



国际焊接学会(ⅡW)于1976年发表了ⅡW.DOC.XⅡ-F-173-76文件,其中与气体保护焊有关的熔滴过渡的分类及特征见表3-1。
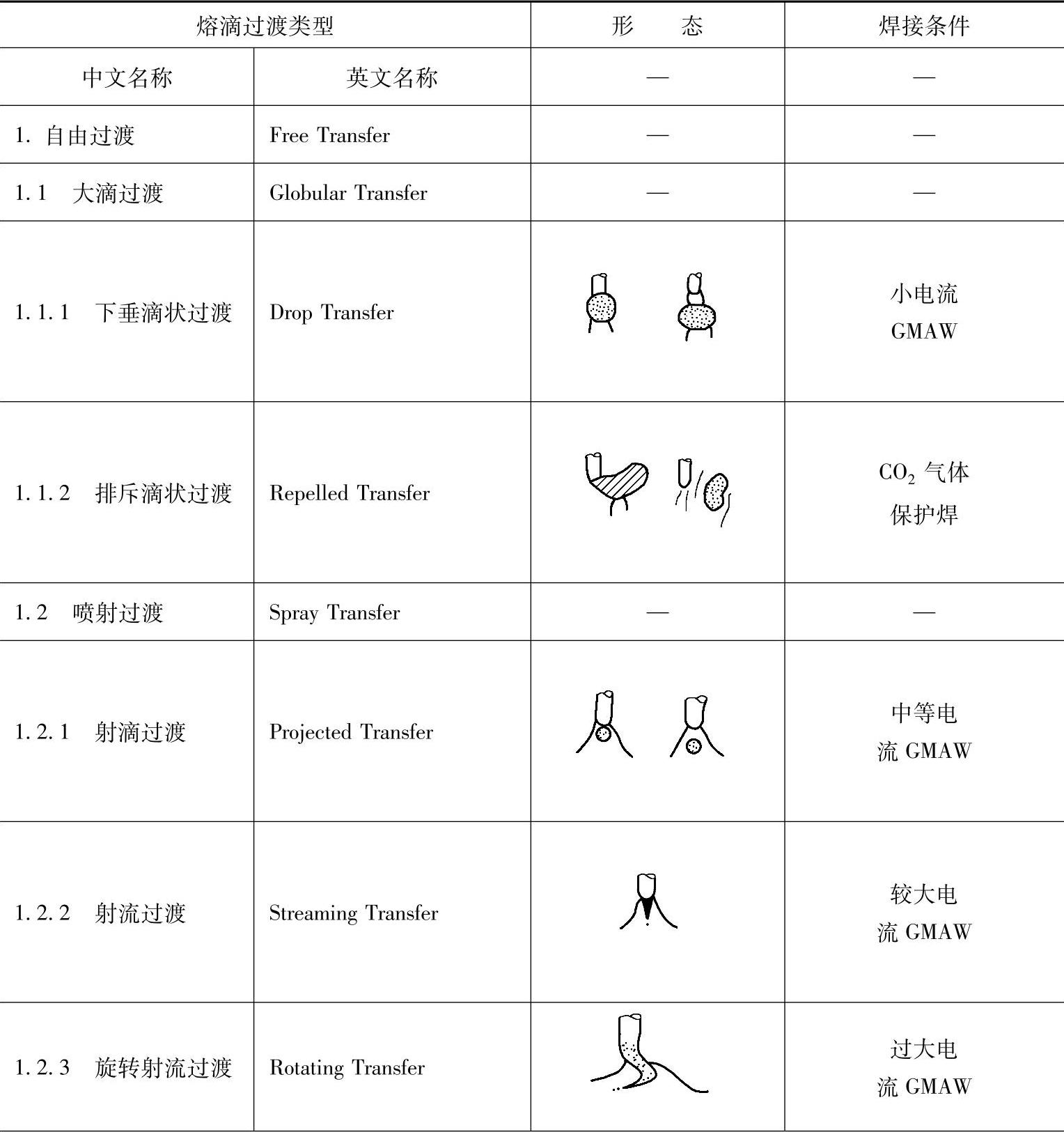
表3-1 气体保护焊熔滴过渡的分类及其特征
(续)
 (https://www.xing528.com)
(https://www.xing528.com)
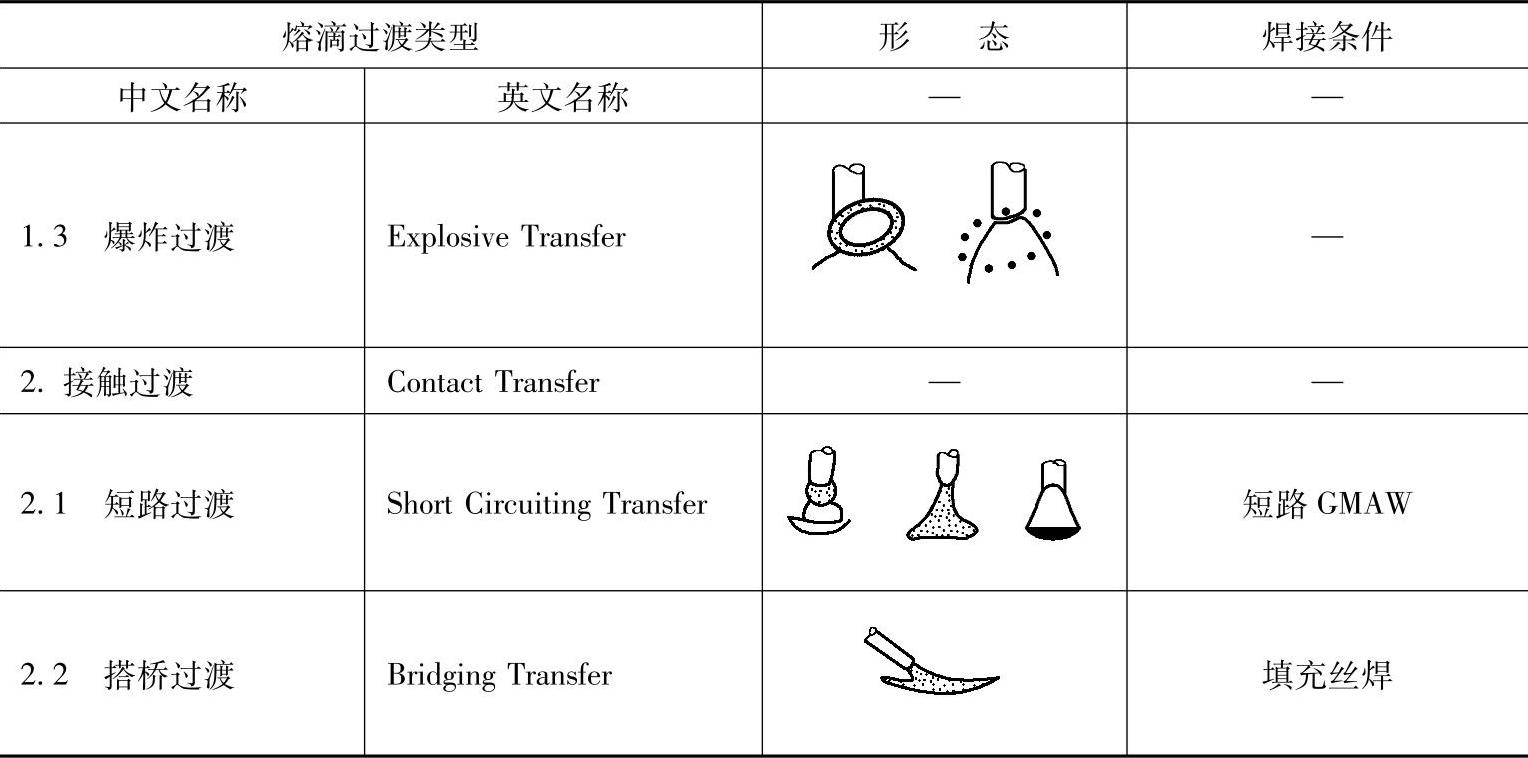
这里主要按熔滴过渡的行为进行分类,GMAW的熔滴过渡行为大体上分为两种类型,即自由过渡和接触过渡。第一类过渡为自由过渡(Free Transfer),是指熔滴经电弧空间自由飞行而焊丝端头和熔池之间不发生接触的过渡形式。其中包括如下几种,当熔滴直径大于焊丝直径时为大滴过渡(Globular Transfer),其中当焊接电流较小时为下垂滴状过渡(Drop Transfer),而在CO2气体保护焊时可出现排斥滴状过渡(Repelled Transfer);当熔滴直径小于或等于焊丝直径时为喷射过渡(Spray Transfer),其中当熔滴直径接近焊丝直径时称为射滴过渡(Projected Transfer),而当熔滴直径大约为焊丝直径的1/3~1/2时称为射流过渡(Streaming Transfer)。在MIG和MAG焊时,还有一种过渡形式,通常称为旋转射流过渡(Rotating Transfer),这时焊接电流和焊丝伸出长度都较大,焊丝端头的液柱一方面绕焊丝轴线旋转,另一方面还随意甩动,同时沿焊丝端头抛出细滴,这时熔滴的尺寸都小于焊丝直径。在自由过渡形式中还包括一种过渡形式,为爆炸过渡,常发生在CO2焊、MAG焊和焊条电弧焊时。这时焊丝端头的液体金属熔滴中形成气体,使其体积突然膨胀,当其中气体压力较高时,将使液球破碎,并以较细的熔滴向四周散开,其中一部分成为飞溅。
第二类为接触过渡(Contact Transfer),这时焊丝端头的熔滴与熔池表面相接触而过渡。根据焊丝通电与否,又分为短路过渡(Short Circuiting Transfer)与搭桥过渡(Bridging Transfer)。液体金属小桥通以焊接电流时为短路过渡,而不通电时为搭桥过渡。
以上只是几种主要的熔滴过渡形式,实际上熔滴过渡是十分复杂的。那么,到底是什么原因使熔滴过渡的呢?大家知道力是产生运动的原因,下面先围绕着与熔滴过渡有关的作用力加以说明。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。