



焊丝端头上的熔滴受以下几个力的作用:表面张力、重力、电磁收缩力、斑点压力、等离子流力和其他力。
1.表面张力
大家知道,液体常常聚集成球状,这就是表面张力作用的结果。对于焊丝端头上的熔滴,表面张力是保持熔滴的主要作用力,若焊丝的半径为R,这时焊丝与熔滴之间的表面张力为
Fσ=2πRσ (3-11)
式中 σ——表面张力系数(×10-3N/m)。
σ与材料成分有关,在表3-2中列出了一些纯金属的表面张力系数。
表3-2 几种纯金属的表面张力系数

在熔滴上具有少量的表面活化物质时可以大大地降低表面张力系数。在钢液中最大的表面活化物质是氧和硫。如纯铁被氧饱和后其表面张力系数降低到1030×10-3N/m。因此,影响这些杂质含量的各种因素(金属的脱氧程度、渣的成分等)都将影响熔滴过渡特性。
表面张力系数通常受熔滴温度的影响较小,所以在焊接条件下可以认为表面张力系数为常数。
2.重力
当焊丝直径较大而焊接电流较小时,在平焊位置的情况下,使熔滴脱离的力主要是重力,其大小为

式中 r——熔滴半径(cm);
ρ——熔滴的密度(g/cm3);
g——重力加速度(980cm/s2)。
如果熔滴的重力大于表面张力时,熔滴就要脱离焊丝。假如熔滴为球形且拉断熔滴后在焊丝上不保留液体金属(理想情况),那么

实际上,液体金属不能完全脱离焊丝端头,而总要保留一部分。故实际熔滴尺寸与式(3-13)的计算结果略有不同。如果焊丝直径相同时,由于表面张力系数σ与密度ρ不同,熔滴脱离之前的形态也不相同,如图3-11所示。
ρ/σ越大时,则熔滴越细小。显然在焊接电流较小时进行立焊和仰焊的情况下,重力将阻碍熔滴过渡。
3.电弧力
电弧力是指在电弧燃烧过程中由电弧而引起的作用力,如电磁收缩力、等离子流力和斑点压力(这些力的产生及影响因素详见第2章)。除重力和表面张力外,电弧力的大小和分布都与电弧形态有关。尤其是在大电流时,重力对熔滴过渡的影响已降到次要的地位了,而与电弧形态有关的诸力对熔滴过渡的作用力将成为主要因素。实际上,常用的焊接电流都比较大,则电弧力也较大,所以可认为熔滴过渡主要决定于电弧力。

图3-11 熔滴脱离之前焊丝端头熔滴的形状r/R和焊丝 材料性质 的关系(https://www.xing528.com)
的关系(https://www.xing528.com)
作用在有电流流动着的物体上的电磁力,是具有方向和大小的矢量,设作用在单位体积上的力为Fm(N/m3),则下式成立:
Fm=JB (3-14)
式中 J——电流密度(A/m2);
B——磁力线密度(Wb/m2)。
由此可以看到,要真实地表现现象,还存在一个很大的问题,即在导体内部电流是如何流动着的。由于含有熔滴的焊丝端部是电流到电弧的流入、流出部位,要合理地确定电流流经路线是很难的。此外,在熔化金属及等离子体作为导电流体的场合,由于其具有流动性及形状的变化,使现象更趋于复杂化。
电磁力对熔滴过渡也有阻碍力和促进力之分。电磁力直接帮助熔滴脱落的例子如图3-12所示。与水滴的情况类似,较小的熔滴与液面短路的场合,容易形成稳定于焊丝端部与熔池液面间的液柱,并保持短路形态而不破断。然而,当这个液柱中流过较大的电流时,受到电磁收缩力的作用,液柱将会收缩,电流通道变窄,收缩区中心的压力进一步增大,从而产生轴向上的压力梯度。驱使液体从颈缩部位向膨胀部位流动,即促进熔滴向熔池过渡(见图3-12a)。
在电弧较长、熔滴未与熔池液面短路的场合,焊丝端头熔滴的底部形成图3-12b所示的电弧形态,熔滴中流过的电流出现下方扩展型分布,此时的电磁力不仅是指向内侧,而且也指向下方。其中向下的分力使熔滴受到向下的作用力,促使熔滴从焊丝端部脱离。由于电磁收缩力与电流的平方成比例,电流越大,电磁收缩力也越大,并远远大于重力。因此实际焊接电弧中,在仰焊位置焊接时,尽管重力作用在熔滴过渡的相反方向上,但也可以实现小颗粒熔滴过渡,这正是电磁收缩力在起作用。
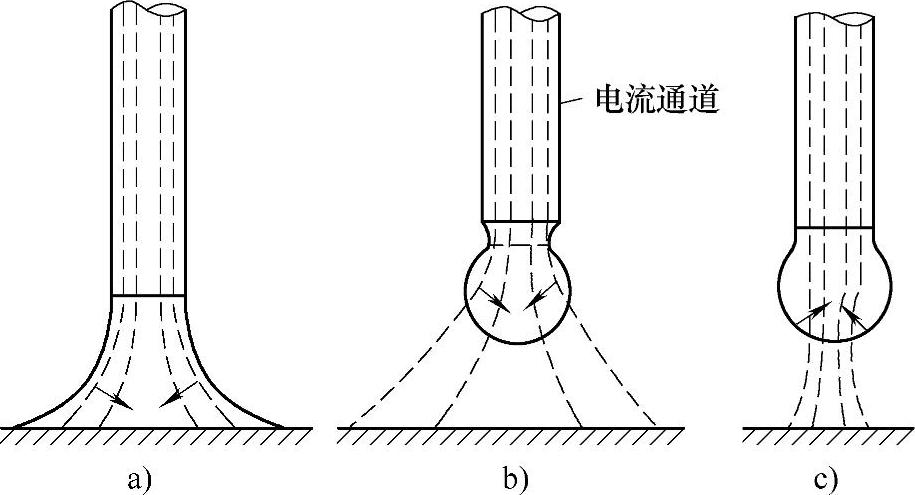
图3-12 作用在液柱或熔滴上的电磁收缩力
a)、b)促进熔滴过渡 c)阻碍熔滴过渡
然而对于二氧化碳气体保护电弧及氦气电弧,由于弧柱电位梯度较大,电弧收缩的多数情况是集中在熔滴底部一个极为狭小的区域,这种情况如图3-12c所示,电磁力向上作用,阻碍熔滴的过渡,当电流值增加后,反倒容易形成大颗粒熔滴,难以实现喷射过渡。
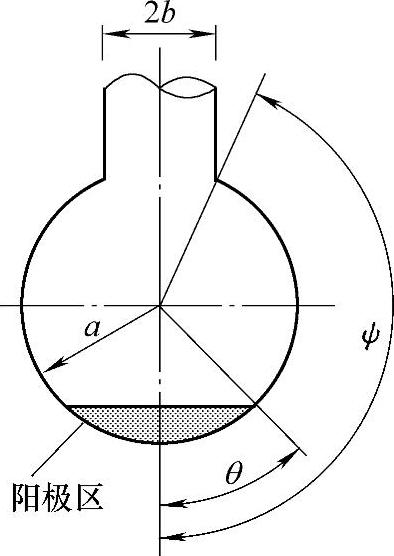
图3-13 焊丝端部熔滴模型
在流体形状及电流流通路线明确的场合,能够计算得到作用于该流体上的电磁力。采用图3-13所示的熔滴模型,评价球形熔滴、内部电流均匀分布流动时作用在熔滴上的电磁力。电流从作为阳极的焊丝端部熔滴的下端面流出到电弧,设此表面上的电流密度一定,利用式(3-14)对熔滴整体进行积分,计算作用在熔滴上方向向下的电磁力Fm,得到如下结果:

式中 a——熔滴半径;
b——焊丝半径;
asinθ——阳极半径。
在阳极区直径大于焊丝直径时,Fm是正值,表示电磁力起到促进熔滴脱离的作用。在阳极区直径小于焊丝直径时,Fm是负值,电磁力阻碍熔滴的脱落。
式(3-15)忽略了熔滴金属的流动,并设阳极区的电流密度分布是均一的。实际使用中应根据熔滴尺寸及电流通道的分布进行电磁力的修正。
此外,熔滴从焊丝端部脱落过渡的促进力还有电弧空间产生的等离子气流的作用,对熔滴产生摩擦力。等离子气流起因于电弧弧柱中的电磁压力之差,也可以看做是电磁力的一部分。
4.爆炸力
除上述几个主要作用力外,还有一个影响熔滴过渡的力就是爆炸力。当熔滴在电弧空间停留时间较长时,在熔滴内部由于冶金反应生成较多的气体(如CO等),这些气体逐渐积聚,并使熔滴体积膨胀,当内压力足够大时,熔滴将发生爆破,其中大部分液体金属向熔池过渡,而少量金属成为飞溅。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。