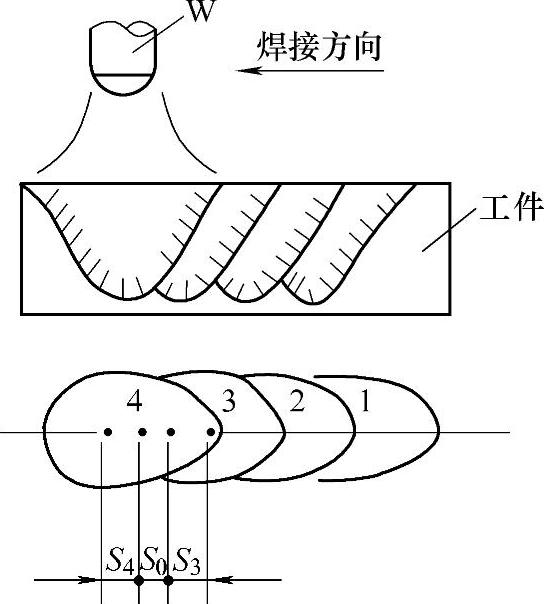
图4-36 PMIG焊的焊缝形成过程
S3—形成第三焊点时,脉冲电流作用的区间 S4—形成第四焊点时,脉冲电流作用的区间, S0—基值电流作用的区间
3)适合于难焊金属的焊接。脉冲电流产生更高的电弧温度和电弧力,使难熔金属迅速形成熔池。过程中由于存在电流基值时间,熔池金属凝固速度快,高温停留时间短,且脉冲电流对熔池有强烈的搅拌作用,所以焊缝金属组织致密,树枝状晶体不明显,可减少热敏感材料焊接裂纹的产生。
脉冲电流的各项参数在焊接中起不同的作用。通常对基值电流Ib的选取以保证维持电弧稳定燃烧即可(此时也称作“维弧电流”)。决定电弧能量和电弧力的参数是峰值电流Ip、峰值时间tp和脉冲频率f。根据焊件厚度、材料及所设定的焊接速度、接头形式等,采取配合调整的办法选取上述参数。
2.高频脉冲TIG焊(https://www.xing528.com)
脉冲频率为10k~30kHz的高频电流能够产生压缩的和挺直性好的电弧,压缩电弧提供了集中的热源,电弧压力标志了电弧刚性的大小。如图4-37所示,随着电流频率的提高,电弧压力也增大,当电流频率达到10kHz时,电弧压力稳定,大约为稳态直流电弧压力的4倍。电流频率再增加,电弧压力略有增大。随着电流频率的增加,由于电磁收缩作用和电弧形态产生的保护气流使电弧压缩而增大压力。高频电弧的主要特点如下:
(1)超薄板的焊接 高频脉冲电弧在10A以下小电流区域仍然非常稳定,如图4-38所示为高频电弧与普通直流电弧形态的对比。当电极出现烧损时,电弧并不出现明显的偏烧。利用这些特点进行0.5mm以下超薄板的焊接,特别是对不锈钢超薄件的焊接,焊缝成形均匀美观。
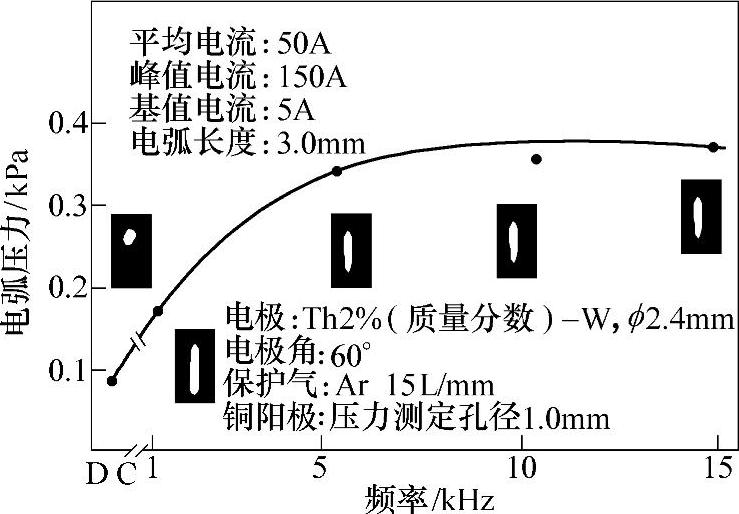
图4-37 高频电弧形态及电弧压力的频率特性
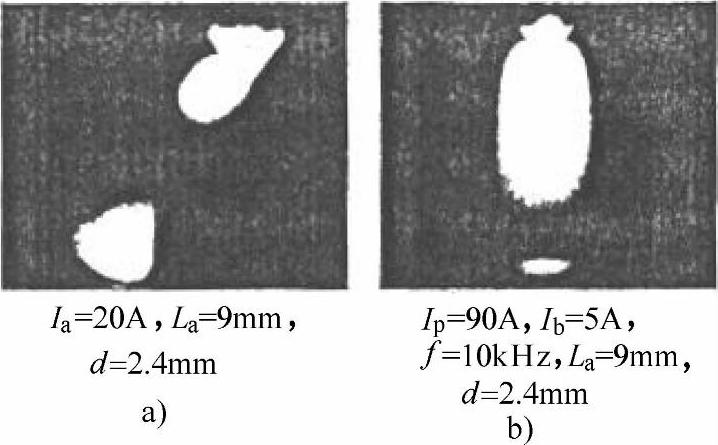
图4-38 小电流电弧比较
a)直流TIG电弧 b)高频TIG电弧
(2)高速焊接 高频电弧在高速移动下仍然有良好的挺直度,如图4-39所示。在焊管作业中,焊接速度可以达2m/min,与普通直流电弧相比,提高焊接速度一倍以上。在其他焊件焊接中,焊接速度也高于普通TIG焊。
(3)坡口内焊接能够得到可靠的熔合 添加焊丝情况下,在坡口内分别利用高频脉冲焊和直流焊进行堆焊,结果有很大差别。
直流焊接时,如果焊丝填充量过多,熔池与坡口侧面的熔合状况恶化,焊道凸起,并偏向一侧。形成这样的焊道后,在进行下一层焊接时,焊道两端的熔化不能充分进行,将产生熔合不良。
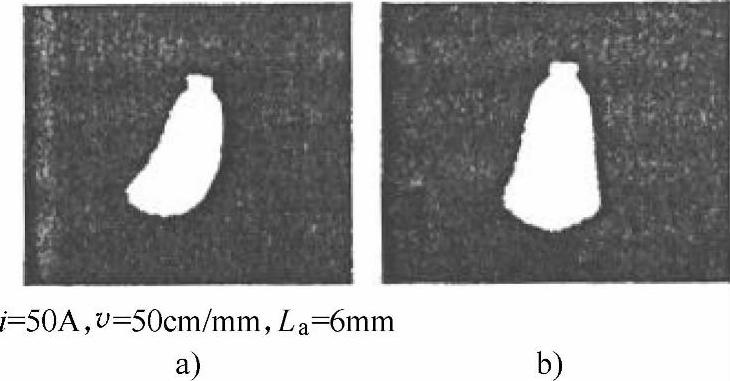
图4-39 高速焊时电弧形态比较
a)普通TIG电弧 b)高频TIG电弧(f=10kHz)
高频脉冲所形成的焊道,在焊丝填充量很多时仍呈现凹形表面,对下一层的焊接没有不良影响。利用这个特点,对外径30mm、壁厚6mm的管子进行焊接(管子转动),以前需要焊4层的焊缝,这时只用2层即可完成,焊接效率可以提高。
另外,高频脉冲焊对熔池产生超声振动,有利于熔池清理和热量集中,从而提高了电弧挺度,改善了熔池流动性和焊缝质量,也能提高焊接速度。
(4)焊缝组织性能良好 高频电流对焊接熔池金属有更强的电磁搅拌作用,有利于细化金属晶粒,提高焊缝力学性能。
高频TIG焊电源是在焊接主回路中串联大功率晶体管组,工作在高频开关状态或高频模拟状态,输出高频电流。近年来随着大功率IGBT元件的出现,其在焊接电源中的使用更具优势。
低频TIG焊和高频TIG焊在焊接工艺上各具优点。如果把这两种脉冲形式结合起来,便可以同时获得两者的优点。如图4-39所示,在低频脉冲的基础上改变高频脉冲宽度,也就是高频脉冲宽度大的脉冲串组成低频的脉冲电流(平均电流较高),而高频脉冲宽度小的脉冲串组成低频的基值电流(平均电流较小),如图4-40所示,这样一来,按照低频来调制高频的方法输出的电流可同时实现对焊接电弧和焊接熔池的综合控制,并能获得优良的焊缝成形。
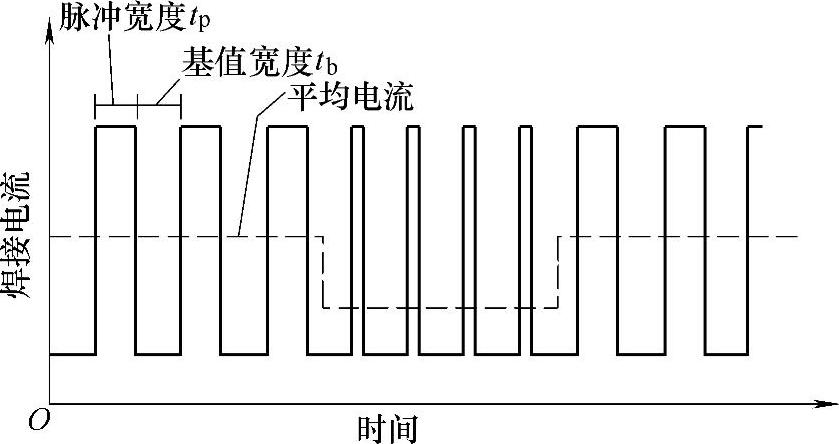
图4-40 变化高频脉冲宽度的低频焊波形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。