



TIG焊使用钨极作为一个电极,所以选择保护气体时首先应能保证该气体不应在电弧高温下与钨发生不良反应;其次还要考虑到母材的材质。因此,TIG焊可能选择的保护气体是有限的。前面已介绍了TIG焊可以选用惰性气体,主要是选择氩气(Ar)作为保护气体,还可以选择氦(He)和氩与氦的混合气体作为保护气体进行焊接。下面介绍后两种气体介质的焊接特点。
1.氦气(He)
1)从表4-1中可知,氦的电离电位很高,故焊接时引弧很困难,引弧特性差。
2)氦的热导率大,差不多是氩气的8.8倍,所以弧柱向外散失的热量多,在相同的焊接电流和弧长条件下,氦弧的电压比氩弧电压要高得多,如图4-2所示,使得电弧有较大的功率,传递给焊件的热量也多。同时由于氦气冷却效果好,电弧能量大,弧柱细而集中,一方面可以使焊件有较大的熔透深度,另一方面可以采用DCEN极性焊铝,这时铝焊件为正极,仍能靠高温的氦电弧清除氧化膜。
3)氦气的密度小,只是空气的0.14倍、氩气的0.1倍,故要有效地保护焊接区域,其流量要比氩气大得多。
4)氦气在我国地壳内的含量极为稀少,因此价格远远高于氩气,所以用得极为稀少。只在某些特殊场合下才会使用,如焊接核反应堆的冷却棒、大厚度的铝合金等。氦弧焊几乎可以焊接所有的金属材料。
2.混合气体(https://www.xing528.com)
在单一成分气体的基础上,通过实践发现,加入一定比例的某些气体可以改变电弧的形态,提高电弧的能量,改善焊缝的成形及力学性能,提高焊接生产率,减少飞溅。为此,在以氩气为主的基础上加入少量的其他气体组成了混合气体保护焊。目前用得较多的混合气体有如下几种配比:
(1)Ar+He 这两种惰性气体的比例为Ar+He(50%~70%,体积分数)。它的特点是电弧燃烧非常稳定,具有较高的电弧温度,焊件可以获得较多的热量,熔深大,焊接速度几乎为氩弧焊的两倍。
(2)Ar+H2 利用氢气具有较大的热导率及还原性的特性,可以提高电弧温度,增强焊件的输入热量,同时焊接镍及其合金时,可以消除和抑制焊缝中的CO气孔。一般加入H2的体积分数为5%左右。表4-8列出了常用的保护气体成分与特性。
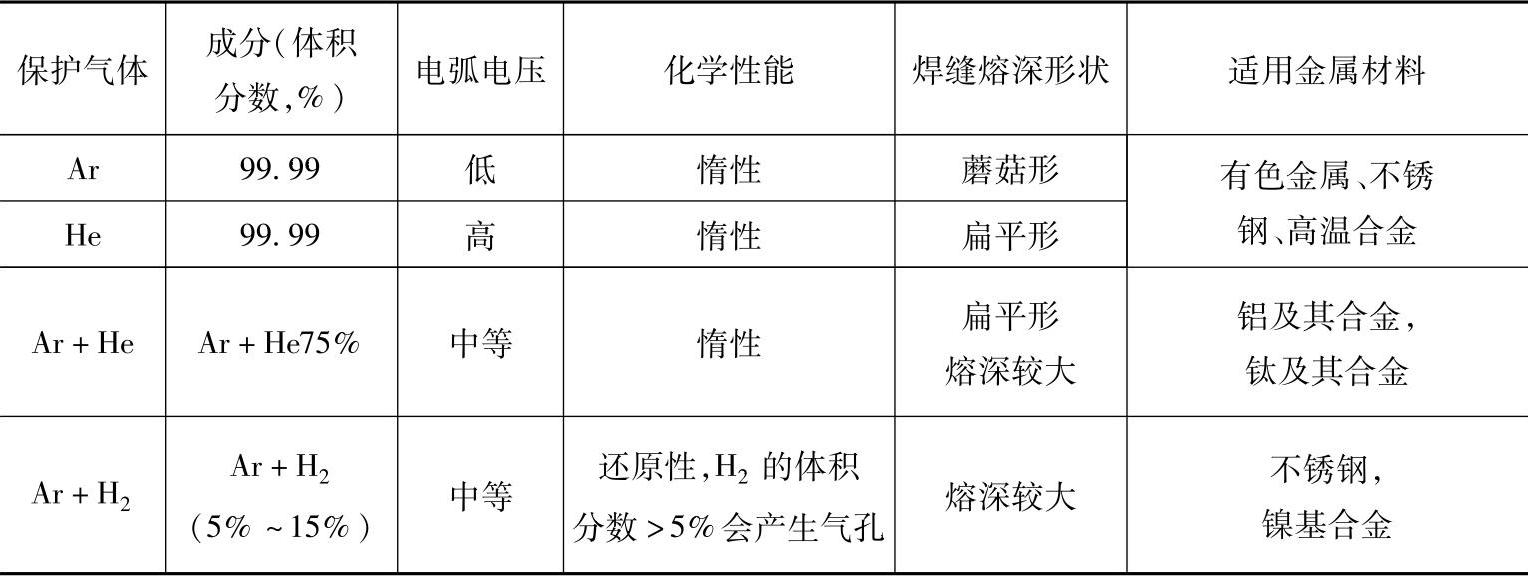
表4-8 常用保护气体的成分与特性
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。