



1.氩气中电弧燃烧的特点
气体的性质是由气体的原子结构决定的。气体电离的难易可用其电离势来表示,电离势高的气体表示这种气体难电离,意味着导电困难;电离势低的气体则表示这种气体容易电离和导电。气体的电离势以电子伏特或伏特表示。不同金属及气体的电离势见表4-1。
表4-1 一些金属及气体的电离势

氩气的电离势为15.7V,比一般金属的电离势高,与其他气体相比也比较高,可见氩气是很难电离的,这意味着氩气中的电弧不易引燃。
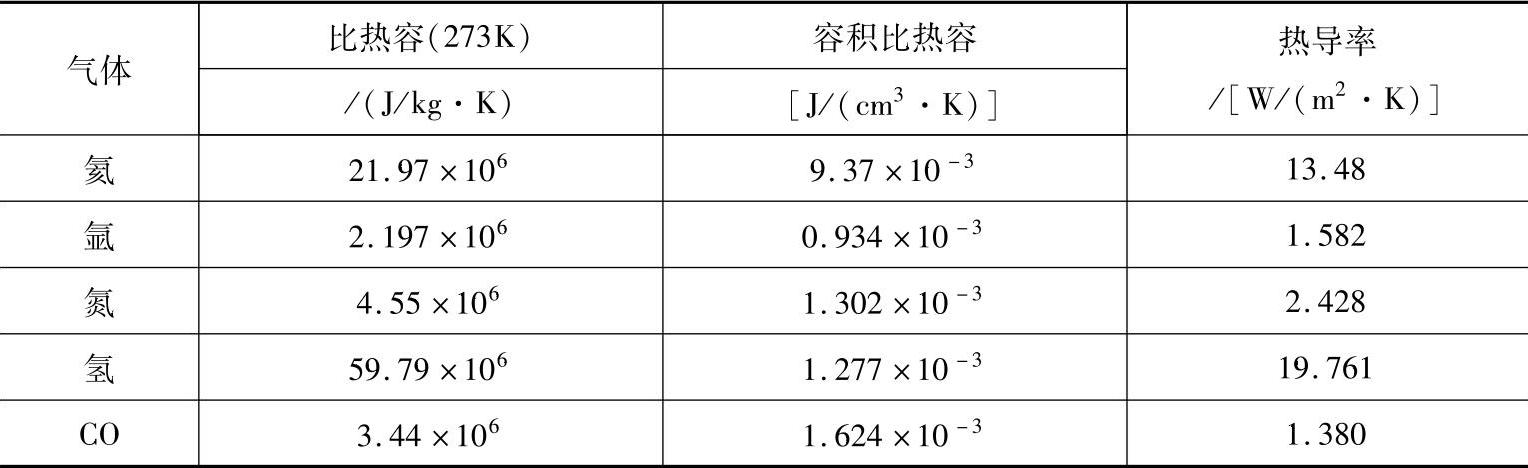
氩气还有另外一个特点,它的比热容及热导率较小,也就是氩气的散热能力较差。氩为单原子气体,温度升高后可以直接电离为电子和正离子,而不像其他双原子或多原子气体具有高温分解作用,其对电弧的冷却作用差,同时它与He、H相比,原子体积大,在高温下的运动和扩散速度比较慢,从而它的散热能力差,比热容及热导率都很小,见表4-2。
表4-2 几种气体的热物理性能对比
这样,氩气容易使弧柱保持较高的温度,维持电弧燃烧不需要很高的电场强度。这一点对稳弧是有利的,在所有气体中氩气的稳弧性最好。
氩弧焊时,焊接电弧即使在低电压、小电流时也十分稳定,一般电弧电压数值只有8~15V。图4-2所示为氩及氦保护气体中电弧的静特性曲线。可见氦气将显著增加电弧电压数值,同时使电弧收缩,电弧能量密度增大,氦气电弧的产热量要大于氩气中电弧的产热量,氦气保护更适合于大厚度、高导热性材料、热敏感材料的焊接。用氦气保护时,铝合金可以采用直流正接进行焊接。
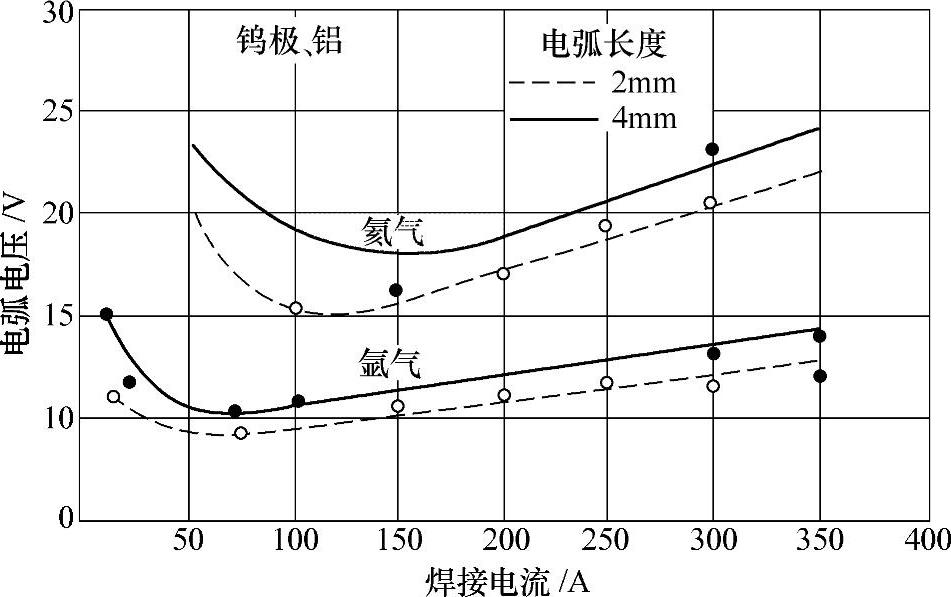
图4-2 氩气与氦气的电弧静特性
在氩和氦中加氢能提高电弧电压数值及电弧的能量密度,但氢对许多金属及合金会产生有害作用,因此实际生产中只能有限地用于不锈钢及镍基合金的薄件焊接。
不同金属钨极氩弧焊时,电弧电压的数值是不一样的。导热性好的铜、铝合金与导热性差的不锈钢相比,铜、铝合金电弧电压的数值较高。当焊接电流较大时,如大于100A电流,这种差别将减小。(https://www.xing528.com)
从上述分析可以看出,电弧在氩气中燃烧有以下两个特点:
1)由于氩气的电离势很高,开始引燃电弧时钨极处于冷的状态,钨的逸出功较高,又不允许钨极与焊件接触,以免烧损钨极与焊件,所以钨极氩弧焊的引弧是很困难的,必须采取特殊的引弧措施。
2)电弧一旦引燃后,直流电弧在氩气中可以稳定燃烧。由于氩气的导热性差,稳弧条件好,氩气中电弧的电场强度低,因此电弧电压的数值也比其他焊接方法的低。
2.TIG焊的优缺点
根据上述分析可知TIG焊的优缺点如下:
1)惰性气体有较好的保护作用,它本身既不与金属发生任何化学反应,也不溶解于高温液体金属中,使得焊接过程熔池的冶金反应简单,容易控制。对于一般易氧化、氮化的活泼金属、高熔点的黑色金属都能进行焊接,应用范围很广。
2)焊接电流在10~500A范围内电弧都很稳定,电弧电压仅为8~15V。填充金属是通过电弧间接加热,因而对热输入量的调节很容易,可以进行薄板全位置焊接以及精密焊接等,TIG焊也是进行单面焊双面成形的理想方法,所以在多层焊时往往用来作为打底焊。
3)由于填充焊丝不通过焊接电流,不存在熔滴过渡问题,焊接过程中没有飞溅,焊缝成形美观。
4)氩气在焊接过程中仅仅起单纯的保护隔离作用,因此对焊件表面的状态要求较高。焊件在焊前要进行表面清洗,包括脱脂、除锈、去灰尘等。
5)钨极承载电流的能力有限,过大的电流会引起钨极的熔化和蒸发,其微粒有可能进入熔池而出现夹钨,所以TIG焊的焊接电流会受到钨极的限制,故焊接速度较小,生产率较低。
6)TIG焊采用的氩气纯度较高,通常要求达到99.8%(体积分数)以上,且氩弧焊机结构较复杂,因此TIG焊成本较高。
7)氩弧受周围气流影响较大,不适宜在室外和有风处进行操作。
TIG焊几乎可用于所有金属和合金的焊接,但由于其成本较高,通常多用于铝、镁、钛、铜等有色金属以及不锈钢、耐热钢等的焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。