



芯轴拔长是减小空心坯料的外径及壁厚,增加其长度的锻造工序。芯轴拔长适用于锻造长筒类锻件。空心毛坯的拔长是用芯轴进行的,锻打时先拔成六角形,然后在上平、下V形砧间倒棱滚圆,如图4-22a所示。
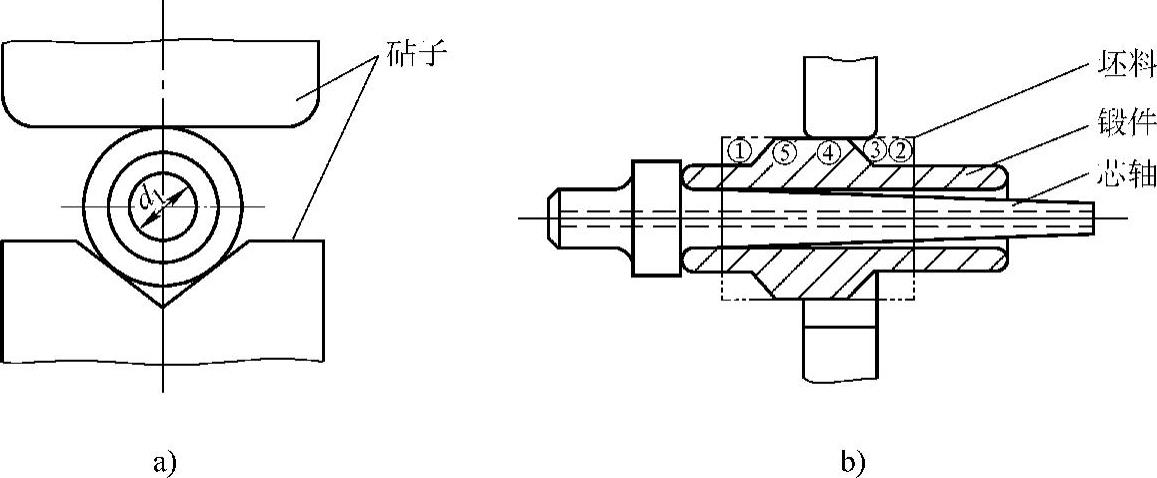
图4-22 芯轴拔长次序示意图
a)倒棱滚圆 b)芯轴拔长
①~⑤—拔长顺序
芯轴拔长要点如下:
1)芯轴拔长前需对坯料进行扩孔,孔必须冲在中心,坯料尺寸以H0≈D0为宜。
2)坯料加热要均匀,拔长时芯轴每次翻转的角度应差不多,否则容易产生壁厚不均匀现象。(https://www.xing528.com)
3)要滚压的空心件套在芯轴上,放置位置要和凸肩有一定距离(编制工艺时应计算好),经滚压后刚好顶到芯轴凸肩。
4)芯轴拔长时应严格遵守拔长顺序,如图4-22b所示。滚压从两端开始,渐渐向中间推进。否则,锻件全长都粘在芯轴上,无法取出;其次,由于两端容易冷却,压迟了会产生裂纹。
5)在芯轴内拔长时锤击要合适,不宜过重或过轻。锤击过重,会使孔径过大;锤击过轻,拔长速度慢,芯轴在坯料内时间过长会使温度升高,使芯轴产生变形,造成芯轴与坯料不能脱离。因此需适当地轻打快打。
6)为了避免芯轴被锻件“咬”住,芯轴上应有1/150~1/100的锥度;芯轴表面要求光滑,工作时要涂以润滑剂;拔长前芯轴要预热到150~250℃,芯轴一端应有凸缘。为使芯轴容易从锻件中取出,应随时用冷水通过芯轴的轴心小孔进行冷却。如果芯轴被咬住,可将锻件连同芯轴一起入炉,加热以后立即将芯轴放入水中冷却,就可轻易地拔出。
7)对于小型筒形锻件,可直接冲孔,在芯轴上拔长,先拔成六方,待长度和截面尺寸接近要求尺寸时倒棱,然后取出芯轴,修整锻件两端,如图4-23所示。若芯轴取出困难时,可将锻件沿砧长度方向打一趟,翻转90°后,再打一趟,便可取出。
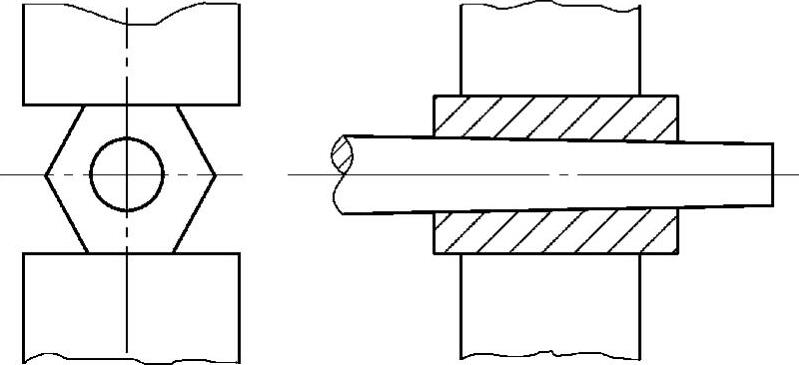
图4-23 小型筒形锻件的芯轴拔长
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。