



焊接缺陷有多种,如内部缺陷和外部缺陷、微观组织缺陷和宏观缺陷等,气孔、夹渣、裂纹等缺陷除与焊接参数和工艺有关外,更主要的是受到焊缝冶金因素和焊接热循环的影响,相对比较复杂。在此仅仅探讨焊缝成形方面所表现出的明显缺陷。
图3-89所示为电弧沿厚板表面行走时板的熔化状态。在图3-89中的A区,由于热源移动速度较大,而电流值相对较小,热输入不足,母材几乎不产生熔化。在B区和C区,母材都出现了连续性熔化。但对于高速、大电流下的C区,焊道形状不规则,尽管热输入很充分,却得不到正常的焊道,即焊道上出现这样或那样的缺陷。对于电弧焊而言,虽然增大电流可以提高焊接生产率,但更多的情况下,由于会形成不规则焊道而使得可用的焊接条件范围被限定在图3-89B区所示的区域中。

图3-89 厚板对接不规则焊道的产生

图3-90 薄板对接不规则焊道的产生
图3-90所示为薄板对接焊焊道的形成状况。在A区由于热输入小,不能保证背面熔合;而在C区,由于热输入大使得熔化宽度过大,熔池烧穿,亦不能形成稳定的焊接。只在焊接电流与焊接速度合理搭配的B区时才能得到正常焊接。但在大电流、高速焊时却又会产生咬边。
不规则焊道是带有成形缺陷的焊道,以下介绍有代表性的焊接缺陷。
(1)未焊透和未熔合 单面焊接时,接头根部未完全焊透的现象叫做未焊透,如图3-91a、b所示。熔焊时,焊道与母材之间或焊道与焊道之间未完全熔化和结合的部分称做未熔合,如图3-91c所示。对图3-91d所示情况,正反面焊道虽然在中部熔合到一起,但相互熔合搭接量低,焊缝强度仍然受到影响,称做熔合不良。
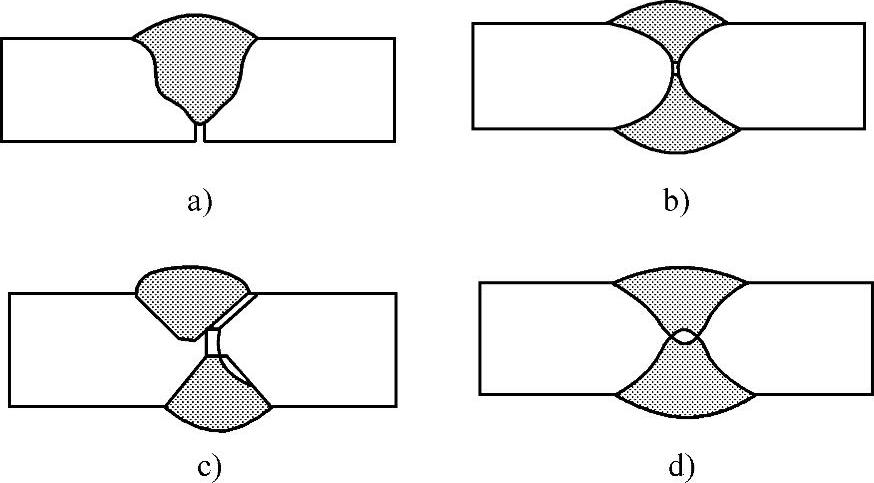
图3-91 未焊透和未熔合缺陷
a)、b)未焊透 c)未熔合 d)熔合不良
未焊透、未熔合有相同的产生原因,主要是焊接电流小、焊接速度过高,或者是坡口尺寸不合适,以及电弧中心线偏离焊缝、电弧产生偏吹等,细丝短路过渡CO2焊接,由于焊件热输入少,容易产生这种缺陷。薄板焊接中,如果夹具对焊件背面的散热程度大,也会出现未焊透和未熔合,或背面一部分焊透、一部分未焊透的成形不均现象。
(2)烧穿 焊接过程中熔化金属自坡口背面流出形成穿孔的现象叫做烧穿。焊接电流过大、焊接速度过小都可能出现这种缺陷。在焊接厚板时,熔池过大,熔化金属对固态金属的表面张力不足以承受熔池重力和电弧力的作用,从而形成熔池脱落。在焊接薄板时,如果电弧力过于集中,或者对接间隙过大也会出现烧穿。
烧穿属于严重的焊接缺陷,等同于对焊件形成了切割。
(3)咬边与驼峰 随着生产的发展,大量的薄板制品如集装箱、高速火车车箱和汽车外蒙皮的焊接工作不断出现。为提高这些产品的生产率和减小变形,往往希望采用高速焊。可是高速焊时,伴随着使用大焊接电流,极易产生咬边焊缝,甚至驼峰焊缝,如图3-92和图3-93所示。产生咬边的原因众说纷纭。北京工业大学经多年的研究,认为产生咬边的根本原因是两个方面:首先与材料成分有关,我国目前使用的碳钢材料中的表面活化元素S的质量分数大多为0.02%~0.04%。试验表明,这种材料的表面张力系数大多为正表面张力系数,也就是随着温度提高,表面张力系数也提高。对于焊接熔池来说,熔池中心的温度高于其边缘(焊趾处),所以容易产生从熔池边缘向熔池中心方向的液体金属流动;其次,在大焊接电流高速焊时,极易引起熔池温度的不均匀,即靠近熔池边缘处温度较低,而在熔池中部温度较高,这一温度差成为驱动液态金属流动的动力。(https://www.xing528.com)
由此可见,产生咬边必须具备上述两个条件。反之,如果采取一些措施,能使其不具备这些条件将能防止咬边,如采用新型微合金钢,其中w(S)为10-5数量级时,不易产生咬边。还可以使用新型热源或新焊接方法,如用尖角磁场压缩电弧,使之成为椭圆形电弧或用双丝电弧(tandem法)等改变热源的分布特点,尽量减小熔池的温度差等方法,均可以适当提高焊接速度。

图3-92 焊缝咬边缺陷的形成
a)高电流、高焊速 b)咬边焊缝

图3-93 驼峰焊道的形貌
a)驼峰焊道 b)Ⅰ-Ⅰ断面 c)Ⅱ-Ⅱ断面
在高速焊时可产生咬边,如果进一步提高焊接速度将进一步使咬边加剧,严重时液态熔池金属可成为一个圆柱形的细条,甚至由于圆柱形细条因其长径比较大,可以引起液柱失稳,而形成距离大致相等的多个焊瘤,如图3-93所示,这种缺陷就是驼峰焊道。
以上介绍了电弧焊中常见的焊接缺陷及其形成原因,此外还可能出现其他形式的成形缺陷,比如图3-94a所示的表面波纹不均匀,图3-94b所示的熔化宽度不均匀,图3-94c所示的蛇形焊道,图3-94d所示的表面缩孔等。大焊接电流MIG焊当电弧阴极斑点的清理作用消失、阴极斑点进入熔池内部时,电弧力集中到熔池底部,对熔池金属有激烈的搅动作用,将出现类似大象皮肤的不良焊缝,称做起皱焊缝。
要想抑制上述成形缺陷的产生,可以采取多种方法,比如使电弧作用区分散开来、减小电弧力、采用粗径焊丝、给焊丝一个前倾角使电弧吹向后方、采用下坡焊等措施,埋弧焊有合适的焊剂层厚度、合适的焊丝伸出长度,二氧化碳焊中采用小焊接电流区下的短路过渡方式、在大焊接电流区采用潜弧方式焊接,以及增加气体保护效果、稳定熔滴过渡等。
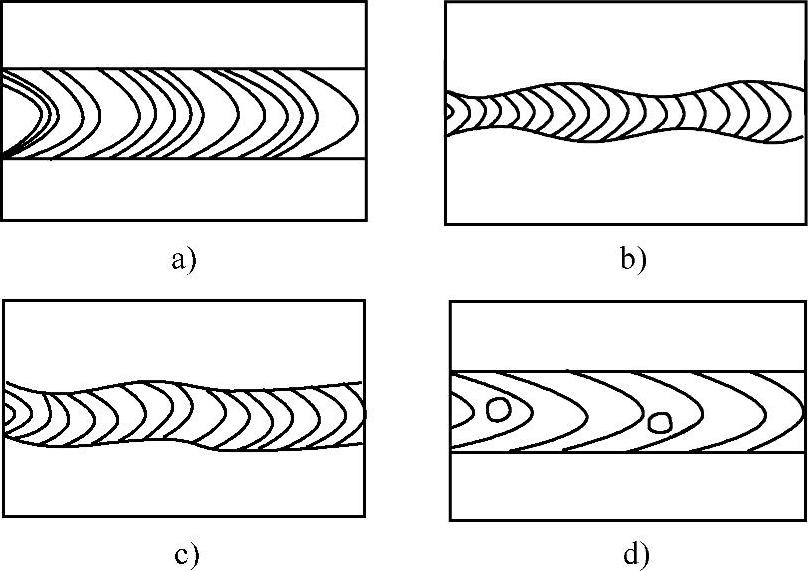
图3-94 焊缝成形缺陷的其他表现形式
a)表面波纹不均 b)焊道宽度不均
c)蛇形焊道 d)表面缩孔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。