



1.扭转
将坯料的一部分相对另一部分绕其轴线旋转一定角度的锻造工序称为扭转。扭转常用于锻造曲柄、位于不同平面内的曲轴、连杆和麻花钻等。扭转后,扭转区域的长度有些缩短,横截面积有些增大。扭转工序对表面缺陷极为敏感,扭转角度大时,塑性差的材料表面可能产生裂纹。
扭转操作要点如下:
1)扭转部分表面必须光滑、无裂纹,对粗而短的轴颈,最好粗加工后再扭转。
2)扭转部分应加热到塑性好的温度范围,并均匀热透。
3)扭转后的锻件必须缓慢冷却(砂冷或炉冷),最好进行退火处理。
2.错移
将坯料的一部分相对另一部分错开,但保持它们轴线平行的锻造工序称为错移,错移常用于曲轴锻造。坯料在错移前必须先切肩,然后进行错移,但切肩的切口深度不能大于错移后两部分错开的高度;否则,由于切口深度不能完全消除,而会导致锻件报废。切口深度过浅,坯料切口肩部会产生拉缩现象,影响锻件要求。因此,压肩深度必须保证轴颈能够锻出。错移前切口距离及切口深度见表4-10。
表4-10 错移前切口距离及切口深度(https://www.xing528.com)
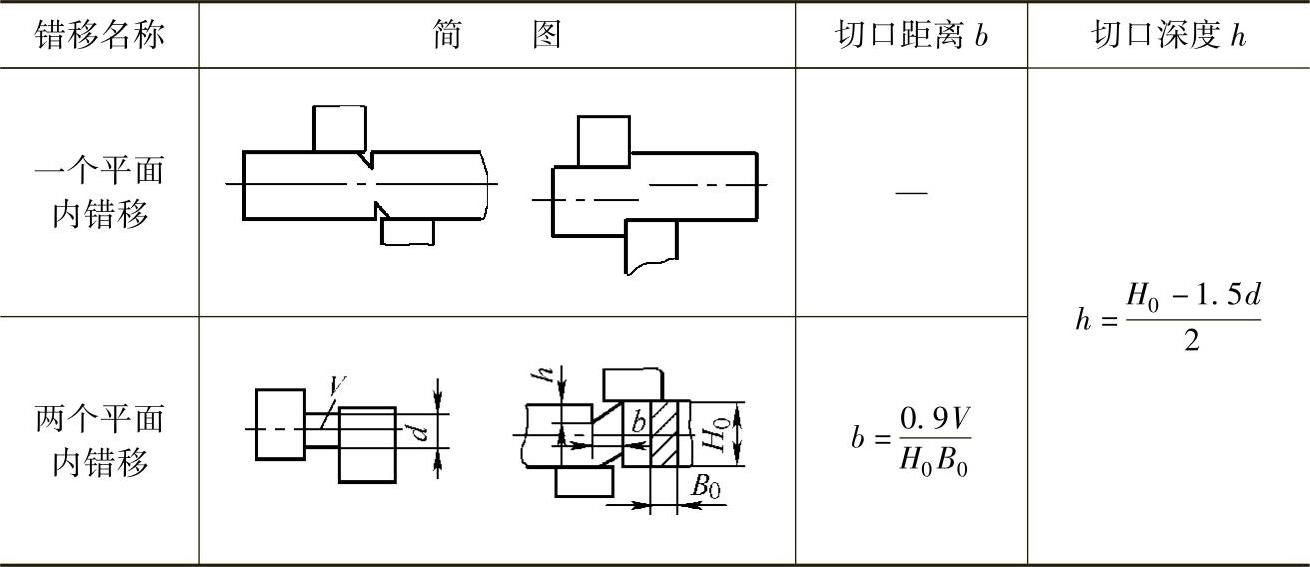
注:V为锻件轴颈部分体积(mm3),d为锻件轴颈部分直径(mm),H0和B0分别为坯料的高度和宽度(mm)。
在确定坯料高度H0和宽度B0时,必须考虑工具形状、坯料尺寸等因素,从而留有足够的修正量。
两个平面内错移时,要注意上下切口之间的距离a。这个距离a可以由两平面间所需要的金属量计算求出。
3.精整
精整工序用来修整已成形的锻件,使它具有完美的外形。精整包括修光、修角、矫正、除毛刺,以及用滚压消除鼓起等。
锻件经过精整工序,形状就完全符合锻件图的要求。要注意,锻件精整时并无显著变形。因此,精整工序的始锻温度不能高950℃,而它的终锻温度却可以较粗锻低30~50℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。