



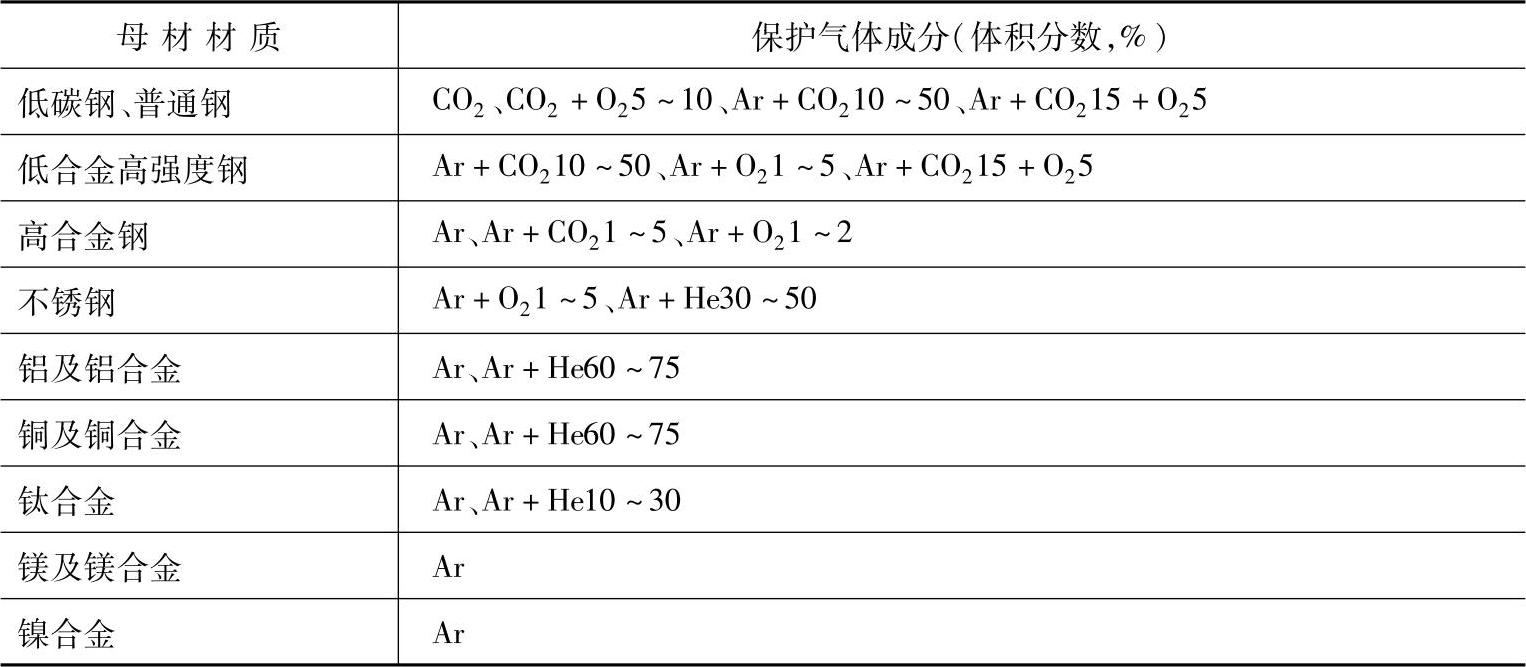
不加任何保护在空气中进行焊接,则空气中的氮、氧、水蒸气将直接与电弧和熔化金属接触,它们不仅破坏电弧稳定性,而且由于氧化、氮化和氢的作用,将产生各种焊接缺陷,如氧化物与氮化物夹渣、气孔、裂纹和恶化焊缝成形等。为了获得良好的焊缝,必须对焊接区进行保护。所谓保护,主要指屏蔽作用和冶金作用。惰性气体保护主要体现在屏蔽作用,因为惰性气体基本上不参与冶金反应。但是单一惰性气体保护时,将会出现电弧不稳定和焊缝成形不良等问题,所以常常采用混合气体进行保护。混合气体分二元气体、三元气体和四元气体。选择气体,首先应考虑保护气体与母材材质的冶金作用,见表2-17。普通钢材可以采用氧化性气体,为增强电弧能量还可以在CO2中加入O2,这样可以提高熔敷速度和改善焊缝成形。对于高合金钢,因其合金含量较高,为防止降低韧性,可以采用弱氧化性气体,同时可以改善电弧稳定性和焊缝成形。对于有色金属,以Ar或Ar+He混合气体为宜,加入He可以增加电弧能量,提高焊缝质量,并改善焊缝成形,在高速焊时不易产生咬边,在焊接厚焊件时能够充分熔透。铝合金焊接时易产生微气孔,在使用(Ar+H2)混合气体时,由于熔池温度高,流动性好,能够减少气孔率。
表2-17 焊接各种金属时推荐使用的保护气体
 (https://www.xing528.com)
(https://www.xing528.com)
(Ar+CO2+O2)构成的三元混合气体与普通(Ar+CO2)二元混合气体相比有许多优点:由于加入氧,提高了熔池金属的流动性和润湿性,减少了咬边倾向,提高了焊接速度和生产率;减少了气孔、夹渣和飞溅,焊接表面平整,减少了打磨工作量。
近年来又出现了使用四元混合气体的TIME(Transferred Ionized Molten Ener-gy)焊,它是一种高性能MAG焊,气体成分(体积分数)为Ar65%+He26.5%+CO28%+O20.5%。这种方法采用φ1.2mm焊丝,焊丝伸出长度为25~35mm,最大送丝速度达到28~50m/min。可见,此方法是一种高熔敷效率的焊接方法,最大可达到450g/min。而CO2用φ1.6mm焊丝的最大送丝速度为16m/min时,其熔敷速度也仅为144g/min。TIME焊的关键是当快速送丝(焊接电流达700A左右)时熔滴过渡呈稳定的旋转喷射过渡,焊丝的“铅笔尖”端头以焊丝为轴心进行旋转,焊接过程十分稳定,没有飞溅,焊缝成形良好,这时再也看不到通常大电流MIG焊时旋转射流过渡的飞溅四射现象。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。