



【摘要】:将坯料弯成一定形状的锻造工序称为弯曲。锻件的弯曲长度可按弯曲件的轴线展开长度计算。表4-8 典型弯曲件展开长度计算公式弯曲操作要点如下:1)多处弯曲的锻件不要先弯曲中部,应先弯曲锻件的两端,再弯曲与直线相连的圆弧部分,然后弯曲其余部分。否则,不便于操作,容易造成多次加热,甚至难于弯曲成形,拉伤坯料外表,影响锻件质量。
将坯料弯成一定形状的锻造工序称为弯曲。锻件弯曲时,由于外层金属受拉,内层金属受压,弯曲部分的截面面积会减小,产生外层拉缩,内层形成皱纹,长度会增加。
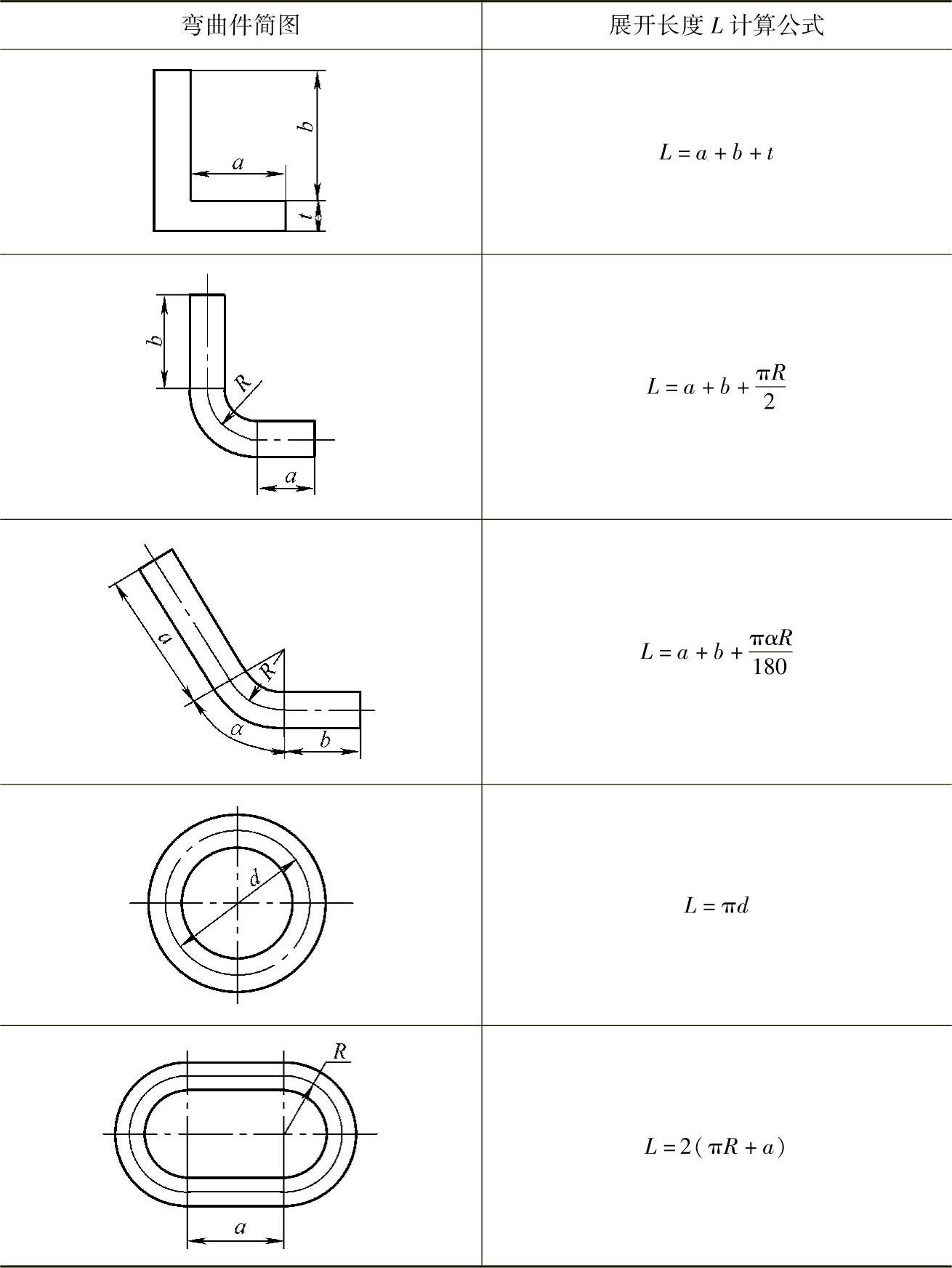
锻件的弯曲长度可按弯曲件的轴线展开长度计算。先将弯曲件沿轴线按曲线、直线进行分段,求出各段之长,然后将它们相加,得到弯曲件的展开长度。几种典型弯曲件的展开长度的计算公式见表4-8。
弯曲的方法很多,常在支架上和胎模中进行弯曲。
表4-8 典型弯曲件展开长度计算公式
弯曲操作要点如下:
1)多处弯曲的锻件不要先弯曲中部,应先弯曲锻件的两端,再弯曲与直线相连的圆弧部分,然后弯曲其余部分。否则,不便于操作,容易造成多次加热,甚至难于弯曲成形,拉伤坯料外表,影响锻件质量。(https://www.xing528.com)
2)为了抵消弯曲区截面的变形与减小,应在弯曲处预先聚集金属,也可将此处的截面积增大10%~15%。对于大于锻件截面尺寸的坯料,应先拔长不弯曲的部分,然后再进行弯曲成形。弯曲前的制坯形状如图4-24所示。
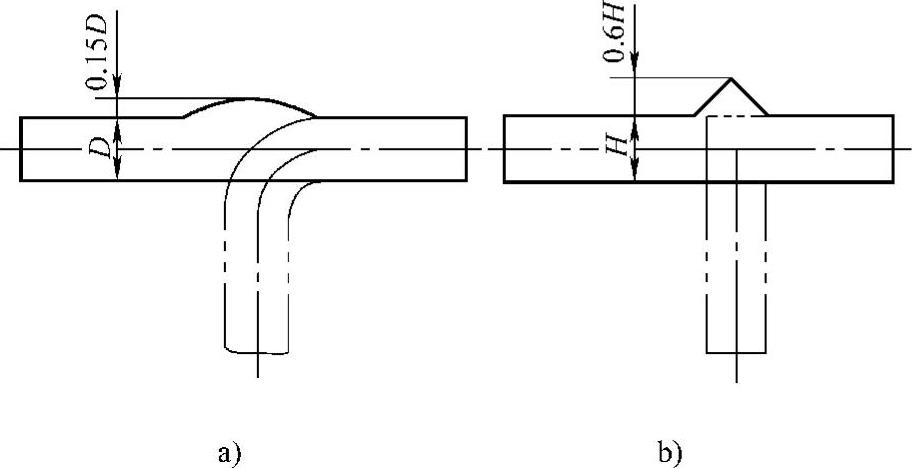
图4-24 弯曲前的制坯形状
a)圆弯 b)直弯
3)弯曲区加热长度不宜太长,温度必须均匀。
直弯时进料量尽可能大些,往往沿砧的宽方向安放。必要时用吊挂装置或桥式起重机矫正,或用垫矫正。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。