



压印和切肩是拔长的辅助方法,通称分段法,即经过压印、切肩后进行拔长或错移。
压印是为了准确进行分段拔长的一种辅助工序,用小径的压棍在钢料的表面上压出痕印,以便于下一步进行切肩。切(压)肩则是把已压出的压印增大为一定宽度的肩部(见图4-13)。根据不同的要求,采用圆形、椭圆形、三角形(等边三角或直角三角)、梯形或其他形状的切肩工具。
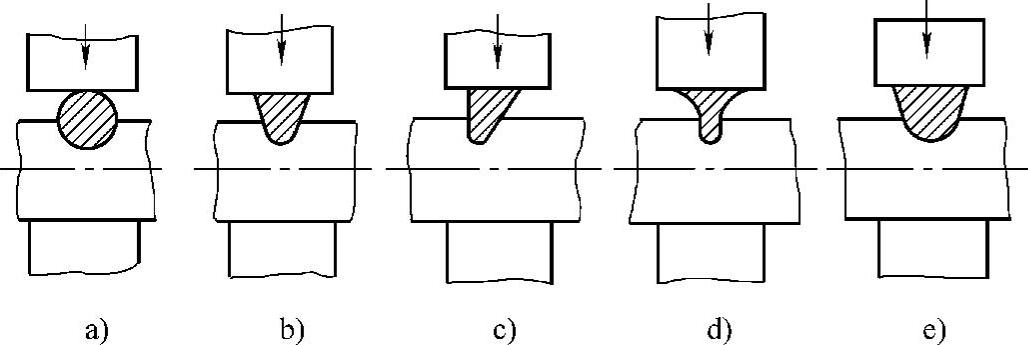
图4-13 切肩图
a)压棍 b)等边切肩三角刀 c)直角切肩三角刀 d)、e)成形切肩刀
圆形料应该用圆口的工具切肩(见图4-14)。切肩时,使圆形料逐渐沿它的轴心转动,也可同时在其相对的两面一起进行压印或切肩。
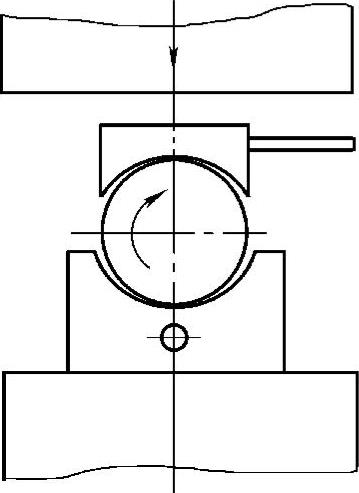
图4-14 圆口芯子切肩图
如果方料的四面都需切肩,那么首先要把相对的两面压印,然后在压好的印痕上进行切肩,其次再在剩下的两面压印和切肩。
台阶和凹槽锻造就是将把已经切肩的钢料的台阶或凹槽拔长。台阶或凹槽部分相当长时,可以直接用砧面拔长,如图4-15a所示。如果凹槽部分太短,就用平的或椭圆的赶铁进行,如图4-15b所示。若凹槽或阶段是单面的,为了保留平的一面不致压入,可用赶铁拔长或采用狭窄的上砧,如图4-15c、d所示。
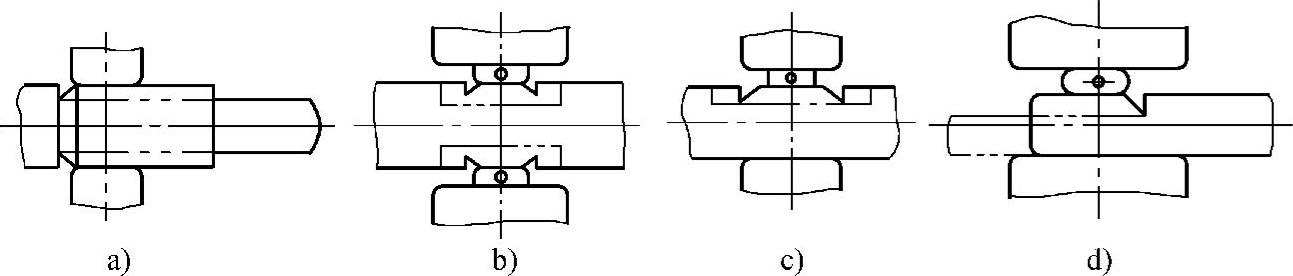
图4-15 台阶和凹槽锻制
a)用砧锻成双台阶 b)用赶铁锻出双面凹槽 c)用赶铁锻出单面凹槽 d)用赶铁锻出单面台阶
上述切肩的方法在操作上虽然简便易行,但因钢的纤维被切断,从质量上来讲是不利的。为了避免这种情形,可以用圆角半径逐渐由小到大的几个工具来切肩,如图4-16所示。
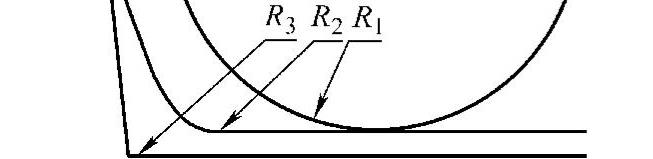
图4-16 不切断纤维而获得凹槽的方法
注:R1>R2>R3。(https://www.xing528.com)
切肩深度h与台阶高度H有关,即h=(1/2~2/3)H。压痕与切肩所用的工具与台阶高度有关,见表4-4。
表4-4 压痕与切肩工具的选择
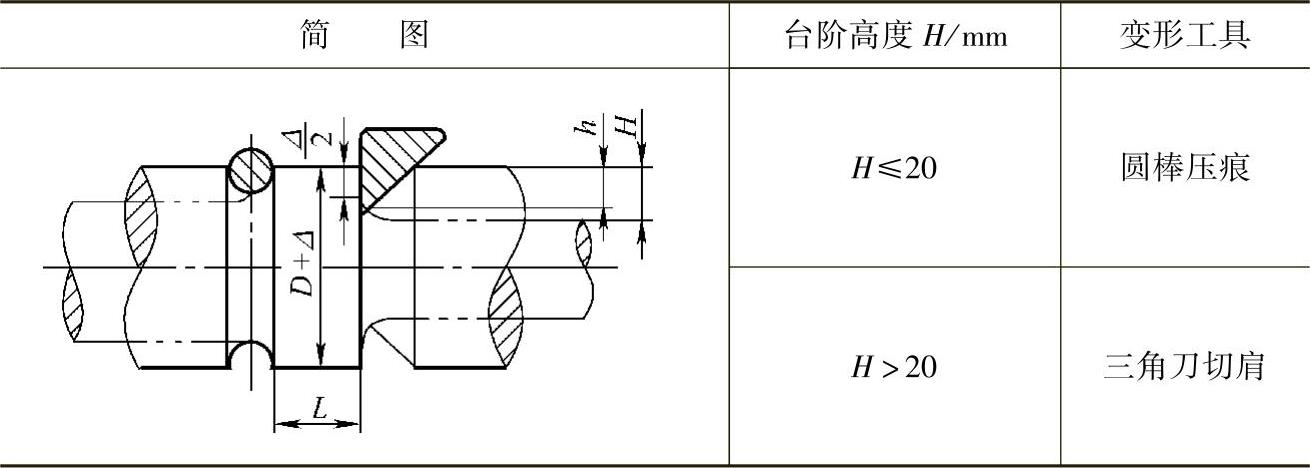
压痕与切肩后,锻件上有拉缩,因此锻件凸肩处的直径应当留有足够的拉缩量Δ,以便锻件完工时修正。锤上锻造时,Δ值的大小可参考下列经验公式而定:
L>0.3D时的长凸肩
Δ=0.8~0.1D
L<0.3D时的短凸肩
Δ≈0.1~0.2D
式中 L——凸肩长度;
D——凸肩直径。
如果有切肩,端部拔长部分应有足够的长度,否则拔长时变形只发生在表层部分,形成端部中心凹陷或裂纹。拔长端部的最小切肩长度如表4-5所示。
表4-5 拔长端部的最小切肩长度
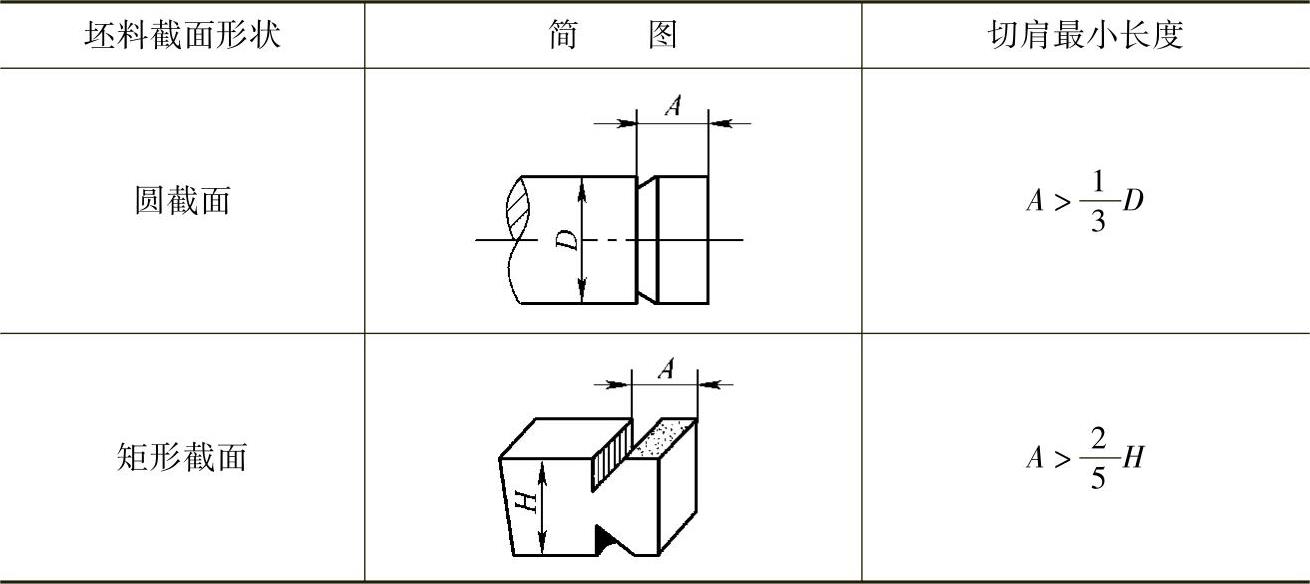
注:对于短坯料,先把一端镦成球面,后再切肩拔长。此时切肩长度A=0.2D或
A=0.2H。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。