



钢铁工业的发展推动着焊接设备及焊接材料的发展。
钢产量从年产6000万t到年产1亿t,美国用了13年,而我国只用了7年。从1亿t到2亿t我国也仅用了7年,而从2亿t增长到3亿t只用了2年时间。到2004年年底,我国钢的年产量已达2.74亿t,而全世界钢的总产量为10.3亿t。我国在2004年的钢产量占全世界总产量的27%。可以看到我国的钢产量每年按20%的增长率快速发展,已经步入产钢大国、排列第一的地位。
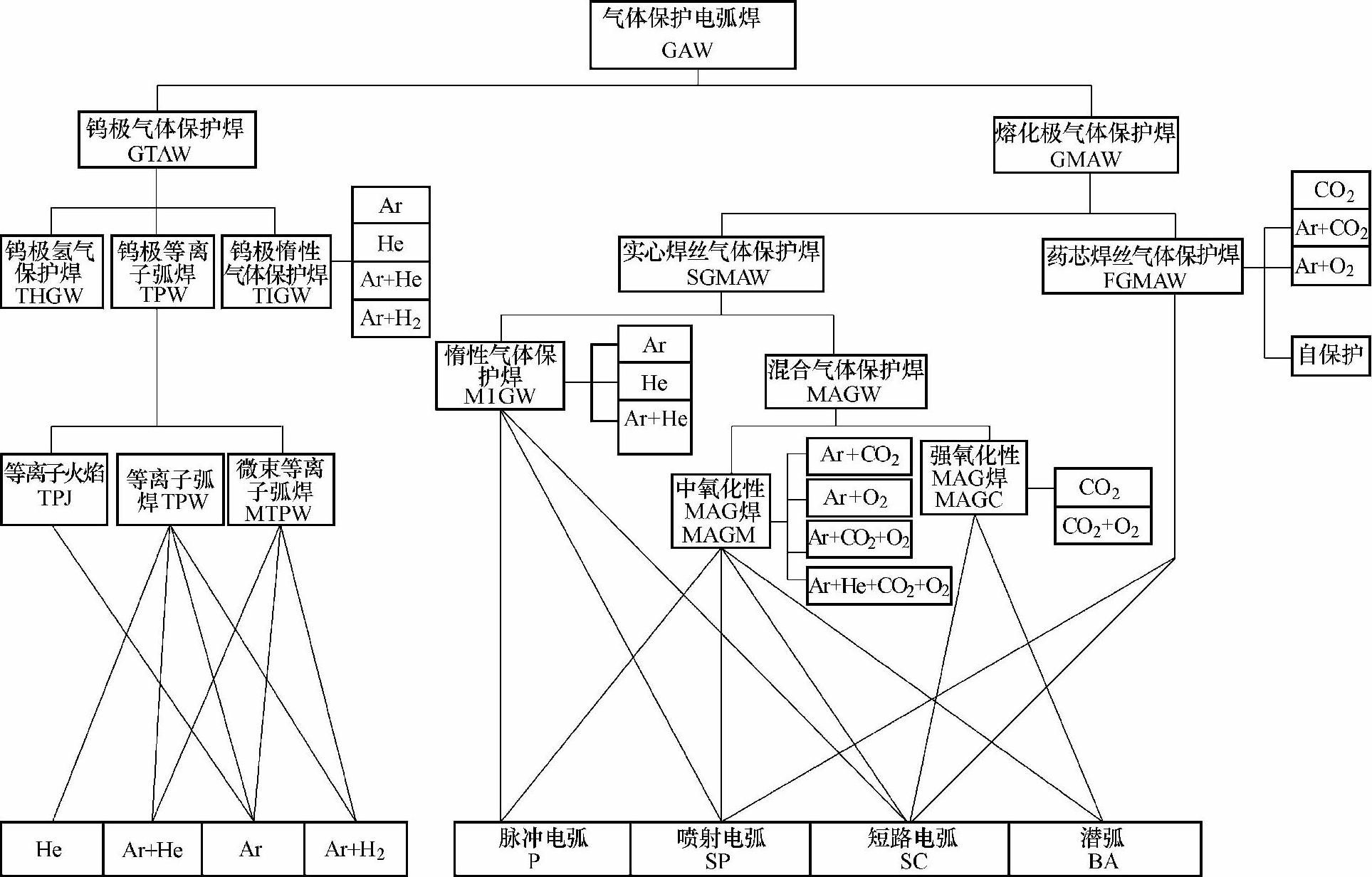
图1-1 气体保护焊的分类
2009年我国钢产量已达到5.7亿t,焊接材料产量达到438万t,均为世界第一,其中焊丝的产量已超过30%。CO2焊完成的工作量达总工作量的30%以上,而工业发达国家大都在65%以上,其中日本已经达到78%。这说明我国仅仅是一个焊接大国,还不是一个焊接强国。为什么焊接强国的气体保护焊法按消耗材料比例占有那么高的指标呢?这是因为气体保护焊有很多优点。
(1)气体保护焊的优点
1)气体保护焊效率高
①气体保护焊中MIG/MAG焊的焊丝熔化速度和熔化系数较高。这是因为气体保护焊大多用细焊丝(φ0.8~φ1.6mm),电流密度大(100~300A/mm2,焊条仅为10~25A/mm2)。熔化速度为3~5kg/h,是焊条的1~2.25倍。熔化系数比焊条高1~3倍。
②因为气体保护焊的熔深大,所以接头的坡口角度可以降到40°~45°,钝边较大,间隙较小,则坡口截面积比焊条电弧焊的小50%,可减小焊缝熔敷金属量。
③因为焊接熔渣极少,焊后不需要打磨、清理坡口和换焊条,减小了辅助时间,由此提高了工效0.3~0.8倍。
总之,气体保护焊与焊条电弧焊相比,可提高工效2~3.5倍。
2)提高焊接质量
①MAG焊和CO2焊是一种低氢焊接方法。焊缝中扩散氢的含量远远低于低氢焊条(CO2焊时扩散氢含量[H]≤1.6mL/100g,低氢焊条[H]≤3.15mL/100g)。CO2焊对铁锈和水分不敏感,气孔率低。
②短路过渡法热输入低,热影响区小,变形小。
③气体保护焊的力学性能可达到或高于低氢焊条。ER49-1焊丝CO2焊时和ER50-3、ER50-4焊丝MAG焊时,均可得到具有良好强度和韧性的焊缝。这时焊缝金属中的w(Mn)≈1.0%,w(Si)≈0.4%。(https://www.xing528.com)
④短路过渡焊搭桥性能好,适于进行打底焊;焊接熔池小,有利于全位置焊。
3)气体保护焊的成本低
①因为减小了坡口截面积,减少了焊条药皮和焊条头的浪费。
②节约电能,CO2焊耗电量仅仅为焊条电弧焊的34.6%。
③气体保护焊生产效率高,缩短了焊接时间,所以降低了设备的台班费和人工费。
④减少了清渣、打磨等辅助工时。
4)气体保护焊是明弧焊,在半自动焊时,便于焊工观察电弧及熔池,有利于发现问题和调整操作。
5)气体保护焊时,焊丝连续送进,不需要熔剂,也不需要清渣,可以连续焊接,操作方便,特别是与焊接机器人兼容性好。同时也适合于其他自动焊接方法。
6)气体保护焊的种类很多,这些焊接方法几乎可以焊接所有的金属材料,同时还适用于从0.1mm到几十毫米厚的焊件。易于实现高速焊和高效化焊接等。
(2)气体保护焊的主要缺点
1)由于气体保护焊的电流密度大,又是明弧,所以弧光辐射强烈,光污染会损伤眼睛。同时产生很多焊接烟尘,不利于焊工健康。
2)焊枪喷嘴喷出的保护气体易受外部气流的影响。如果风速大于2m/s就必须采取防风措施。同时也要注意工作地的穿堂风和露天的自然风。
3)随着设备的逆变化、数字化和多功能化的发展,焊接设备越来越复杂。为了便于普及和应用,必须简化人机界面。
4)不能完全适应超薄件焊接、高精密焊接、高速焊接和高效化焊接的需要。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。