



进入后置处理器模式后,在“Option File Generator”窗口中单击“新建”按钮 ,在系统弹出的“Define Machine Type”对话框中选中
,在系统弹出的“Define Machine Type”对话框中选中 单选项,依次连续单击
单选项,依次连续单击 按钮,最后单击
按钮,最后单击 按钮,此时“Option File Generator”窗口显示如图9.2.11所示。
按钮,此时“Option File Generator”窗口显示如图9.2.11所示。
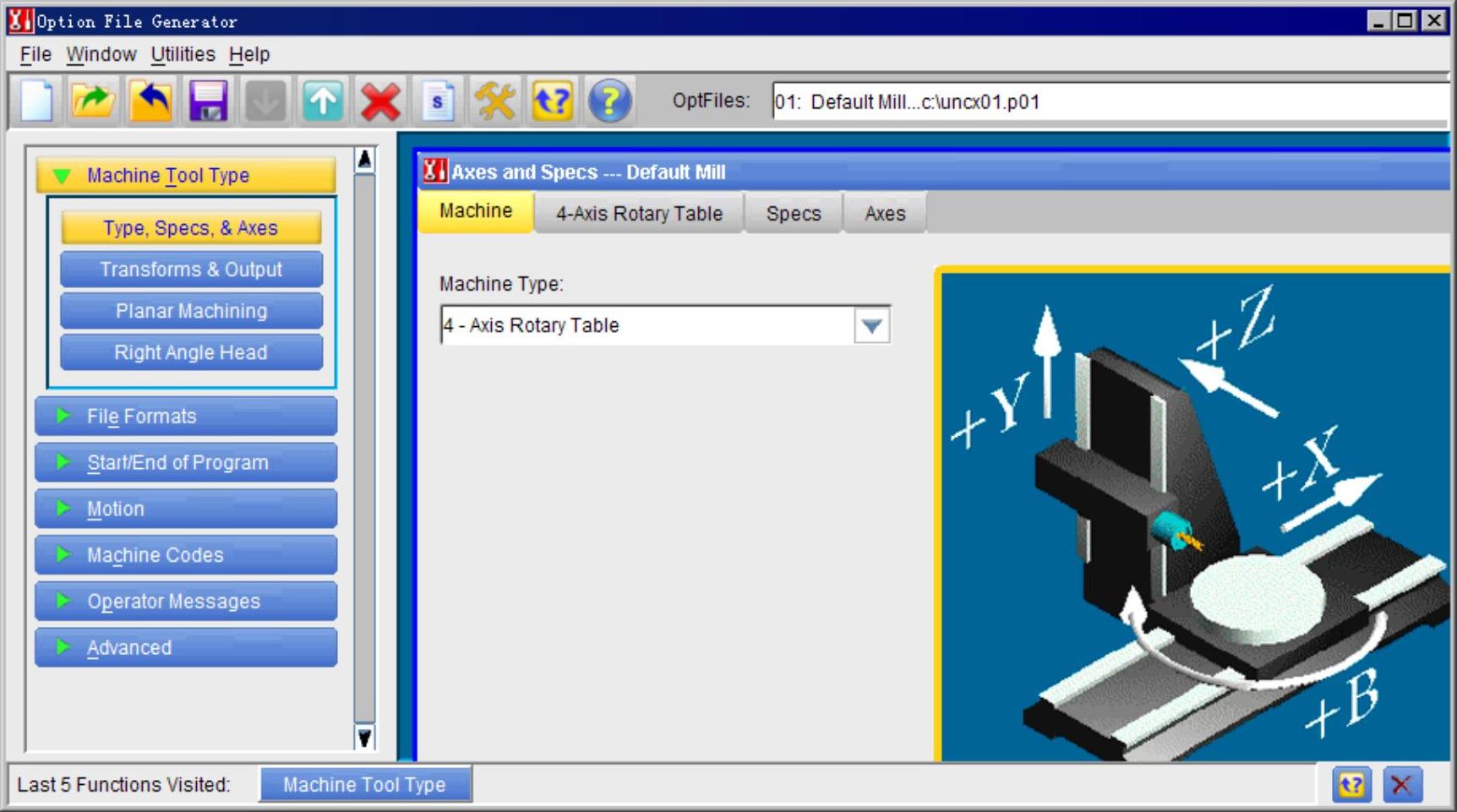
图9.2.11 “Option File Generator”对话框
图9.2.11所示的“Option File Generator”对话框中的各项说明如下:

 :加工机床类型,其下包含有4个选项。选择
:加工机床类型,其下包含有4个选项。选择 选项后,此时右侧页面显示如图9.2.11所示。在
选项后,此时右侧页面显示如图9.2.11所示。在 下拉列表中有7种机床类型可供选择,如图9.2.12所示。
下拉列表中有7种机床类型可供选择,如图9.2.12所示。
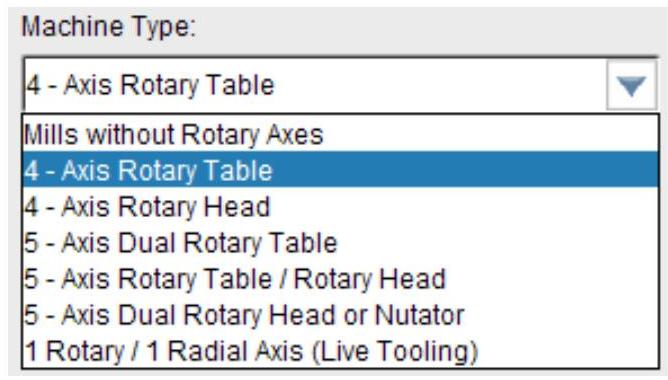
图9.2.12 “Machine Type”下拉列表
选择不同类型的机床,页面选项会随之作出相应的变化。按照系统默认的机床类型,选择页面中的 选项卡,会出现图9.2.13所示的页面。机床的基本参数包括直线轴和回转轴的运动代码属性。
选项卡,会出现图9.2.13所示的页面。机床的基本参数包括直线轴和回转轴的运动代码属性。
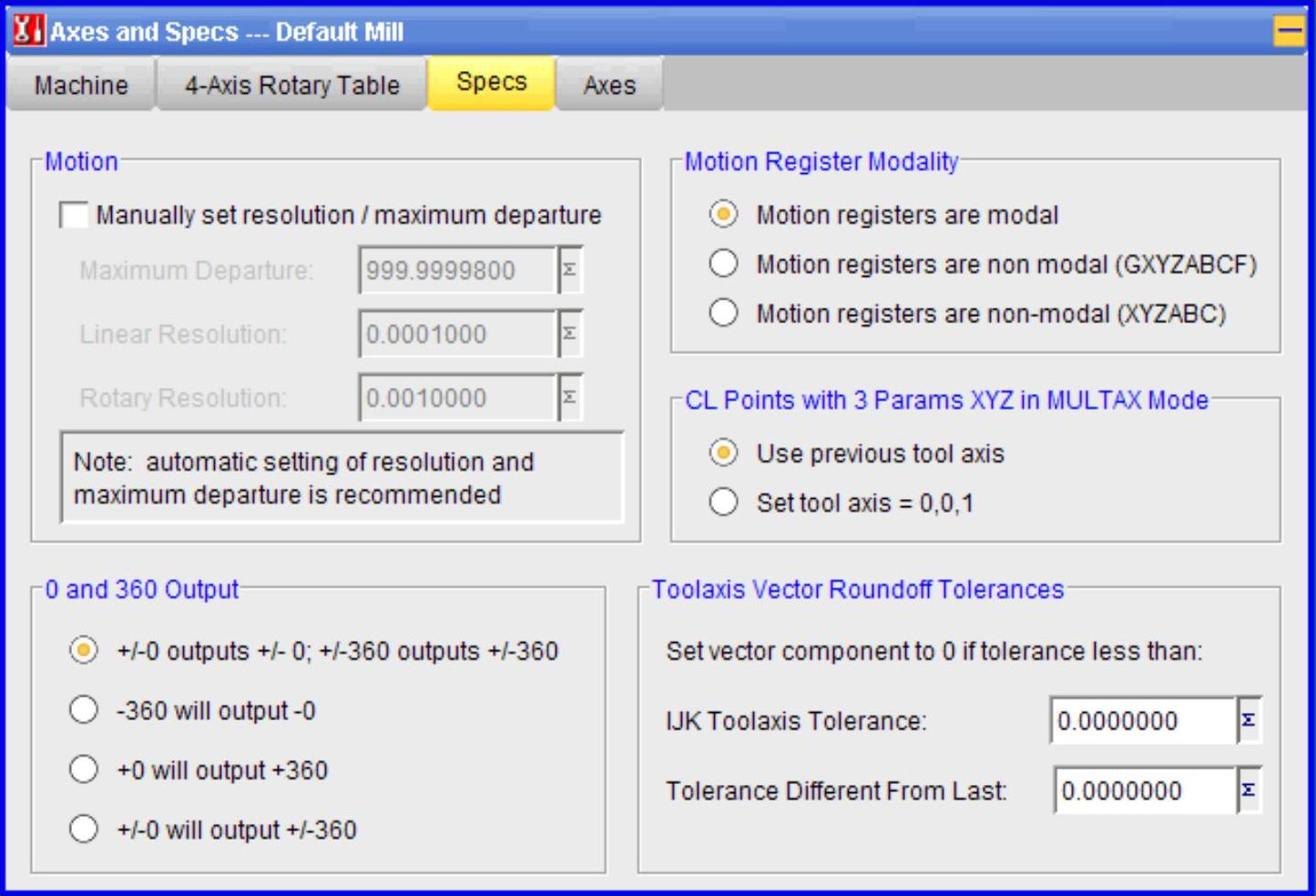
图9.2.13 “Specs”选项卡
 :设置文件格式,其下包含有5个选项。
:设置文件格式,其下包含有5个选项。
●  :MCD文件格式。选择此选项,系统显示图9.2.14所示的页面,可以查看和编辑地址寄存器及其格式,系统对所有的地址寄存器指定输出的顺序,用户可以改变寄存器的位置。
:MCD文件格式。选择此选项,系统显示图9.2.14所示的页面,可以查看和编辑地址寄存器及其格式,系统对所有的地址寄存器指定输出的顺序,用户可以改变寄存器的位置。
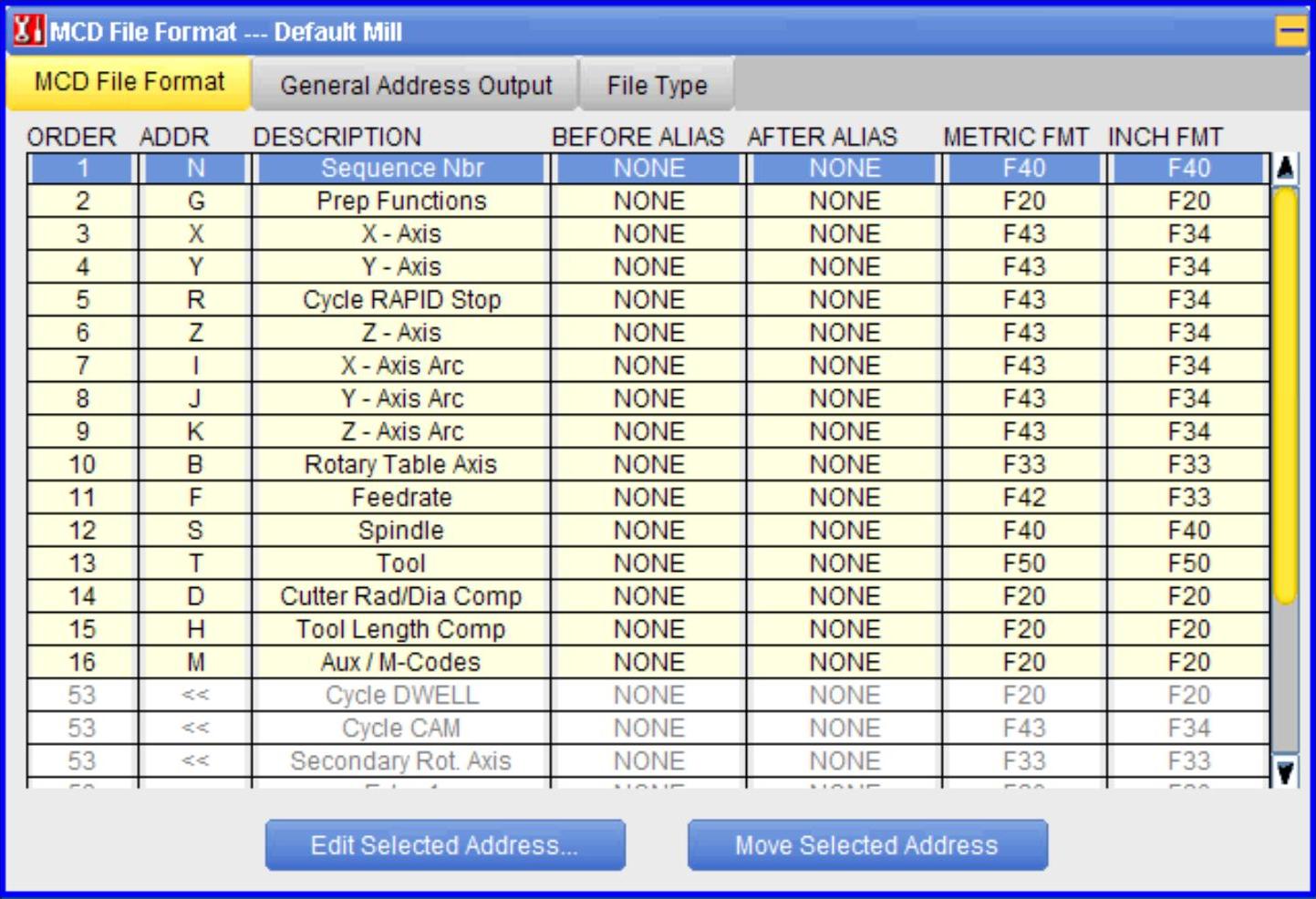
图9.2.14 “MCD File Format”选项卡
☑  :加工代码行的引导字母。
:加工代码行的引导字母。
☑  :准备功能代码,一般为G。
:准备功能代码,一般为G。
☑  :直线坐标X轴的地址。
:直线坐标X轴的地址。
☑  标Y轴的地址。
标Y轴的地址。
☑  :钻孔循环的快速定位距离,一般为R。
:钻孔循环的快速定位距离,一般为R。
☑  :直线坐标Z轴的地址。
:直线坐标Z轴的地址。
☑  :圆弧插补时要指定的圆心X轴的坐标值。
:圆弧插补时要指定的圆心X轴的坐标值。
☑  :圆弧插补时要指定的圆心Y轴的坐标值。
:圆弧插补时要指定的圆心Y轴的坐标值。
☑  :圆弧插补时要指定的圆心Z轴的坐标值。
:圆弧插补时要指定的圆心Z轴的坐标值。
☑  :旋转台的轴线,与机床结构有关。
:旋转台的轴线,与机床结构有关。
☑  :速度控制代码,一般为F。
:速度控制代码,一般为F。
☑  :主轴速度控制代码,一般为S。
:主轴速度控制代码,一般为S。
☑  :刀具代码,一般为T。
:刀具代码,一般为T。
☑  :切削刀具的半径补偿量,一般为D。
:切削刀具的半径补偿量,一般为D。
☑  :切削刀具的长度补偿量,一般为H。
:切削刀具的长度补偿量,一般为H。
☑  :辅助功能代码,一般为M。
:辅助功能代码,一般为M。
●  :列表文件格式,其显示页面如图9.2.15所示。用户可以在此页面中修改选配文件的标题、打印列表信息、处理系统提供的警告信息、选择打印格式和打印输出数据的格式等各项操作。
:列表文件格式,其显示页面如图9.2.15所示。用户可以在此页面中修改选配文件的标题、打印列表信息、处理系统提供的警告信息、选择打印格式和打印输出数据的格式等各项操作。
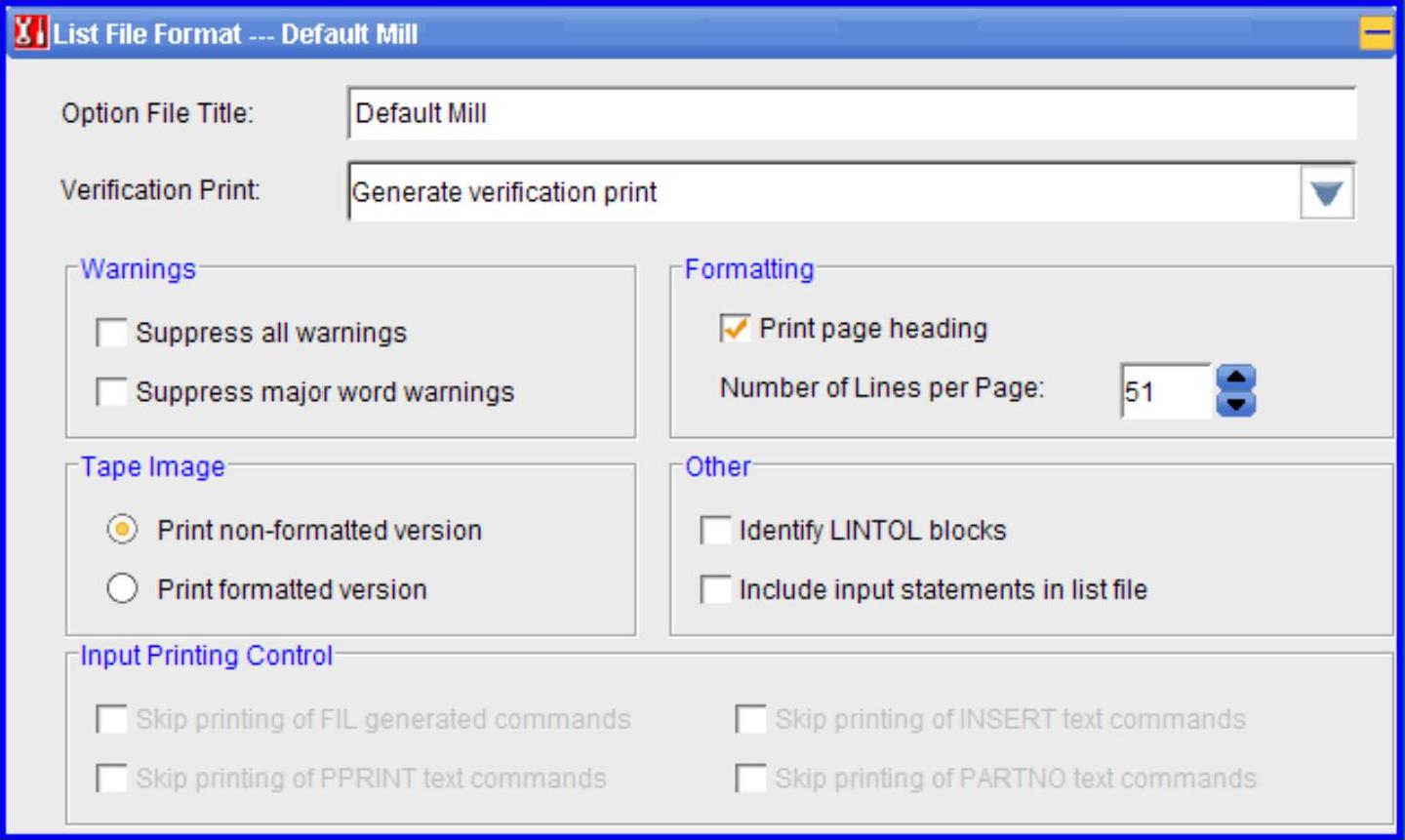
图9.2.15 “List File Format”对话框
☑  :设置选配文件的标题,最大允许字符数为66。
:设置选配文件的标题,最大允许字符数为66。
☑  :信息打印选项,提供了几个选项,可以删除或确认打印列表。
:信息打印选项,提供了几个选项,可以删除或确认打印列表。
☑  :提供信息给出的警告信息。
:提供信息给出的警告信息。 表示是否隐藏全部警告;
表示是否隐藏全部警告; 表示是否隐合主关键字警告。
表示是否隐合主关键字警告。
☑  :设置打印格式。
:设置打印格式。 表示是否将后处理器的标题打印在每一页上:
表示是否将后处理器的标题打印在每一页上: 表示每页打印的最大行数。
表示每页打印的最大行数。
☑  :输出数据格式。可以打印机床控制数据,格式完全与在数控系统的表现一致,也可以自定义输出格式。
:输出数据格式。可以打印机床控制数据,格式完全与在数控系统的表现一致,也可以自定义输出格式。 表示打印没有进行格式化的版本;
表示打印没有进行格式化的版本; 表示打印格式化的版本。
表示打印格式化的版本。
☑  :其他选项。
:其他选项。
●  :定义程序段标号,其显示页面如图9.2.16所示。
:定义程序段标号,其显示页面如图9.2.16所示。
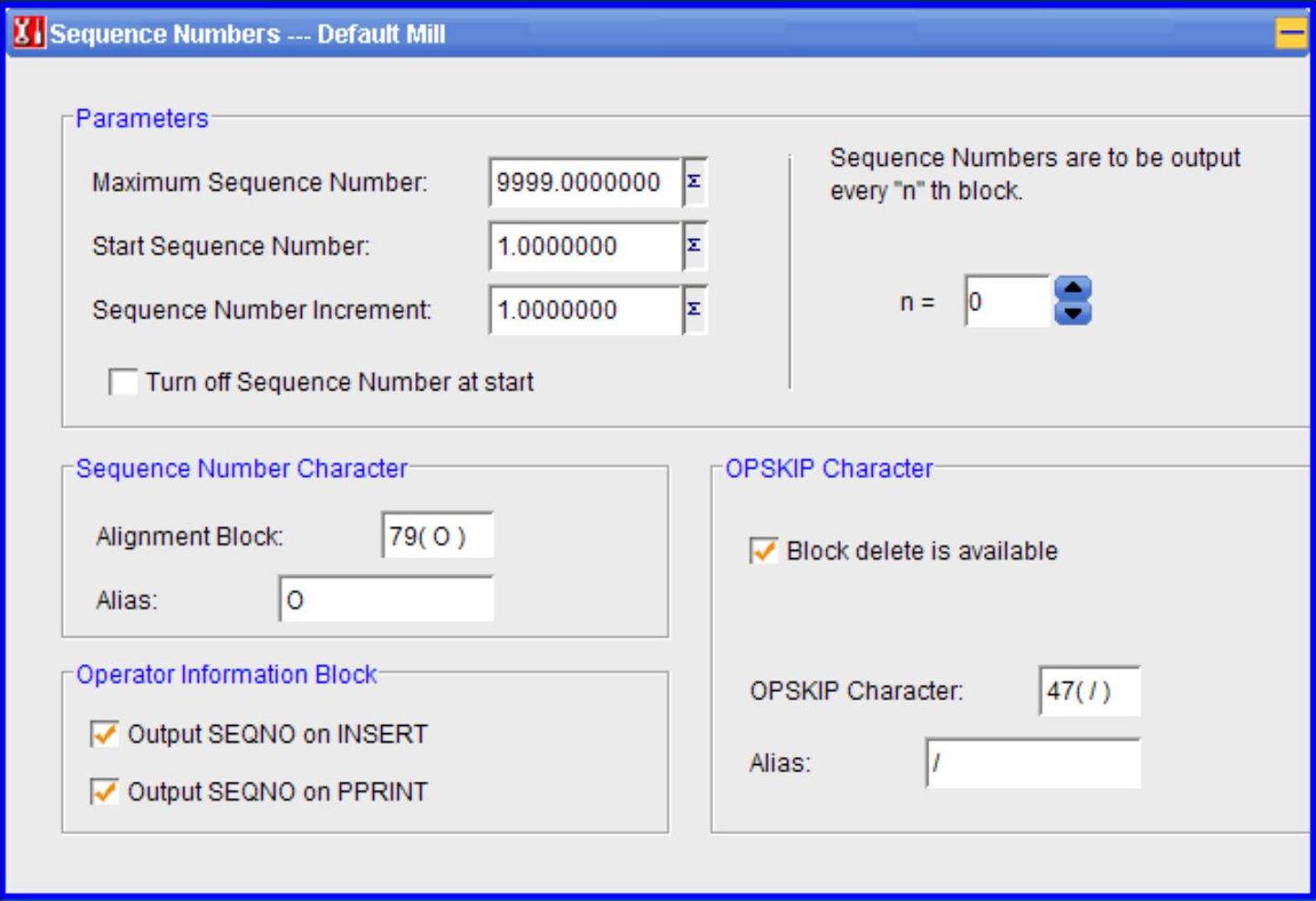
图9.2.16 “Sequence Numbers”对话框
☑  :参数设置。其中
:参数设置。其中 为设置程序行号的最大值,默认值为9999;
为设置程序行号的最大值,默认值为9999; 为设置数控代码程序行号的起始数字,默认值为1;
为设置数控代码程序行号的起始数字,默认值为1; 为设置数控代码程序行号的增量值,默认值为1;
为设置数控代码程序行号的增量值,默认值为1; 用于控制是否在开始关闭行号的生成。
用于控制是否在开始关闭行号的生成。 :表示每隔N行输出程序行号。
:表示每隔N行输出程序行号。
☑  :程序标号字符。其中
:程序标号字符。其中 表示对程序标号分配的块序号;
表示对程序标号分配的块序号; 显示了程序标号块的对应ASCII码。
显示了程序标号块的对应ASCII码。
☑  操作信息块。其中的两个选项分别表示是否对INSERT和PPRINT语句的操作信息插入行号。
操作信息块。其中的两个选项分别表示是否对INSERT和PPRINT语句的操作信息插入行号。
☑  :跳过字符。
:跳过字符。 表示程序段删除有效;
表示程序段删除有效; 用来设置程序段跳过的字符;
用来设置程序段跳过的字符; 显示了跳过字符对应ASCII码。
显示了跳过字符对应ASCII码。
●  :仿真文件。
:仿真文件。
●  :HTML包。
:HTML包。
 :程序起始与结束的设置。单击此按钮,系统会显示图9.2.17所示的″Progam Start/End″对话框。
:程序起始与结束的设置。单击此按钮,系统会显示图9.2.17所示的″Progam Start/End″对话框。
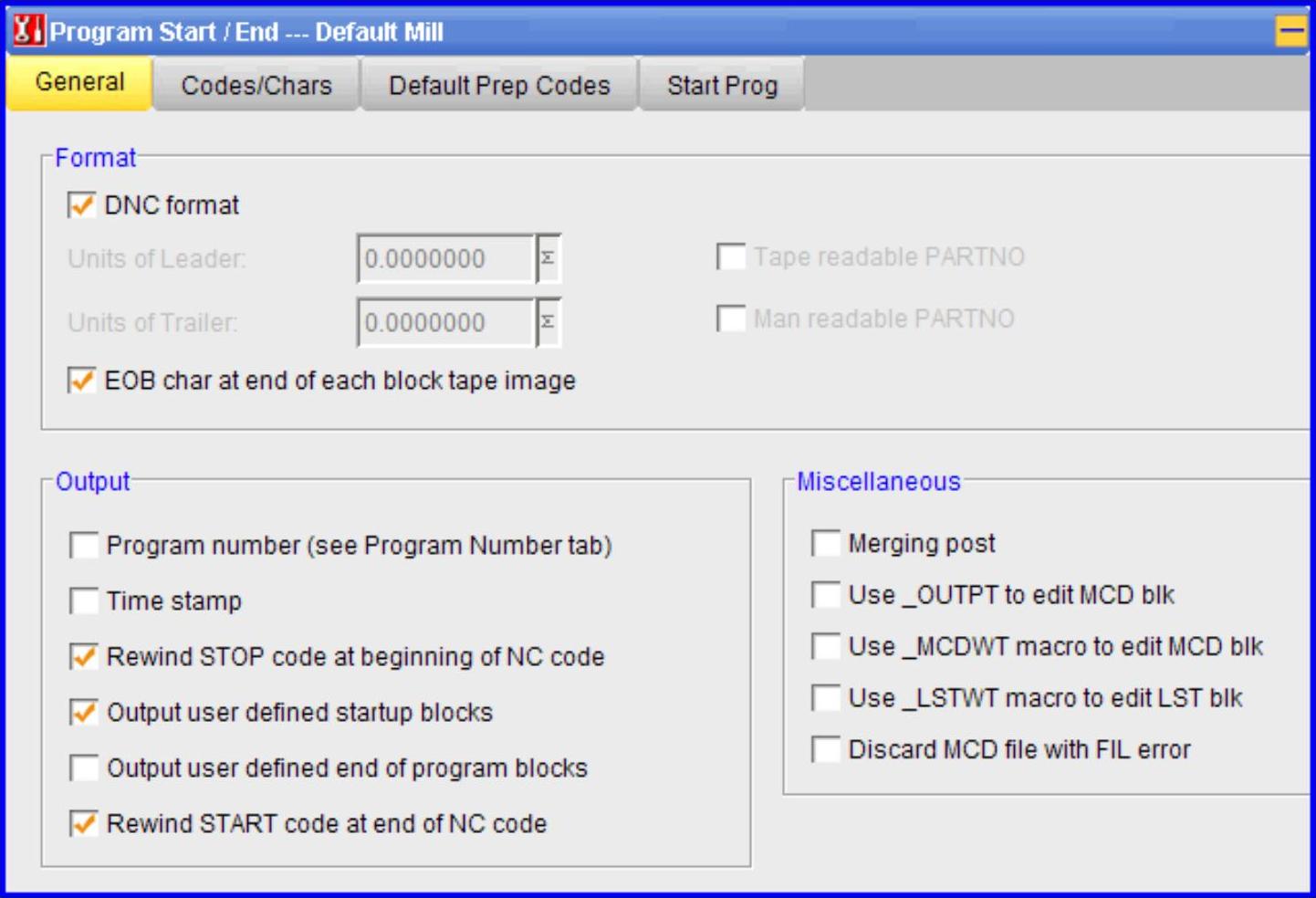
图9.2.17 “Progam Start/End”对话框
●  :基本格式。其中
:基本格式。其中 选项表示DNC格式,选择此选项,数据文件将适合在分布式数控系统环境下使用;
选项表示DNC格式,选择此选项,数据文件将适合在分布式数控系统环境下使用; 选项表示允许在代码行的末尾增加或删除标记。
选项表示允许在代码行的末尾增加或删除标记。
●  :输出选项。通过选择其下的复选框,可以增加Rewind STOP代码、输出时间和日期信息、增加自定义代码和增加Rewind START代码。
:输出选项。通过选择其下的复选框,可以增加Rewind STOP代码、输出时间和日期信息、增加自定义代码和增加Rewind START代码。
●  :杂项。通过选择其下的复选框,可以设定Merging post等选项。
:杂项。通过选择其下的复选框,可以设定Merging post等选项。
 :运动代码。选择此选项,系统会显示所包含的运动类型。
:运动代码。选择此选项,系统会显示所包含的运动类型。
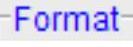
●  :一般选项,其页面如图9.2.18所示。
:一般选项,其页面如图9.2.18所示。 表示对同一点的处理方法,其中选中
表示对同一点的处理方法,其中选中 单选项便是不输出同一点;选中
单选项便是不输出同一点;选中 单选项表示输出同一点;选中
单选项表示输出同一点;选中 单选项表示在多轴时输出0长度。
单选项表示在多轴时输出0长度。
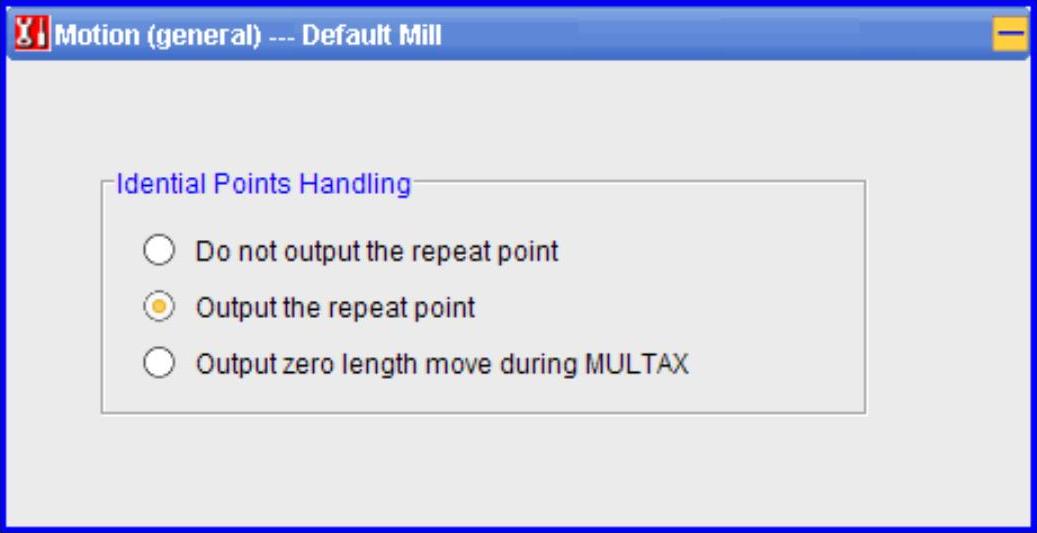
图9.2.18 “Motion(general)”对话框
●  :直线插补运动代码,用来设置直线插补的G代码,其页面显示如图9.2.19所示。
:直线插补运动代码,用来设置直线插补的G代码,其页面显示如图9.2.19所示。
图9.2.19 “Linear Motion”对话框
☑  :用来设置直线插补G代码,默认值为1。
:用来设置直线插补G代码,默认值为1。
☑  :表示直线插补的代码都是模态的。
:表示直线插补的代码都是模态的。
☑  :选中该选项表示在同一程序段中输出XYZ坐标。
:选中该选项表示在同一程序段中输出XYZ坐标。
☑  :选中该选项表示先输出XY坐标然后输出Z坐标。
:选中该选项表示先输出XY坐标然后输出Z坐标。
☑  :选中该选项表示先输出Z坐标然后输出XY坐标。
:选中该选项表示先输出Z坐标然后输出XY坐标。
●  :定义快速运动的相关参数,其页面显示如图9.2.20所示。
:定义快速运动的相关参数,其页面显示如图9.2.20所示。
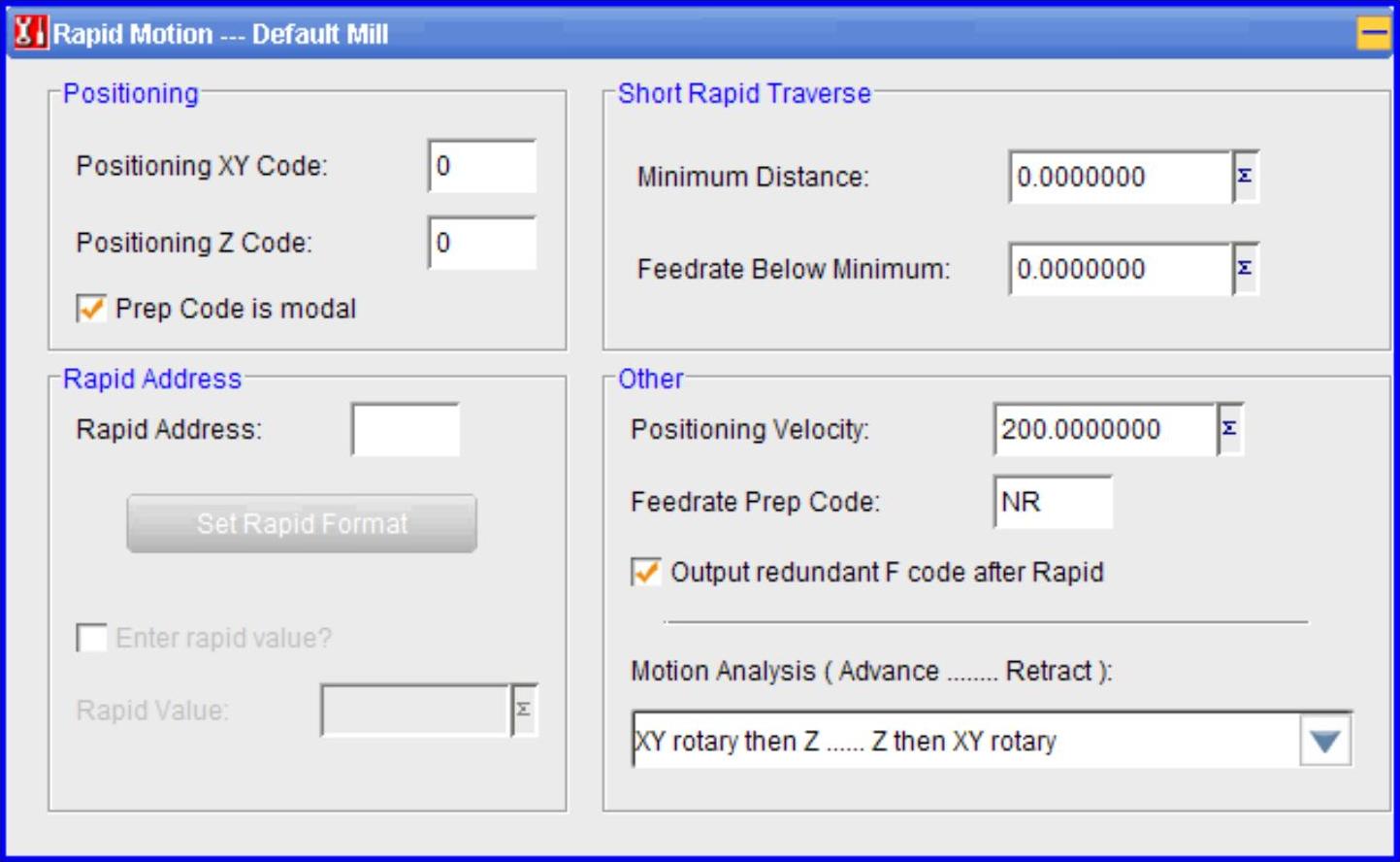
图9.2.20 “Rapid Motion”对话框
☑  :用于设置定位方式的参数。
:用于设置定位方式的参数。
☑  :设置机床快速定位XY轴的G代码,默认值为0。
:设置机床快速定位XY轴的G代码,默认值为0。
☑  :设置机床快速定位Z轴的G代码,默认值为0。
:设置机床快速定位Z轴的G代码,默认值为0。
☑  :设定快速运动的代码是否为模态。
:设定快速运动的代码是否为模态。
☑  :设置快速定位时机床的地址。
:设置快速定位时机床的地址。
☑  :用于设置最短快速行程的参数。
:用于设置最短快速行程的参数。
☑  :设置允许快速定位的最小距离。
:设置允许快速定位的最小距离。
☑  :设置快速定位的下限。(https://www.xing528.com)
:设置快速定位的下限。(https://www.xing528.com)
☑  :用于设置其他的参数。
:用于设置其他的参数。
☑  :设置快速定位时的速度。
:设置快速定位时的速度。
☑  :表示速度单位的G代码数字。
:表示速度单位的G代码数字。
☑  :用于设置是否在快速移动后输出额外的F代码。
:用于设置是否在快速移动后输出额外的F代码。
●  :定义圆弧插补运动的相关参数,其页面显示如图9.2.21所示。
:定义圆弧插补运动的相关参数,其页面显示如图9.2.21所示。
☑  :用于设置是否禁止圆弧插补功能。
:用于设置是否禁止圆弧插补功能。
☑  :顺时针圆弧插补G代码,默认值为2。
:顺时针圆弧插补G代码,默认值为2。
☑  :逆时针圆弧插补G代码,默认值为3。
:逆时针圆弧插补G代码,默认值为3。
☑  :用于设置圆弧插补的代码是否为模态。
:用于设置圆弧插补的代码是否为模态。
☑  :用于设置XYZ代码是否为模态代码。
:用于设置XYZ代码是否为模态代码。
☑  :用于设置圆弧的输出方式。
:用于设置圆弧的输出方式。
☑  :用于设置每个程序段的最大输出角度。
:用于设置每个程序段的最大输出角度。
☑  :用于设置修正圆弧代码的方式。
:用于设置修正圆弧代码的方式。
☑  :设置允许圆弧插补的最大半径值。
:设置允许圆弧插补的最大半径值。
☑  :用于设置圆弧Z向偏差的公差数值。
:用于设置圆弧Z向偏差的公差数值。
☑  :用于设置圆弧3600的起终点公差数值。
:用于设置圆弧3600的起终点公差数值。
☑  :用于设置是否开启真实圆弧进给速率计算。
:用于设置是否开启真实圆弧进给速率计算。
☑  :用于设置是否在每个圆弧段后输出F代码。
:用于设置是否在每个圆弧段后输出F代码。
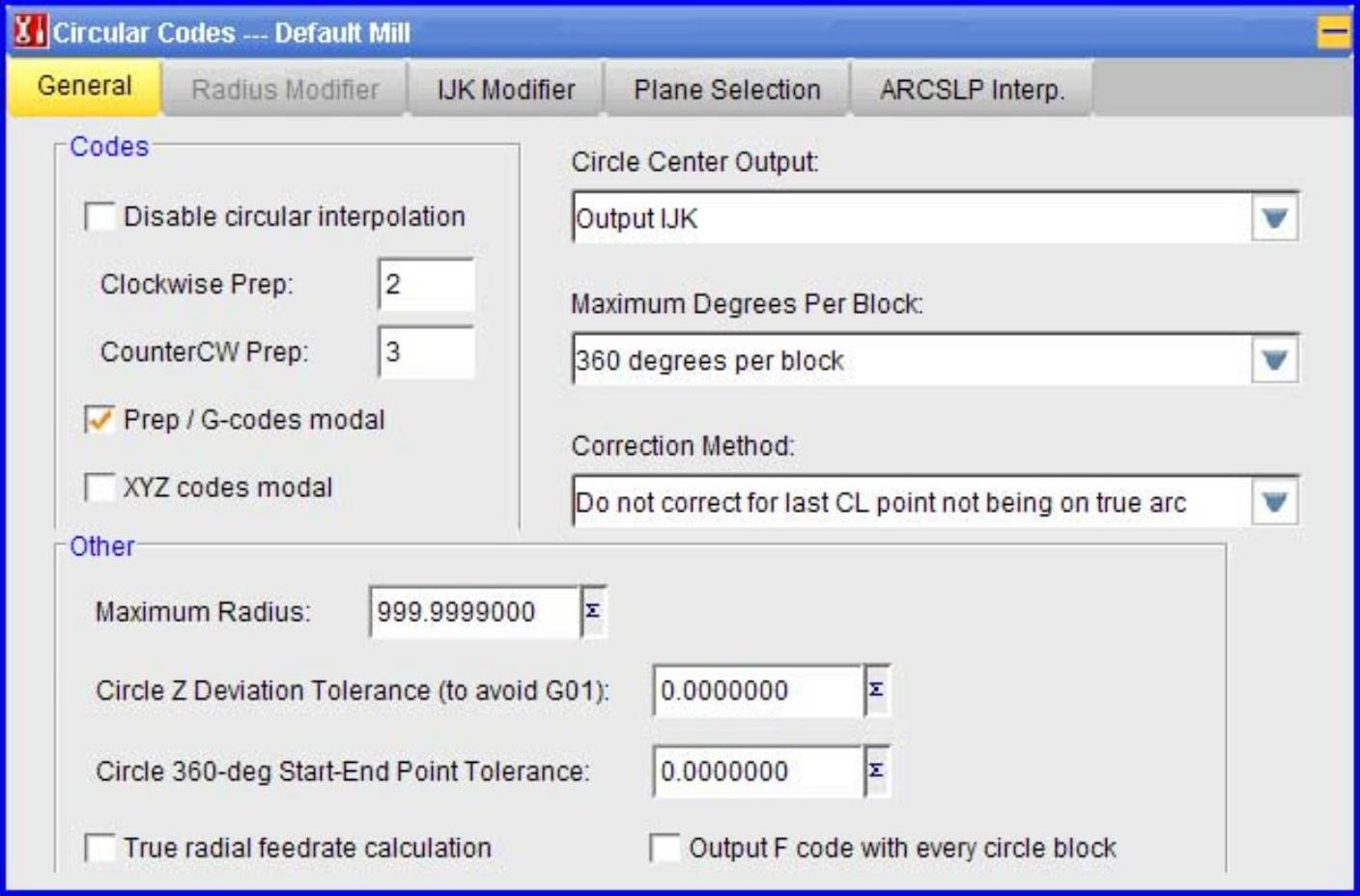
图9.2.21 “Circular Codes”对话框
●  :定义循环的相关参数,其页面显示如图9.2.22所示。
:定义循环的相关参数,其页面显示如图9.2.22所示。
☑  :指定循环程序段内的Z值为绝对坐标值。
:指定循环程序段内的Z值为绝对坐标值。
☑  :指定循环程序段内的Z值为带符号的增量坐标值。
:指定循环程序段内的Z值为带符号的增量坐标值。
☑  :指定循环程序段内的Z值为不带符号的增量坐标值。
:指定循环程序段内的Z值为不带符号的增量坐标值。
☑  :自动回退到平面以上的坐标值。在其后面的文本框中输入相应的数值,系统将会自动从编程的退刀面高度减去这个数值。
:自动回退到平面以上的坐标值。在其后面的文本框中输入相应的数值,系统将会自动从编程的退刀面高度减去这个数值。
☑  :表示与固定循环有关的寄存器地址,其下面的四个选项分别表示固定循环深度增量值寄存器、固定循环暂停时间的寄存器地址、固定循环停止的CAM号码和固定循环的第二退刀面。
:表示与固定循环有关的寄存器地址,其下面的四个选项分别表示固定循环深度增量值寄存器、固定循环暂停时间的寄存器地址、固定循环停止的CAM号码和固定循环的第二退刀面。
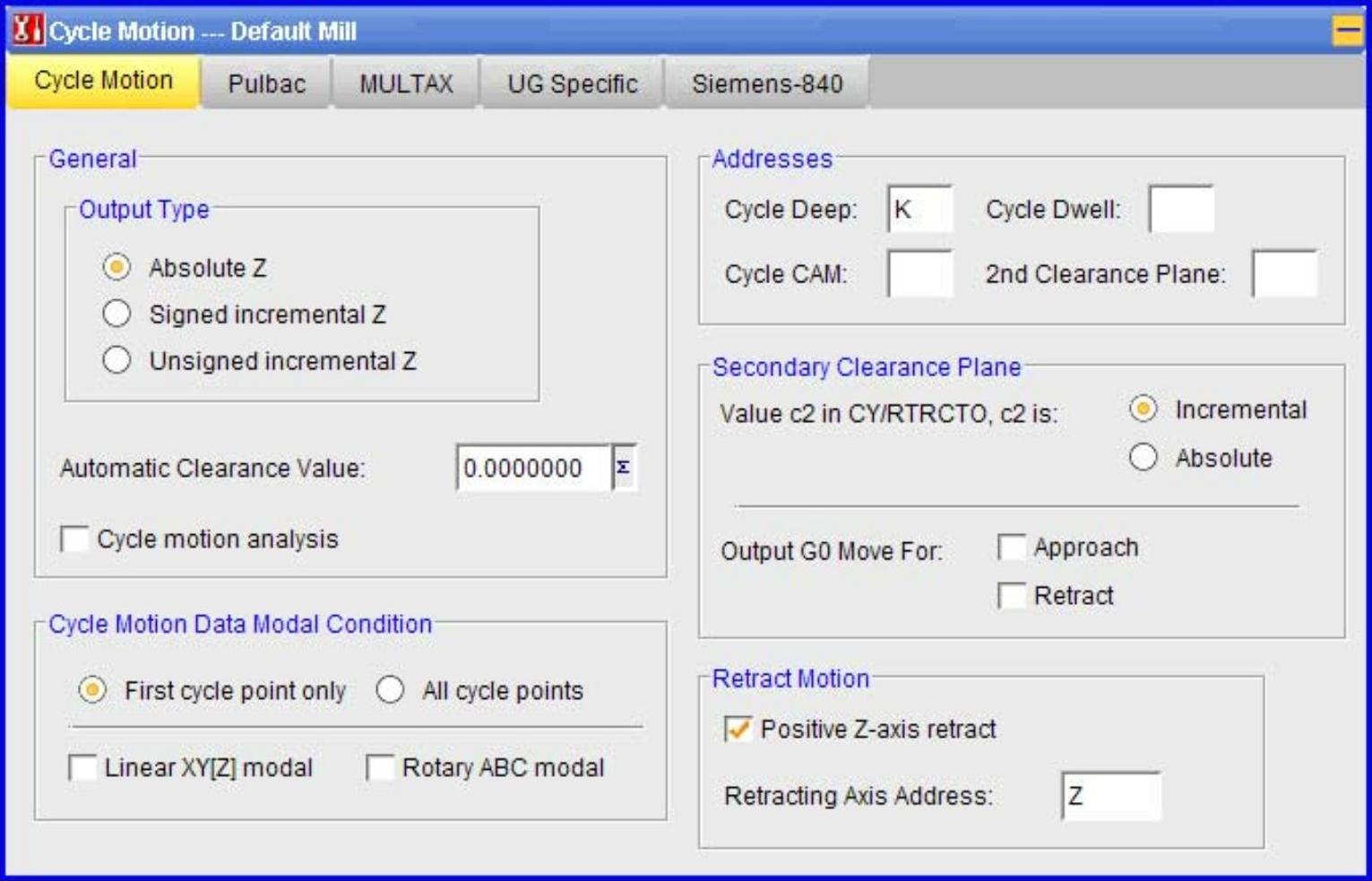
图9.2.22 “Cycle Motion”对话框
 :机床加工代码。单击此按钮,其下会显示8种机床代码,如图9.2.23所示。
:机床加工代码。单击此按钮,其下会显示8种机床代码,如图9.2.23所示。
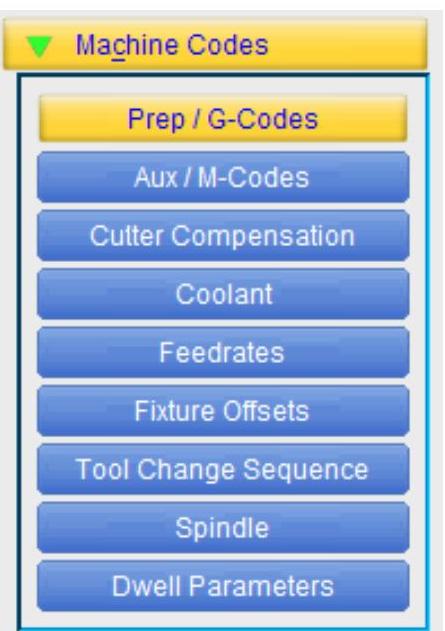
图9.2.23 机床代码类型
●  :准备功能代码。单击此按钮,其页面显示如图9.2.24所示。
:准备功能代码。单击此按钮,其页面显示如图9.2.24所示。
☑  :工件坐标系设定G代码,默认值为92。
:工件坐标系设定G代码,默认值为92。
☑  :指定英制单位的代码和米制单位的代码。
:指定英制单位的代码和米制单位的代码。
☑  :指定绝对编程和增量编程G代码,默认值为90和91。
:指定绝对编程和增量编程G代码,默认值为90和91。
☑  :指定高速攻螺纹代码。
:指定高速攻螺纹代码。
☑  :用于设置各种循环的G代码。
:用于设置各种循环的G代码。
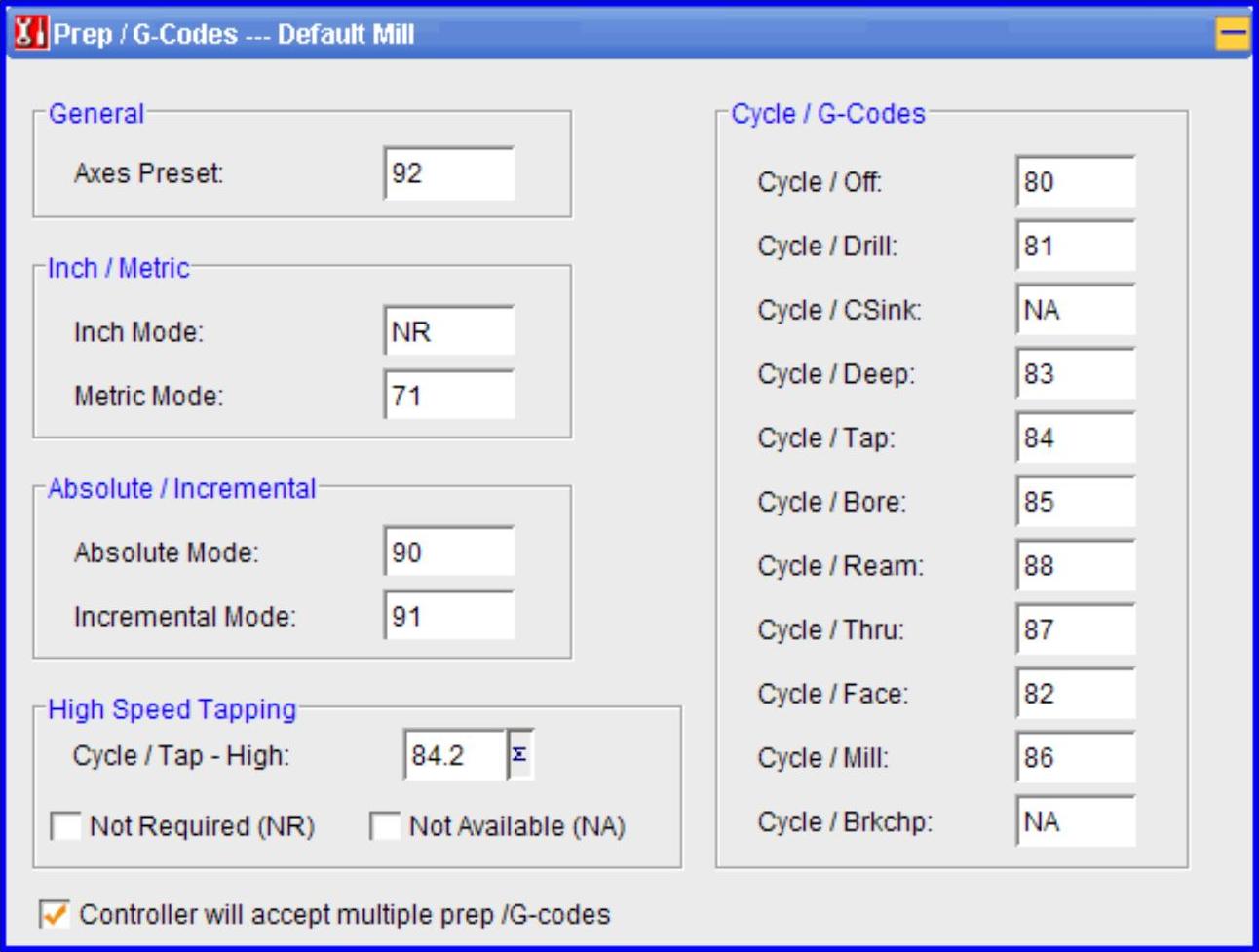
图9.2.24 “准备功能代码”对话框
●  :辅助功能代码。单击此按钮,其页面显示如图9.2.25所示。
:辅助功能代码。单击此按钮,其页面显示如图9.2.25所示。
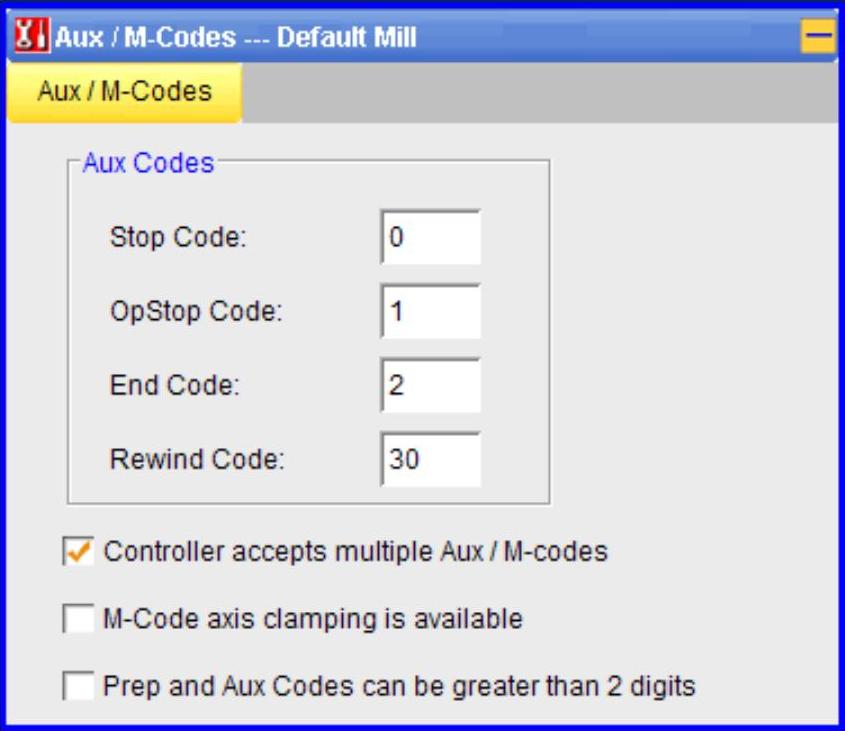
图9.2.25 “Aux/M-Codes”对话框
☑  :暂停代码。
:暂停代码。
☑  :选择性停止代码。
:选择性停止代码。
☑  :结束代码。
:结束代码。
☑  :程序结束并返回起始点。
:程序结束并返回起始点。
●  :刀具补偿。单击此按钮,其页面显示如图9.2.26所示。
:刀具补偿。单击此按钮,其页面显示如图9.2.26所示。
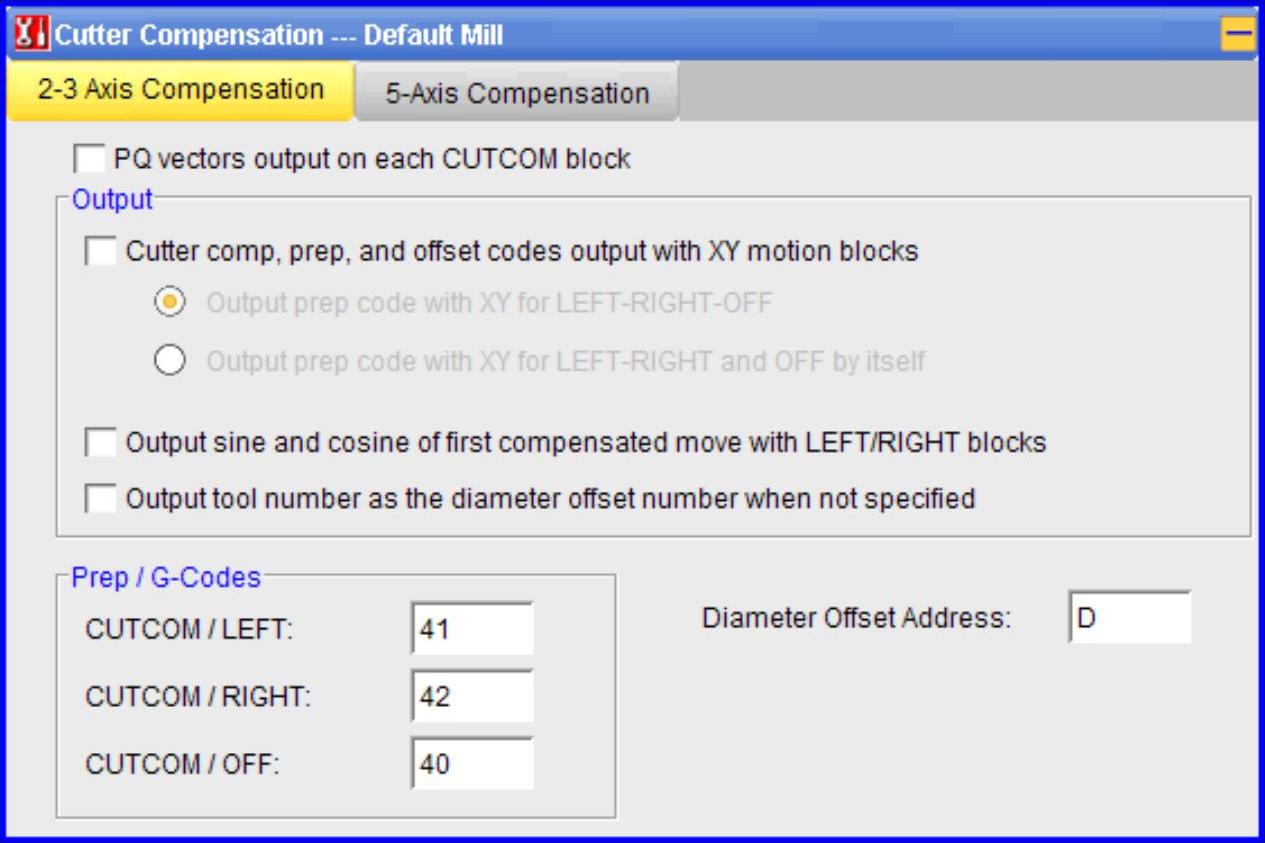
图9.2.26 “Cutter Compensation”对话框
●  :切削液。单击此按钮,其页面显示如图9.2.27所示。
:切削液。单击此按钮,其页面显示如图9.2.27所示。
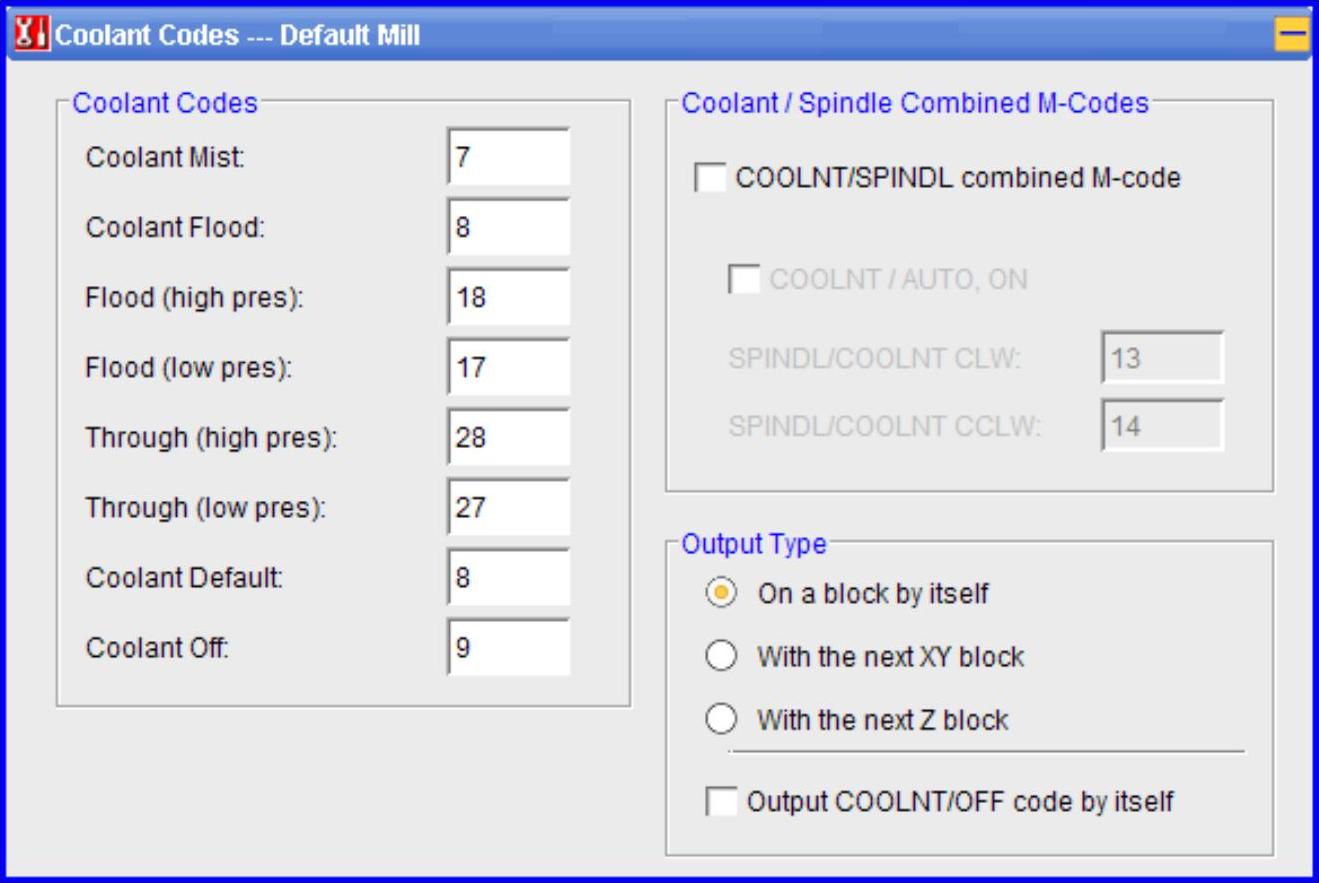
图9.2.27 “Coolant Codes”对话框
●  :进给速度。单击此按钮,其页面显示如图9.2.28所示。
:进给速度。单击此按钮,其页面显示如图9.2.28所示。
☑  :表示允许使用进给速度超程的M代码。
:表示允许使用进给速度超程的M代码。
☑  :表示禁止使用进给速度超程的M代码。
:表示禁止使用进给速度超程的M代码。
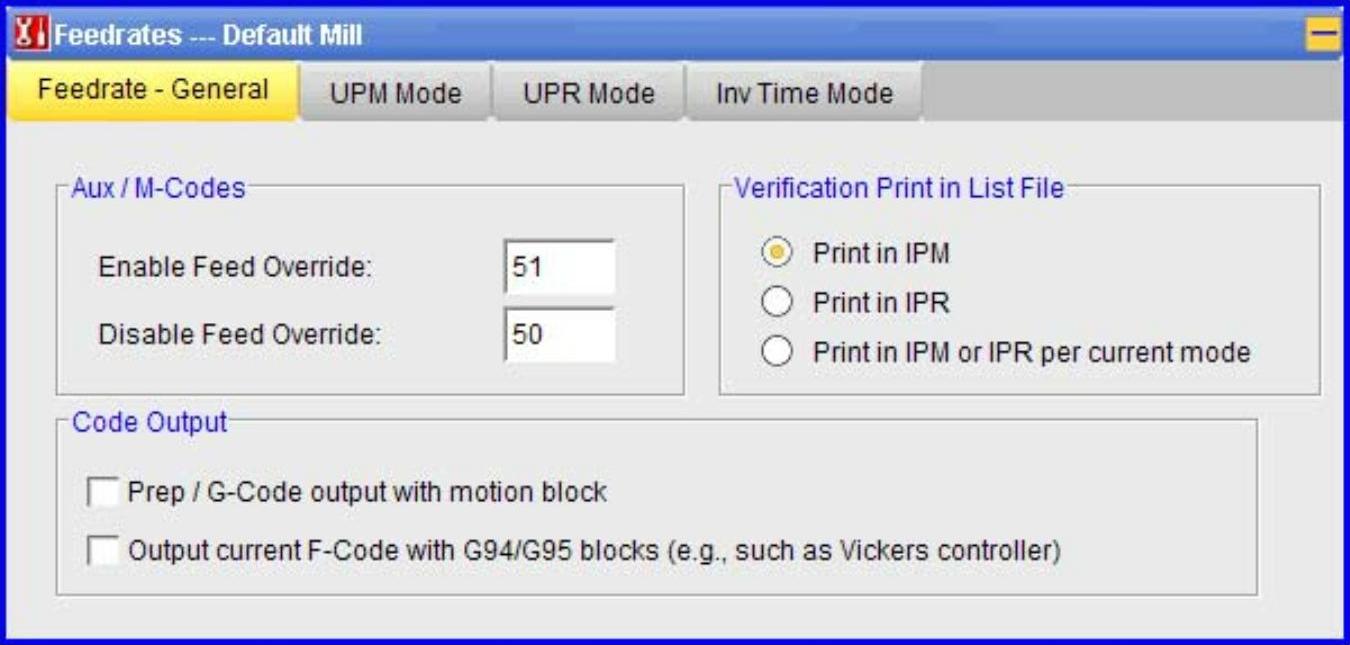
图9.2.28 “Feedrates”对话框
●  :夹具偏置。单击此按钮,其页面显示如图9.2.29所示。
:夹具偏置。单击此按钮,其页面显示如图9.2.29所示。
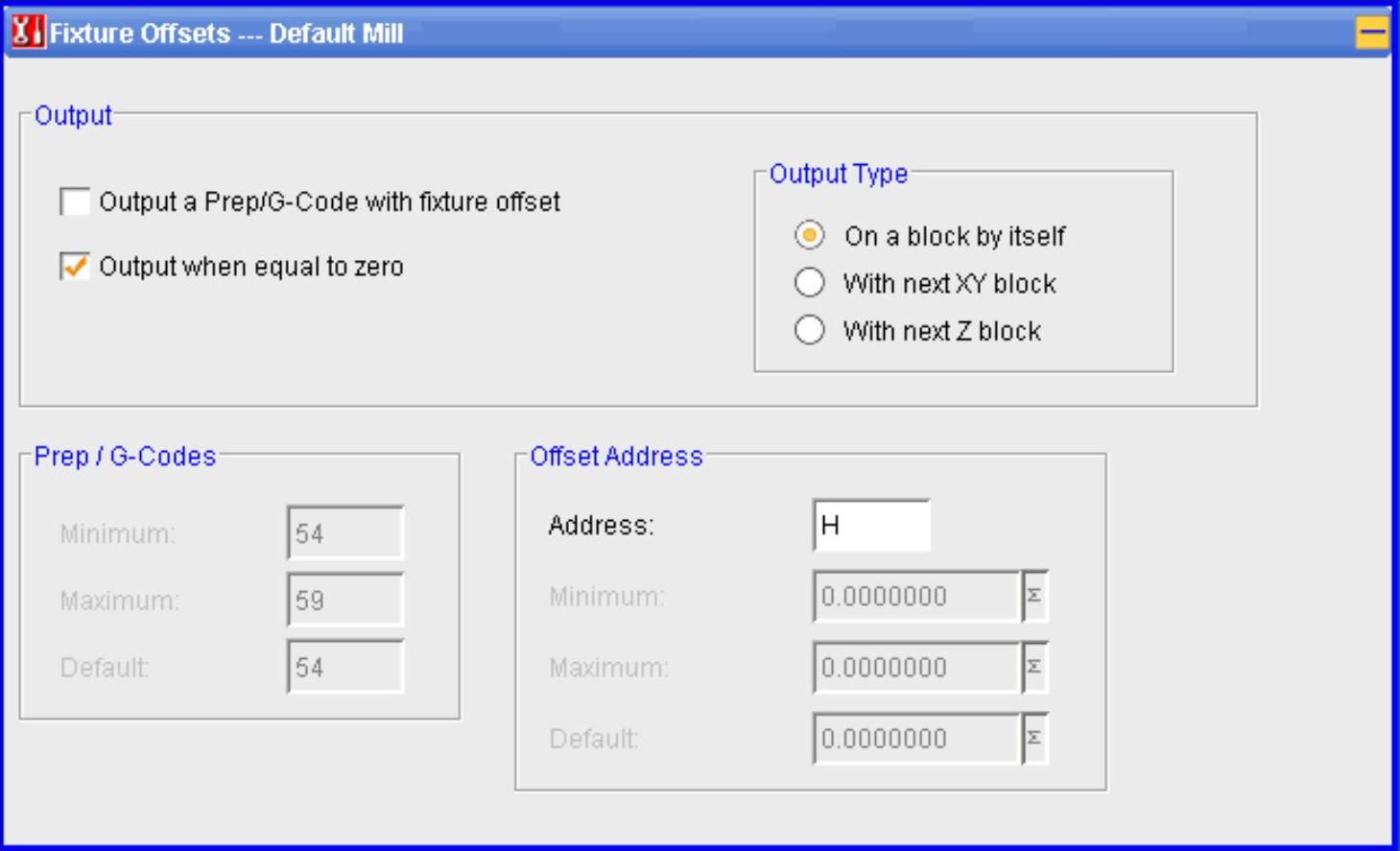
图9.2.29 “Fixture Offsets”对话框
●  :换刀序列,可以进行换刀时间的设置,换刀代码,换刀输出形式以及换刀点的位置,同时也可以对换刀的坐标系进行设置,如图9.2.30所示。
:换刀序列,可以进行换刀时间的设置,换刀代码,换刀输出形式以及换刀点的位置,同时也可以对换刀的坐标系进行设置,如图9.2.30所示。
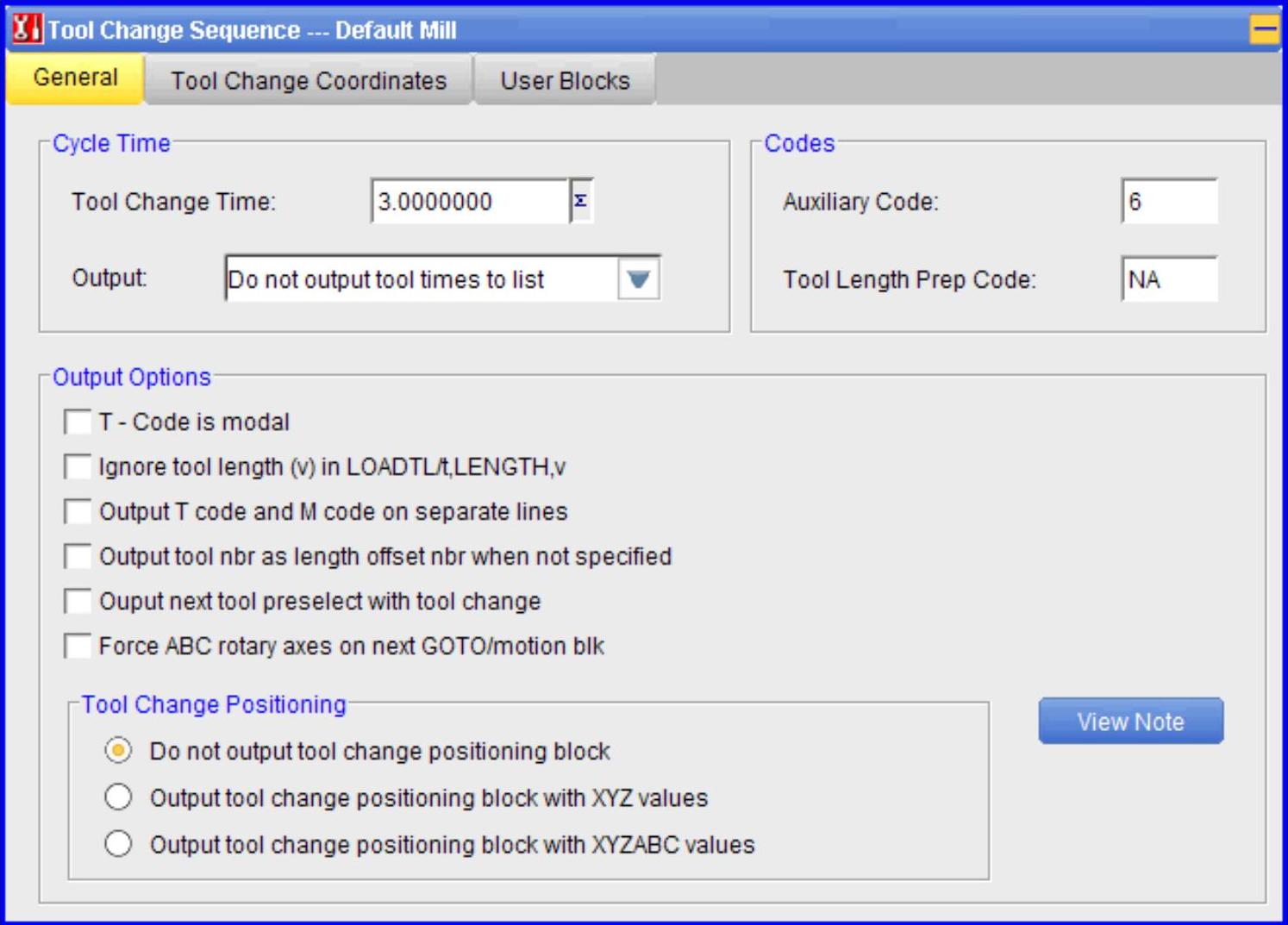
图9.2.30 “Tool Change Sequence”对话框
●  :主轴。单击此按钮,其页面显示如图9.2.31所示。
:主轴。单击此按钮,其页面显示如图9.2.31所示。
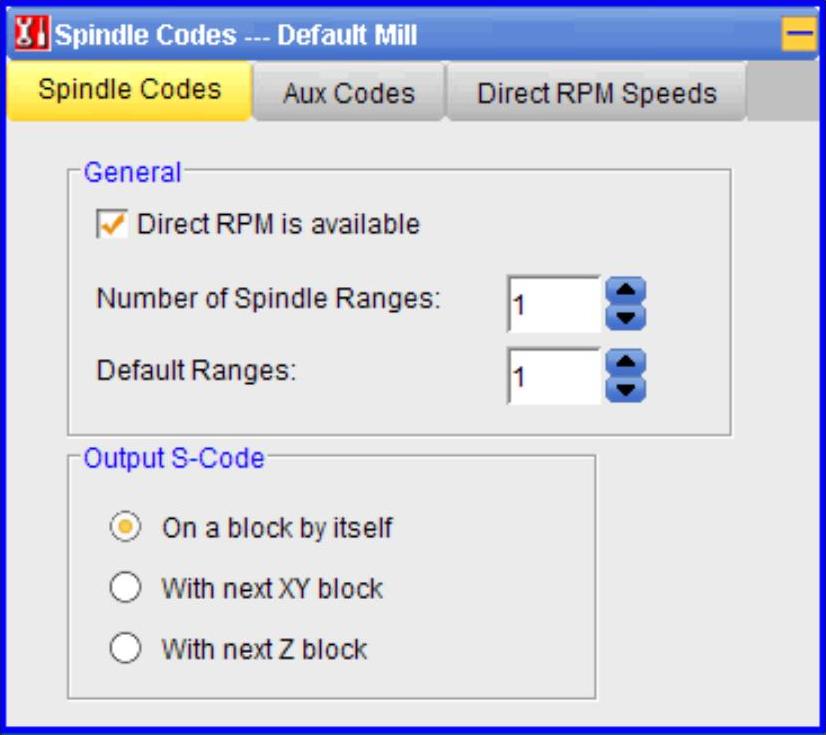
图9.2.31 “Spindle Codes”对话框
●  :停留参数。单击此按钮,其页面显示如图9.2.32所示。
:停留参数。单击此按钮,其页面显示如图9.2.32所示。
●  :设置的最小暂停时间。
:设置的最小暂停时间。
●  :设置的最大暂停时间。
:设置的最大暂停时间。
●  :对暂停时间给定的放大系数。
:对暂停时间给定的放大系数。
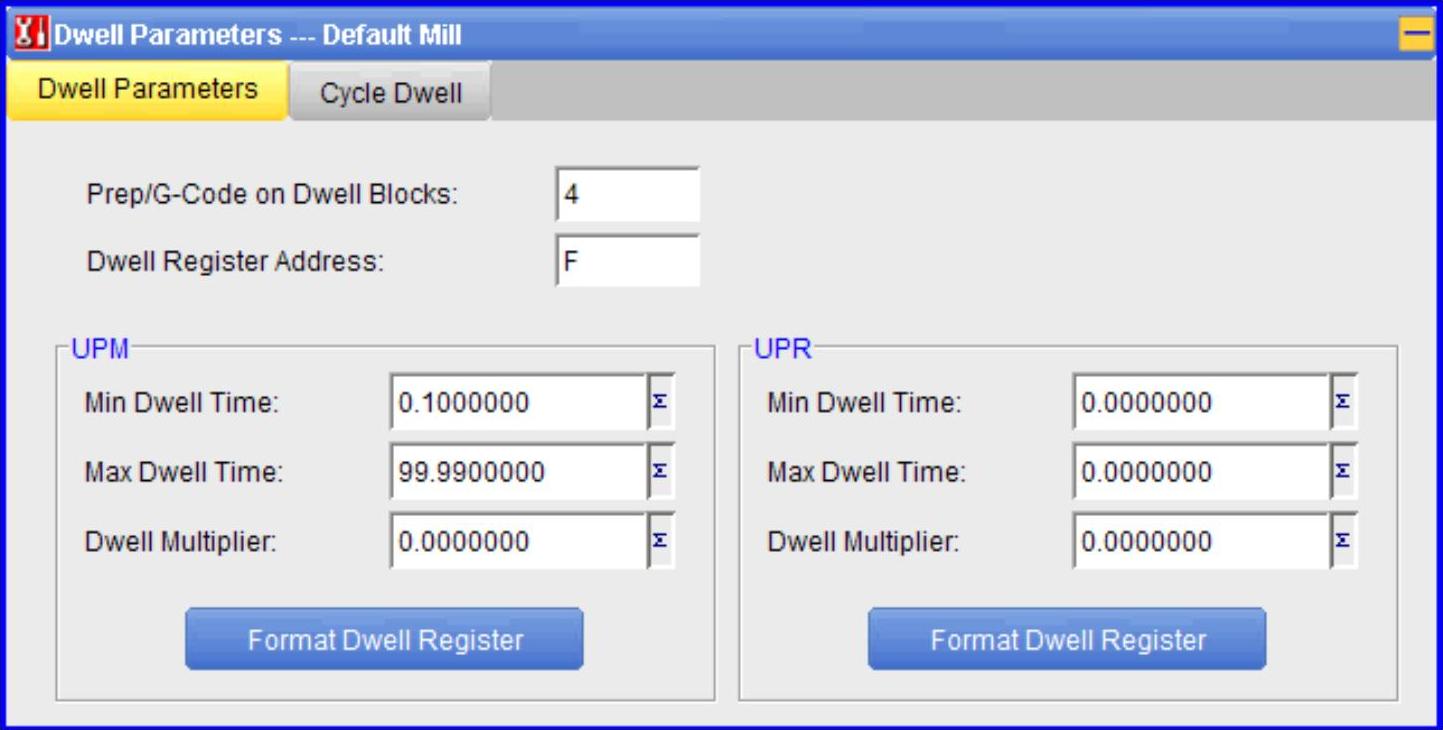
图9.2.32 “Dwell Parameters”对话框
 :单击此按钮,系统会显示图9.2.33所示的″Operator Messages″对话框。
:单击此按钮,系统会显示图9.2.33所示的″Operator Messages″对话框。
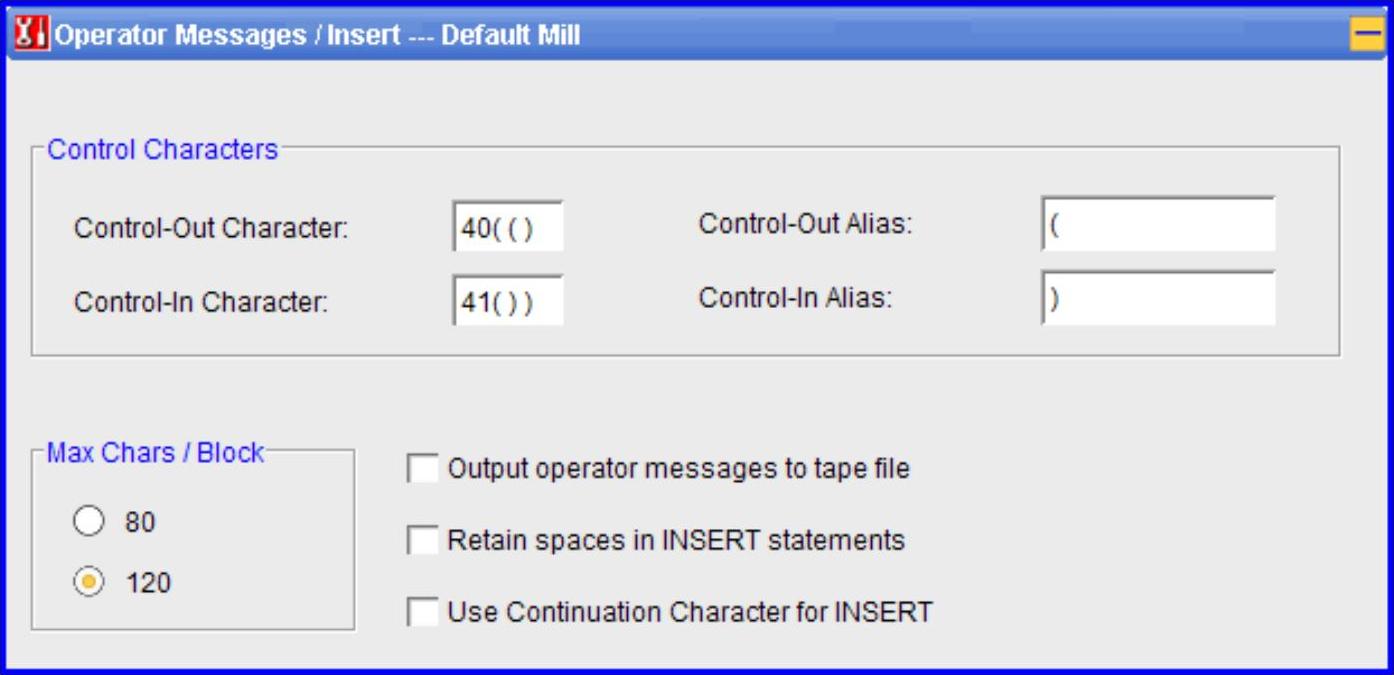
图9.2.33 “Operator Messages”对话框
 :高级选项。选择此选项,用户可以选择不同类型的编辑器进行编辑操作。其下级菜单有五个选项,分别为:
:高级选项。选择此选项,用户可以选择不同类型的编辑器进行编辑操作。其下级菜单有五个选项,分别为: 、
、 、
、 、
、 和
和 。
。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。