



气体保护焊应用初期主要使用单一气体,如氩、氦、氢和CO2气等。后来,人们发现在这些气体中掺入少量的其他气体的混合气体具有更好的性能,这就为选择保护气体提供了更为广泛的空间。
选择保护气体要根据母材的材质和焊件的厚度以及焊接方法来选择。母材金属在电弧的高温作用下,将与保护气体发生不同的冶金反应;焊件厚度对电弧功率也有不同的要求;焊接方法对保护气体也有选择,如TIG焊不宜用氧化性气体,以防钨极烧损,它只能选择惰性气体。这些就是选择保护气体的依据,同时还要考虑到焊接质量、焊接生产率和降低成本等因素。实际应用中保护气体的种类及应用特点见表2-18。
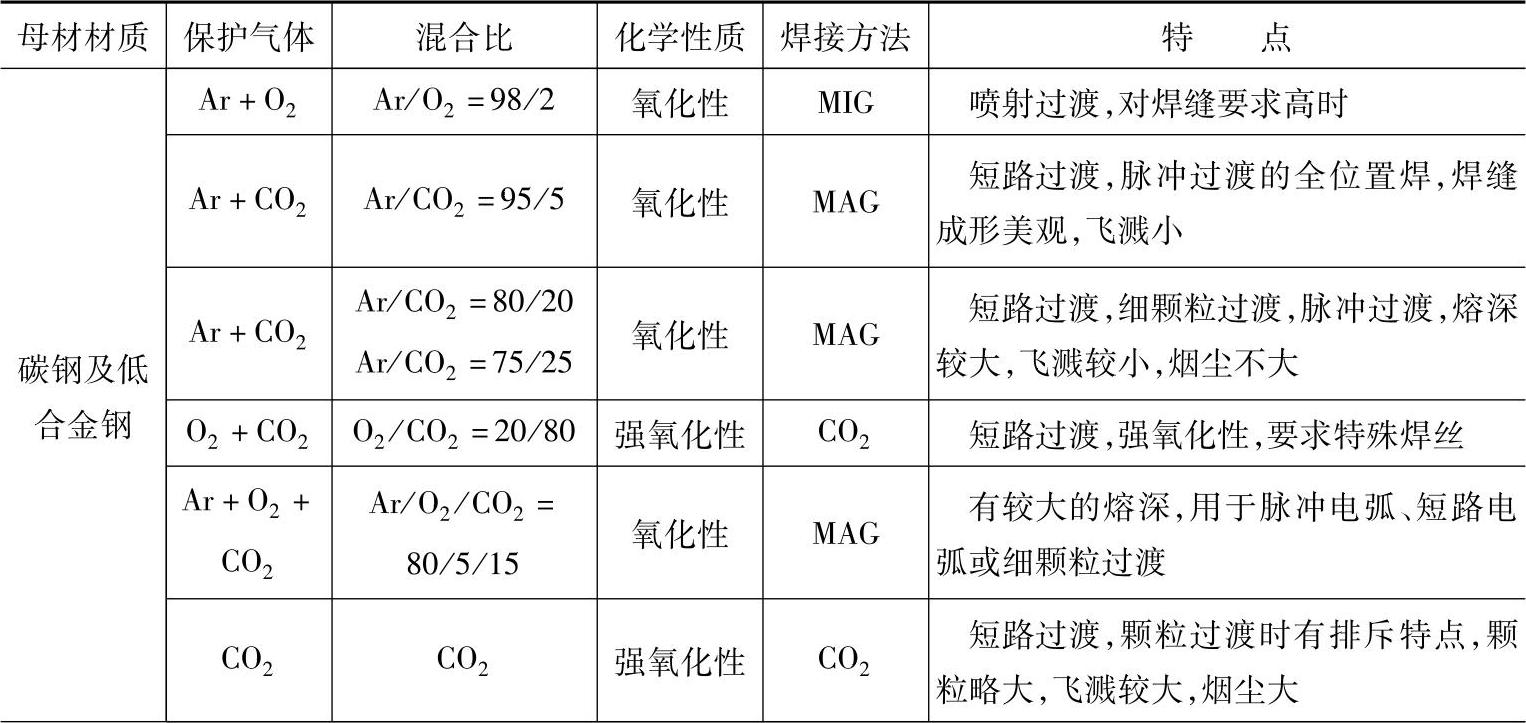
表2-18 焊接用保护气体的种类及应用特点
(续)

焊接碳钢和低合金钢,如果采用纯氩作为保护气体将影响电弧的稳定性和焊缝成形,所以常常需要加入少量的氧化性气体如O2和CO2,这样将提高生产成本。为此,人们发现用廉价的CO2气体保护焊焊接碳钢和低合金钢时,可以得到良好的效果,但是却降低了焊接接头的韧性。所以根据对焊接质量的要求不同,要选择不同的保护气体。要求低时,可以采用纯CO2气体保护或(CO2+O2)混合气体保护;而要求较高时,可以采用富氩混合气体(Ar+O2)或(Ar+CO2),这时因为有氧化性气体,在阴极破碎氧化膜的同时,还不断地生成新的氧化物,使阴极斑点被固定在熔池上,使得电弧稳定,并改善了焊缝成形。同时还应根据母材的板厚来选择混合气体,随着板厚的增加,应适当提高混合气体中CO2和O2的比例。
焊接不锈钢一般不采用纯氩保护,因为液态金属的粘度及表面张力大,易产生气孔和咬边;同时电弧阴极斑点发生漂移,引起电弧不稳定,易形成蛇形焊道。为了克服这些弊端,通常在Ar中加入少量的O2。为了克服阴极斑点漂移的现象,只需加入O21%(体积分数)。加入少量O2对焊缝的抗腐蚀性能没有影响。但当氧气量(体积分数)超过2%时,焊缝表面的氧化严重,会有大量黑灰覆盖,使接头质量下降。用Ar+O2混合气体保护,还能改善熔滴过渡。(https://www.xing528.com)
焊接不锈钢还可以采用Ar+CO25%(体积分数)的混合气体保护,这样可以达到加入O2的效果。但是加入较多的CO2会引起焊缝金属渗碳而降低抗腐蚀性。
为了提高电弧的能量,还可以向Ar中加入He和H2,以改善熔滴过渡和焊缝成形。尤其是在TIG焊时,可以加入H22%~35%(体积分数)来提高焊接速度和焊接质量。
还可以采用TIME气体焊接高强度钢、不锈钢及镍基合金等材料,以改善熔滴过渡和焊接效果。
焊接合金钢、镍及其合金采用Ar+He混合气体,主要特点是增加电弧能量,改善焊缝金属的润湿性和增加熔深。焊接铜及铜合金时,He可以加到50%~75%(体积分数)。而焊接镍基合金时只需加入15%~20%(体积分数)的He。
焊接铜时还可以加入N220%(体积分数),可以起到加入He的作用,但其价格便宜,效果略差。另外,焊接铜时加入He或N2后,因能提高电弧功率,所以可以降低焊件的预热温度。焊接镍时还可以采用Ar+H2的混合气体,但加入量不得超过H26%(体积分数)。加入H2不仅能提高电弧能量,还能抑制CO气孔,而加入过多的H2会导致生成H2气孔。
焊接Al、Mg和Ti等轻合金,因其性能活泼,不宜使用H2、N2和O2等气体进行保护,一般只能采用惰性气体Ar和He。焊接薄板时,可以采用纯Ar作为保护气体;而焊接厚板时,推荐使用Ar+He的混合气体或纯He气作为保护气体。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。