



电弧对于焊接而言,不仅仅是一个加热源,同时也是一个力源。电弧力与焊接过程中表现出的熔池形态、熔深尺寸、熔滴过渡、焊缝成形等都有密切的关系,同时也是形成不规则焊缝、产生成形缺陷、造成焊接飞溅的直接原因。由于焊接采用了较大电流,电弧力的表现是很突出的。下面阐述电弧力的产生、分类及影响因素。
1.电弧静压力(电磁收缩力)
由电工学可知,在两根相互平行的导体中,通过同方向的电流时,导体间产生相互吸引的力;若电流方向相反,则产生排斥力。这个力的形成是由于一个导体中的电流在另一个导体的周围空间形成磁场,磁场间相互作用,使导体受到电磁力。因电流方向上的不同,电磁力表现为相互吸引或相互排斥。单位长度导体上作用力的大小为

式中 F——单位长度导体上受力的大小(N);
K——系数,
 (μ为介质的磁导率);
(μ为介质的磁导率);
I1——导体1中流过的电流(A);
I2——导体2中流过的电流(A);
L——两导体间的距离(m)。
当电流在一个导体中流过时,整个电流可看做由许多平行的电流线组成,这些电流线间将产生相互吸引力,使导体截面有收缩的倾向,如图2-21所示。对于固态导体,此收缩力不能改变导体外形,但对于液态或气态导体,其将产生截面收缩,如图2-22所示,这种现象称为电磁收缩效应,所产生的力称为电磁收缩力或电磁力,这种情况在CO2气体保护电弧焊熔滴短路过渡时表现得最为突出。
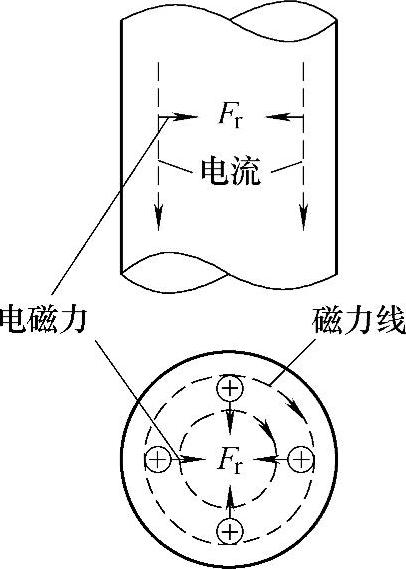
图2-21 导体内的电弧力
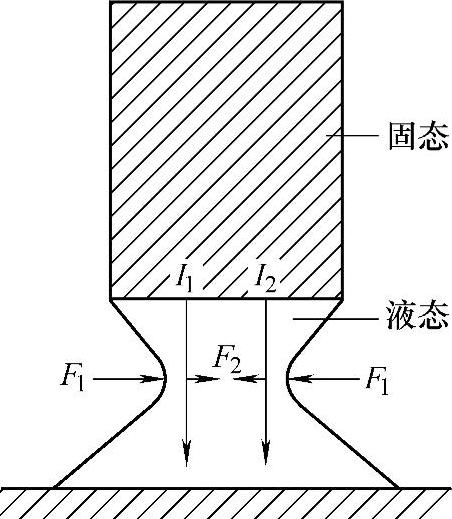
图2-22 液体导体电磁力的收缩效应
假设导体为圆柱体,电流线在导体中的分布是均匀的,则导体内部任意半径r处的电磁压力数值为

式中 pr——导体内任意半径r处的压力(Pa);
I——导体的总电流(A);
R——导体半径(cm);
K1=10-1。
导体中心轴上(r≈0)的径向压力为

式中 p0——导体中心轴处的径向压力(Pa);
j——电流密度(A/cm2);
K1=10-1。
对于流体,其内部各点处压力各向等值,径向压力等于轴向压力,轴向压力的合力方程为

式中 F——轴向合力(N);
I——电流值(A);
K2=10-5。
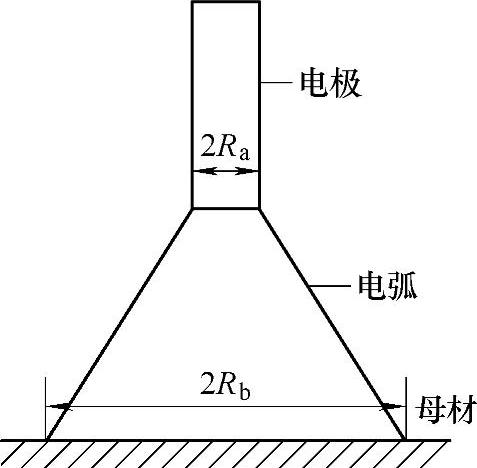
图2-23 焊接电弧模型
实际上,焊接电弧不是圆柱体,而是截面直径变化的圆锥状的气态导体,如图2-23所示为焊接电弧的模型。因为电极直径限制了导电区的扩展,而在焊件上电弧可以扩展得比较宽,所以电极前端电弧截面直径小,接近焊件端电弧截面直径大;由式(2-34)可知,直径不同将引起压力差,从而产生由电极指向焊件的推力Fa,其方程为

式中 Fa——指向焊件的推力或电弧静压力(N);
Ra——锥形弧柱上底面半径(m);
Rb——锥形弧柱下底面半径(m);
K3=10-5。
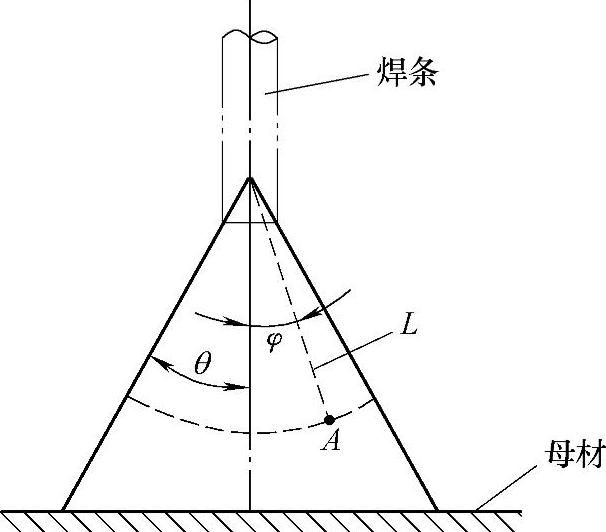
图2-24 圆锥形电弧压力计算公式参数的意义
当电弧为圆锥体时,电弧上任意一点A的压力p(×10-1Pa)可由下式决定:
式中的参数如图2-24所示,I为焊接电流,单位为A;L的单位为cm。
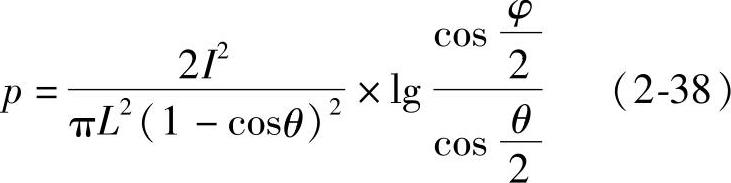
从式(2-38)可知,A点的电磁压力与焊接电流的平方成正比,与L2成反比,且与θ、φ角有关,因此,可以根据式(2-38)绘制出在一定条件下电弧中电磁力的等压力曲线,如图2-25所示。
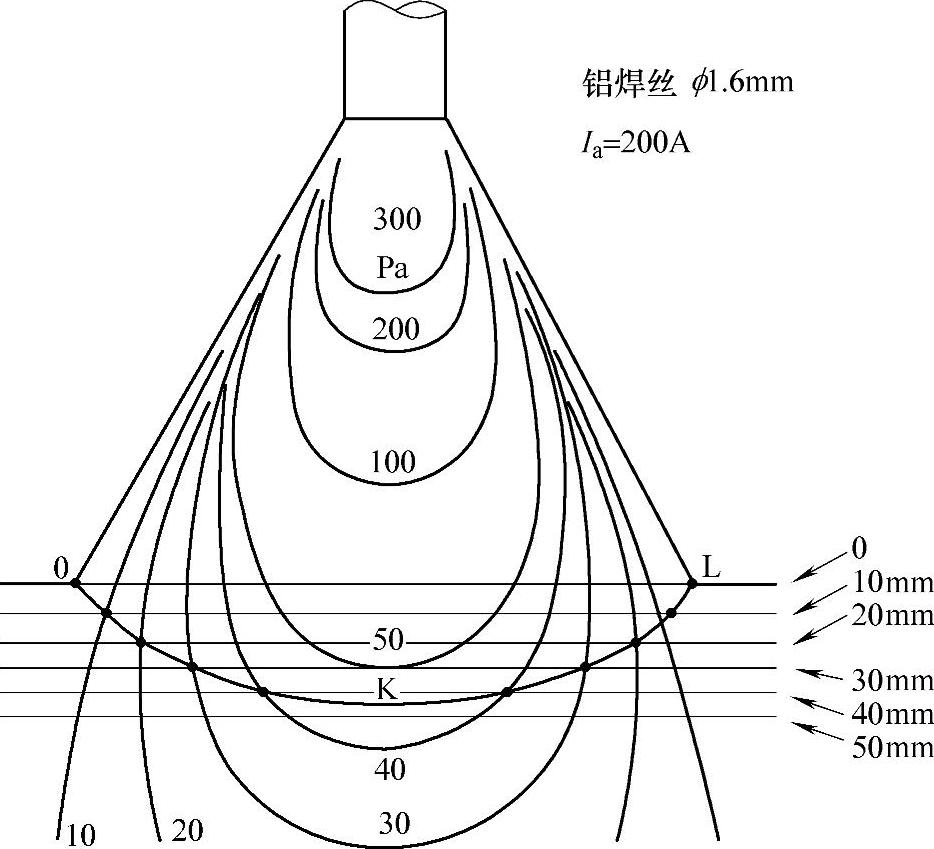
图2-25 弧柱中和母材表面上的电磁压力的分布
实际上,电弧中电流密度的分布是不均匀的,特别是在大电流情况下,弧柱中心区域温度很高,电导率很大,故弧柱中心电流密度高于其外缘区域,所以电弧静压力在分布上是中心轴上的压力高于周边的压力。
图2-26 电弧等离子气流的产生
2.电弧动压力(等离子流力)
焊接电弧一般呈锥形,如图2-26所示,靠近电极(焊丝)一端的电弧断面积比靠近工件一端的小,由式(2-37)可知,电极端电弧的电磁收缩力比工件端的电磁收缩力大,于是在电弧中形成了电弧静压力,从电极A点到工件B点形成一定的压力差。在该压力差作用下,形成轴向推力FP(见图2-26)。在该力作用下,电弧中靠近电极的高温气体粒子将向工件方向流动。
高温气体流动时,将从上方吸入保护气体,而形成有一定速度的连续气流进入电弧区,在这里新加入的气体被加热和电离后,在电弧轴向推力的作用下,冲向熔池,并对熔池产生附加压力。在电弧中,由于电弧推力引起高温气流的运动所形成的力称为等离子流力。由于该力是由电磁收缩力引起的,所以又称为电弧动压力。通常等离子流速度很快,其速度高达几十至几百米每秒,所以将对熔滴过渡和焊缝成形造成很大影响。
3.斑点力
当电极上形成斑点时,由于斑点上导电和导热的特点,在斑点上将产生斑点力。如图2-27所示,此斑点力在一定条件下将阻碍焊条金属的过渡。斑点力也称斑点压力,它可由下面几种力构成。(https://www.xing528.com)
(1)正离子和电子对电极的撞击力 阳极接受电子撞击,阴极接受正离子的撞击。由于正离子的质量远远大于电子的质量,同时一般情况下阴极压降UC大于阳极压降UA,通常这种斑点力在阴极上表现较大,在阳极上表现较小。
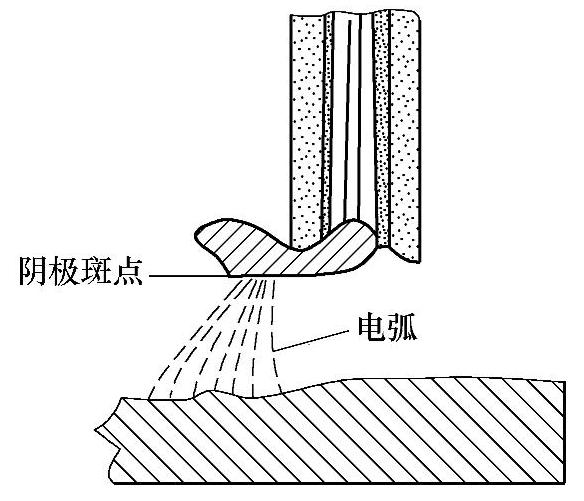
图2-27 斑点压力示意图
(2)电磁收缩力 当电极上形成熔滴并出现斑点时,焊丝、熔滴及电弧中电流的分布如图2-28所示,熔滴和电弧空间的电流线都在斑点处集中。根据前面电磁收缩力产生的原理,电磁力的合力方向是由小断面指向大断面的,所以斑点处将产生向上的电磁收缩力,阻碍熔滴下落。一般情况下阴极斑点比阳极斑点的收缩程度大,所以阴极斑点力通常也大于阳极斑点力。
(3)电极材料强烈蒸发的反作用力 由于斑点上的电流密度很高,局部温度也很高,产生强烈蒸发,使金属蒸气以一定速度从斑点发射出来,这种物质的发射将施加给斑点一定的反作用力。由于阴极斑点的电流密度比阳极斑点的高,发射也更激烈,由这种原因引起的阴极斑点力也将比阳极斑点力大。不同材料作阴极,根据沸点时蒸发量的测量结果,推算阴极斑点的温度与蒸发量的关系如图2-29所示。
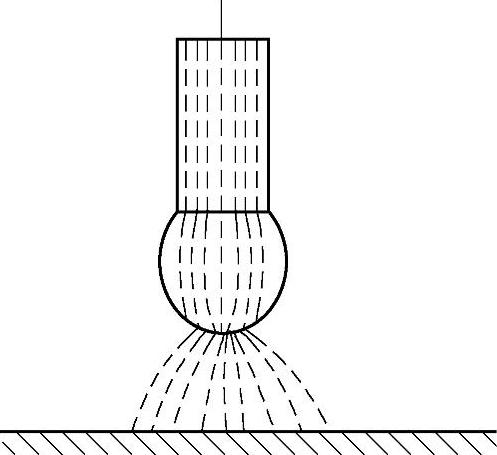
图2-28 斑点的电磁收缩力
4.爆破力
熔滴与熔池金属短路(见图2-30)电弧瞬间熄灭,短路时电流很大,短路的金属液柱中电流密度很大,在金属液柱内产生很大的电磁收缩力,再加上熔池金属表面张力的作用,使缩颈变细,电阻热使金属液柱小桥温度急剧升高,使液柱汽化爆断,此爆破力可能使液柱金属(包括熔池、焊丝端头的熔化金属、液柱金属)形成飞溅。即使液柱不发生爆破,液体金属柱被电磁收缩力和液体金属柱表面张力拉断,电弧重新点燃,电弧空间的气体突然受高温加热而膨胀,局部压力骤然升高对熔池和焊丝端头的液体金属也形成较大的冲击力,严重时也会形成飞溅。
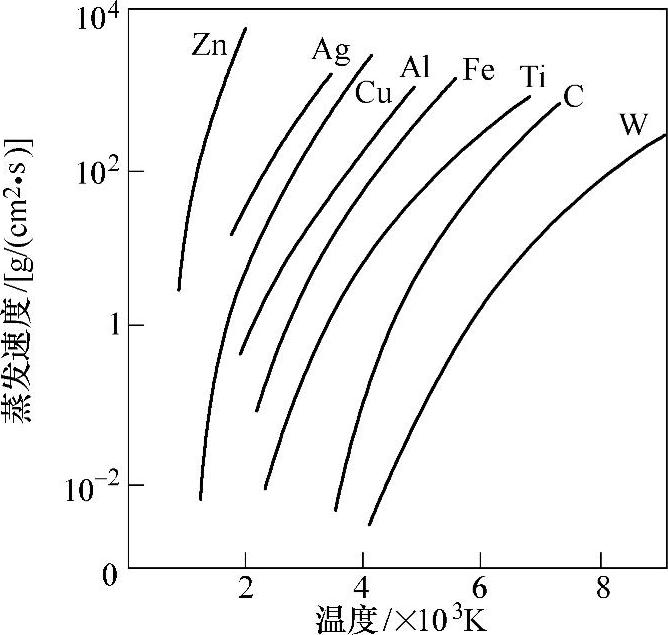
图2-29 阴极斑点温度与蒸发量的关系
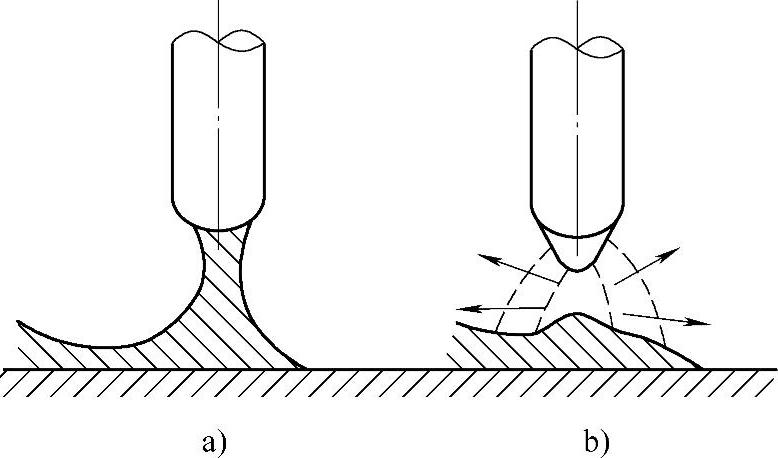
图2-30 熔滴短路后再引弧形成的爆破力
a)短路 b)爆破引弧
5.细熔滴的冲击力
富氩气体保护焊采用射流过渡参数时,焊丝端部熔化金属形成连续细颗粒沿焊丝轴向一个接一个地射向熔池,每秒可有几百个细颗粒冲向熔池,每个颗粒的重量为几十毫克。这些细颗粒在等离子流力的作用下,以很高的加速度(可达重力加速度的50倍以上)冲向熔池,到达熔池时其速度可达每秒几百米的数量级,这些细颗粒熔滴带有很大的动能,再加上电磁压力及等离子流力的作用,使焊缝极易形成指状的熔深(见图2-31)。
6.电弧力的影响因素
实际测试中很难把上述各种电弧力严格区分开来,从能够实现的角度,目前人们进行较多的是对GTAW电弧压力进行测定。而电弧压力分布的测定是通过在水冷铜板(阳极)上开小孔的方法进行的。下面针对电弧压力的变化阐述对电弧压力构成影响的因素。
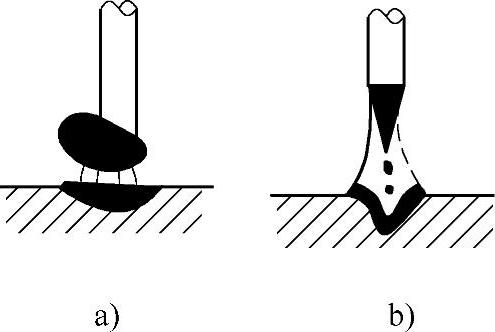
图2-31 熔滴的冲击力
a)大颗粒过渡时 b)射流过渡时
(1)气体介质 由于气体种类的不同,物理性能也有差异。以纯氩气保护GTAW电弧作为比较,当在保护气中混入氦气时,电弧压力有很大程度的降低,如图2-32所示,通常认为这是由于He-Ar混合气体具有较低的密度所致。在氩气中混入氢气时,电弧力升高,如图2-33所示,这是由于氢气的导热性更强,并且是多原子气体,对电弧的冷却作用大,导致电弧收缩,包括使斑点压力增加。
(2)电流和电压(弧长) 电流增大时,电弧力显著增加,如图2-34所示,其中电磁收缩力起主要作用。而电弧电压升高,即电弧长度增加时,电弧力降低,如图2-35所示,这是由于电弧范围扩展造成的。
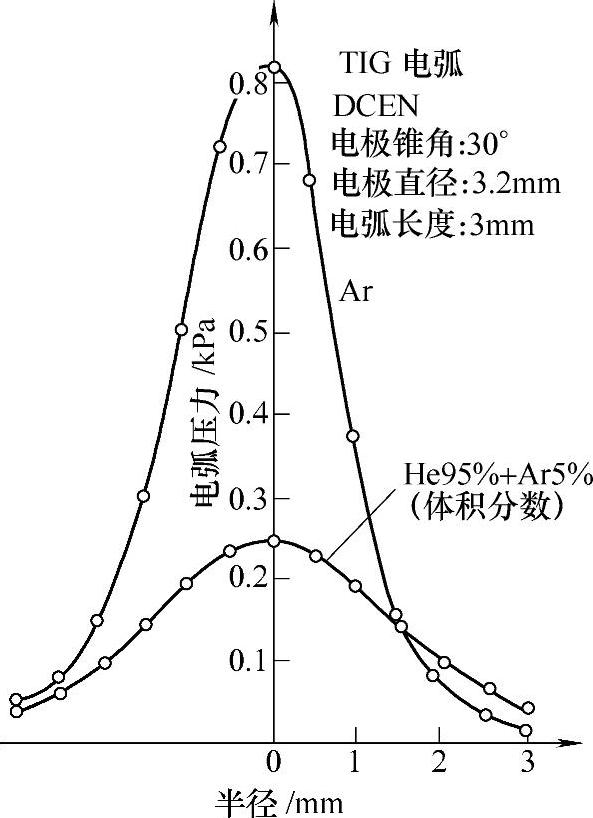
图2-32 He-Ar混合气体电弧的电弧压力分布
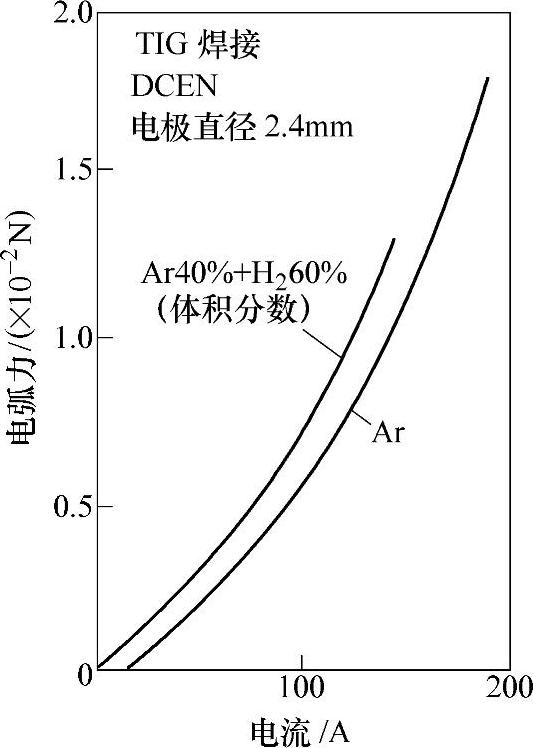
图2-33 H2-Ar混合气体电弧的电弧力与电流的关系
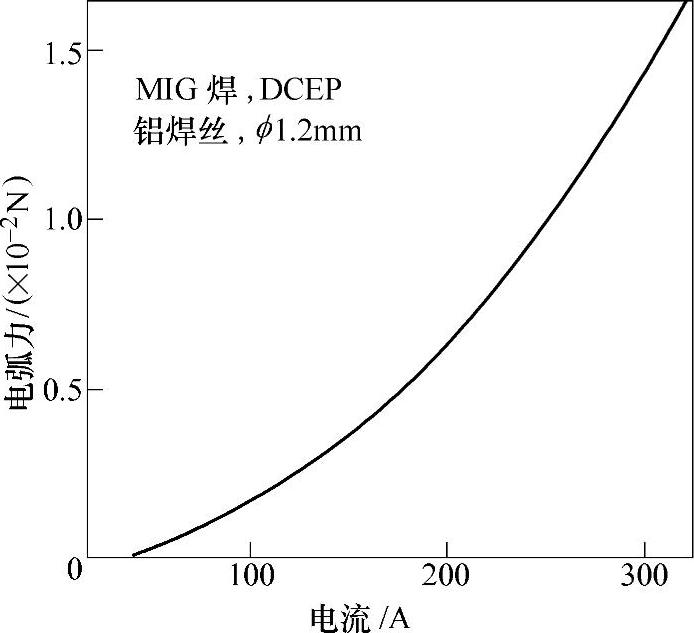
图2-34 MIG焊的电弧力与电流的关系
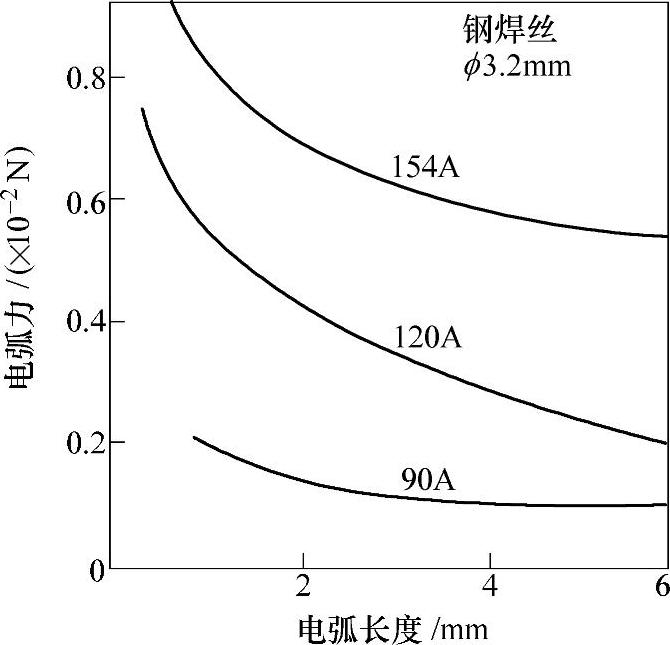
图2-35 电弧力与弧长的关系
(3)电极(焊丝)直径 焊丝直径越细,电流密度越大,电磁力越大,同时电弧呈现锥形越明显,等离子流力增大,使电弧的总压力增加。电弧在短弧长时,电极直径对电弧力的影响明显。
(4)电极(焊丝)极性 电极(焊丝)极性对电弧力有很大的影响。对钨极氩弧焊(TIG焊),钨极接负极时允许流过较大的电流,阴极区收缩的程度大,将形成锥度较大的锥形电弧,产生的轴向推力大,电弧压力也大。反之,钨极接正极则形成较小的电弧压力,一是需要使用较粗的钨极,同时电弧在钨极上的覆盖面积较大,形成的电磁力和等离子流力小。上述情况如图2-36所示。
对于熔化极气体保护电弧焊(MIG焊),当焊丝接负极时,熔滴受到正离子的冲击,受到排斥作用。同时阴极斑点不稳定,不断地沿焊丝上爬和下滑,扩大了阴极表面积,使之难以形成较大的电磁力和等离子流力,因此电弧力小。在焊丝接正极时,所受到的斑点力小,容易形成细小的熔滴,有较大的电磁力和等离子流力,电弧力较大,如图2-37所示。
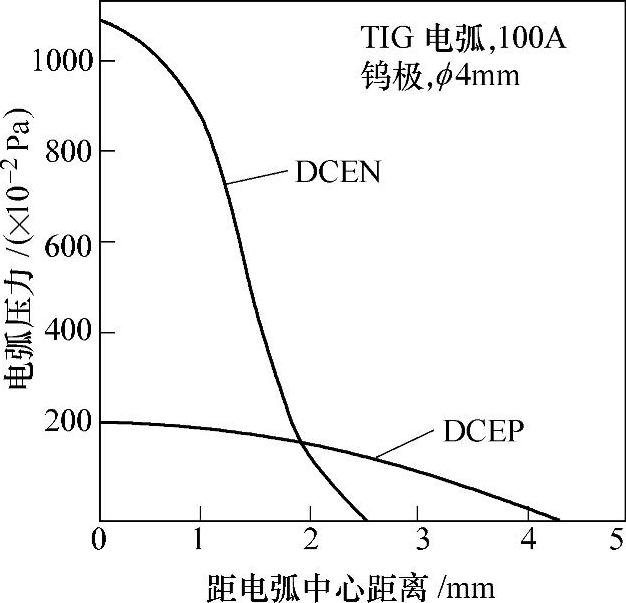
图2-36 TIG焊电弧压力与电极极性的关系
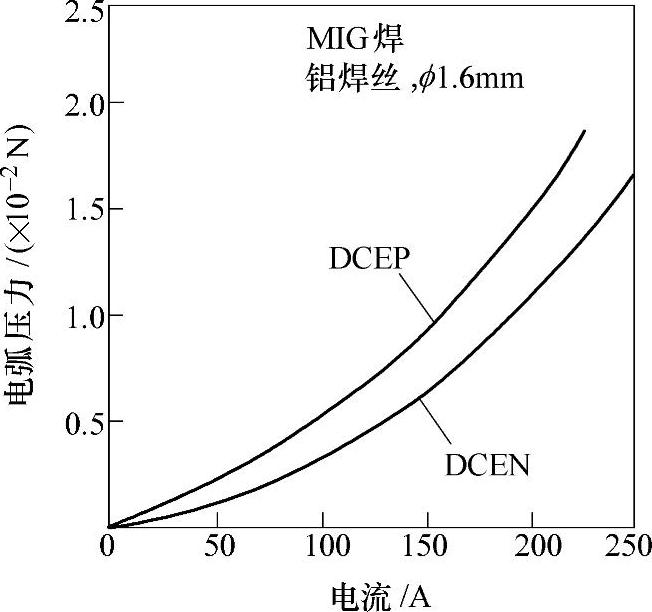
图2-37 MIG焊电弧力与焊丝极性的关系
(5)钨极端部几何形状 钨极端部的几何形状与电弧作用在熔池上的力有着密切的关系。通常钨极端部角度为45°时,具有最大的电弧压力,如图2-38所示。
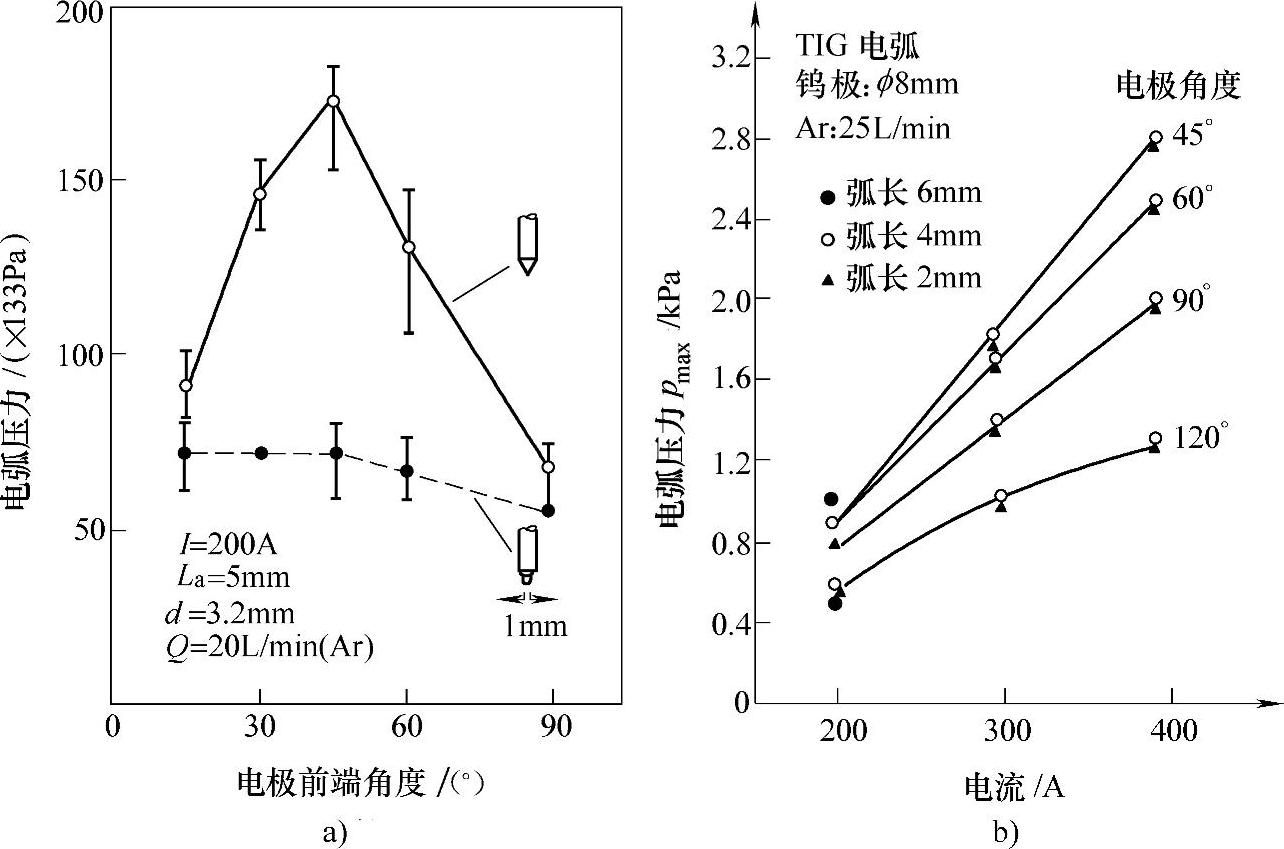
图2-38 电弧力与电极端部角度的关系
有时为了稳定电弧,常常把钨极最前端磨出一定尺寸的平台,同时还能减小电弧静压力和等离子气流,如图2-39所示为不同钨极前端平台尺寸下的电弧等离子气流流速变化。
当把钨极前端加工成空心形状时(在电弧-激光同心复合能源中使用),电弧压力也有明显降低,如图2-40所示。
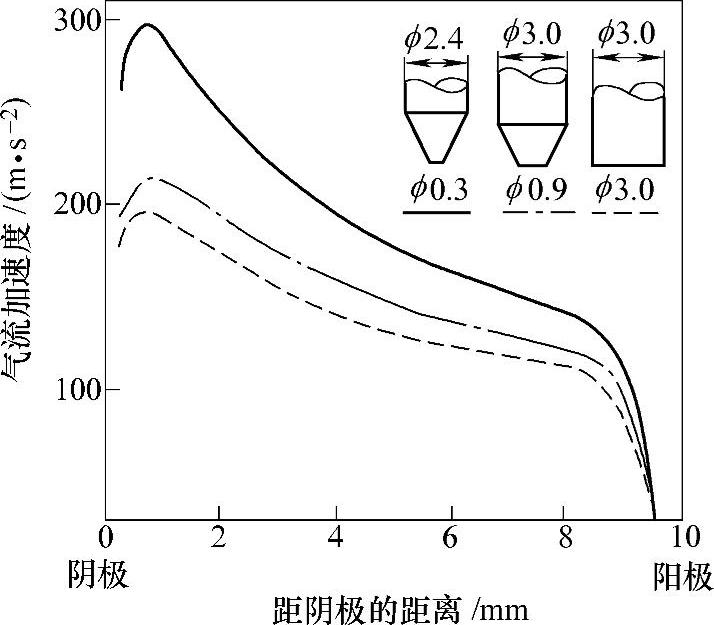
图2-39 电极形状对电弧力的影响
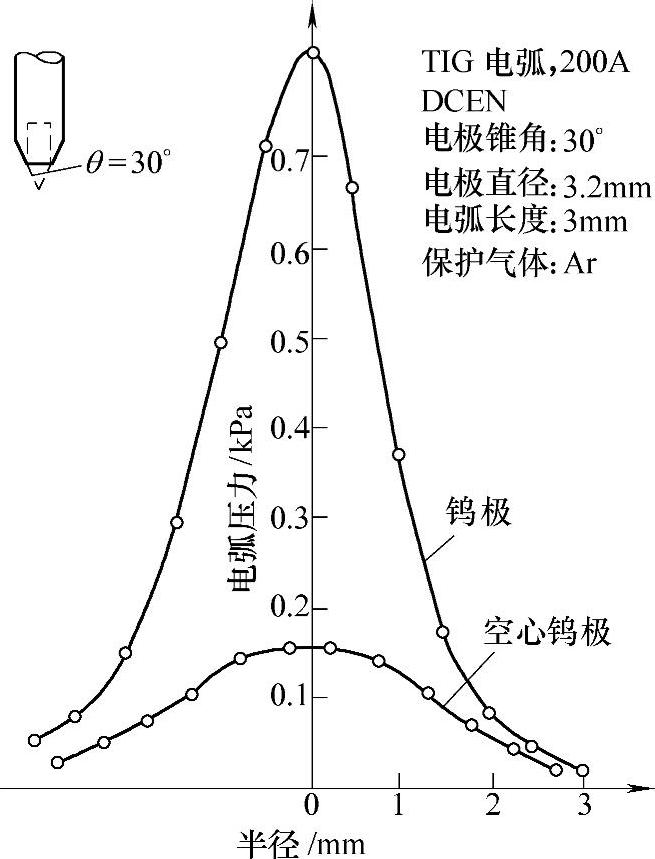
图2-40 端部空心电极的电弧力
(6)脉冲电流的影响 当电流以某一规律变化时,电弧压力也相应变化。TIG焊时交流电弧压力低于直流正接,但高于直流反接。
低频脉冲焊时,电弧压力的变化能够跟随电流的变化,如图2-41所示:随着脉冲频率的增加,电弧压力的变化逐渐滞后于电流的变化。当脉冲频率高于几千赫兹以后,由于高频电磁效应增强,在平均电流值相同的情况下,电弧压力比直流电弧有很大程度的增加,如图2-42所示。
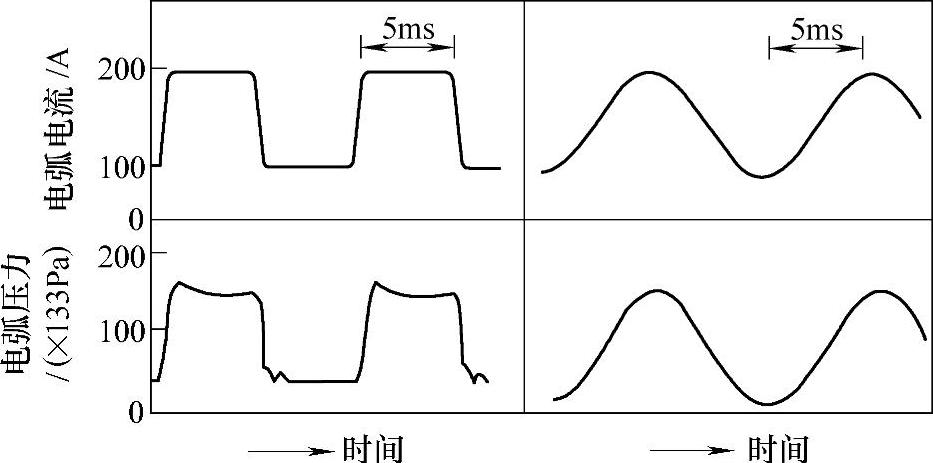
图2-41 脉冲电流下电弧力的变化
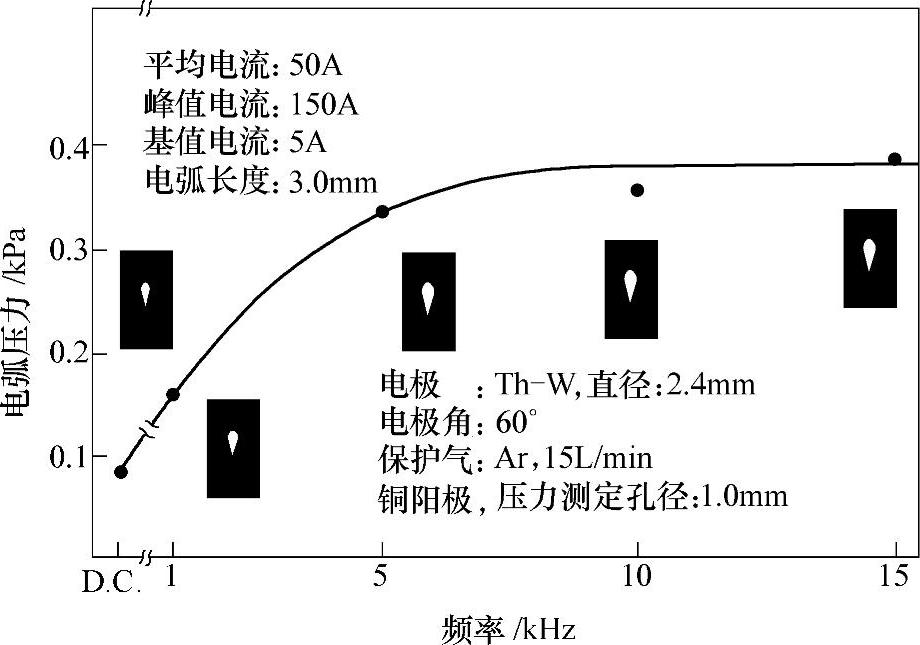
图2-42 电弧力随电流频率的变化
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。