



拔长也称延伸或捋料。拔长是使坯料横截面面积减小、长度增加的锻造工序。拔长用于制造轴、拉杆和连杆等杆类锻件。通过在沿伸长方向送进坯料和反复转动,逐节加载、逐节击打下变形,实现坯料变细变长。在锻造生产中拔长是耗费时间最多的一个工序。
1.拔长方法及操作要点
1)拔长进料的方向
①对于长而大的钢料,通常从中心延拔到两端,采用退移送料方式,即工人操作位置逐渐与砧远离。
②对于短而小的钢料,可以从坯料一端拔至另一端,采用推进送料方式,即向砧方向移近进行拔长。
③钢锭拔长时,应从中间向两端拔。这样既可保持坯料的平稳,又可将钢锭内的疏松、偏析等缺陷挤向两端,有利于提高锻件内部质量。
④为了保持操作的连贯性,往往是往复进行锻造,而在最后的工步,为防止较长的钢料发生弯曲,需从中心向两端延拔。
2)拔长时需要不断翻转钢料,或来回翻转90°,拔长方法与应用范围见表4-2。
表4-2 拔长方法与应用范围
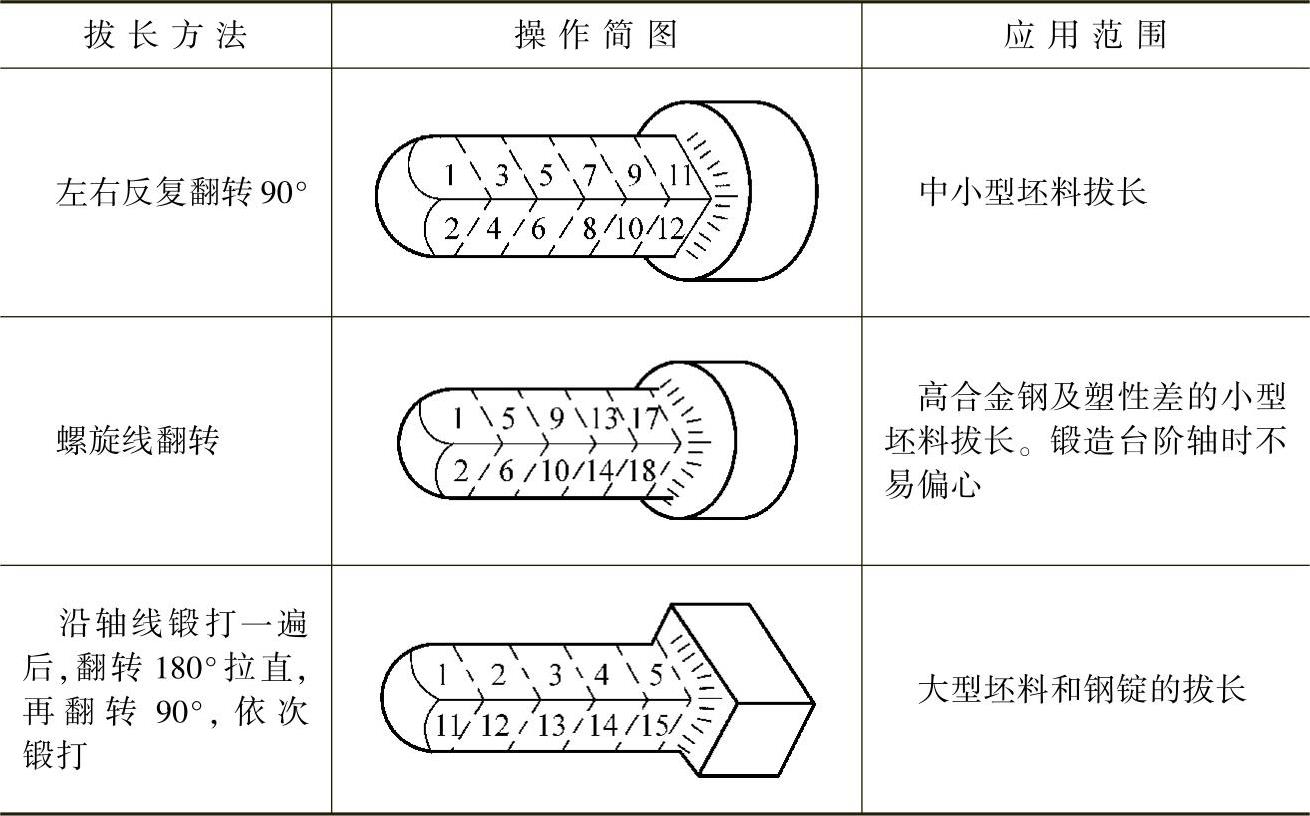
注:表图中序号为锻打次序。
3)压下量。钢料断面的高与宽之比应小于2~2.5。每次的压下量应以不产生折叠为限度(见图4-9)。为了保证锻件表面平整、光洁,最后工步的压下量应小于钢料的5%。
4)送进料量。每次进料量的长度,应小于砧宽减去伸长量的差。实际上,进料量为砧宽的2/5~3/4;宽砧、大压下量锻造时,进料量也有达砧宽的9/10。
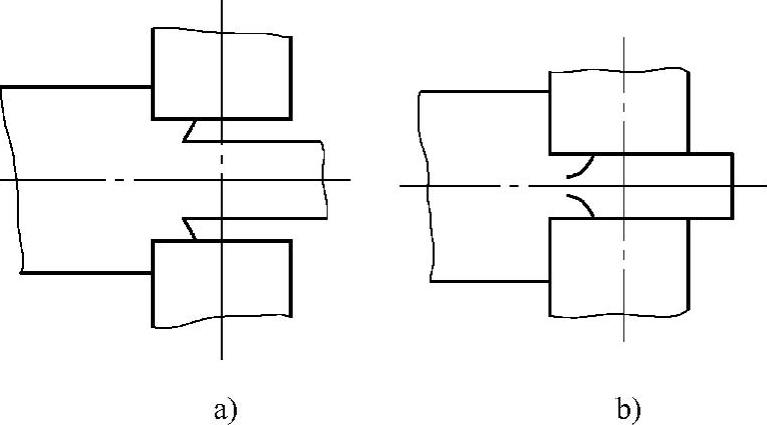
图4-9 拔长时折叠的形成
5)上、下砧面要平行呈水平状态,砧边要带有圆角(可避免折叠)。翻转时坯料侧面应垂直于砧面,且在锤杆中心线上放稳。如果坯料过小,砧上放置的位置,不应超出锤杆直径的范围。
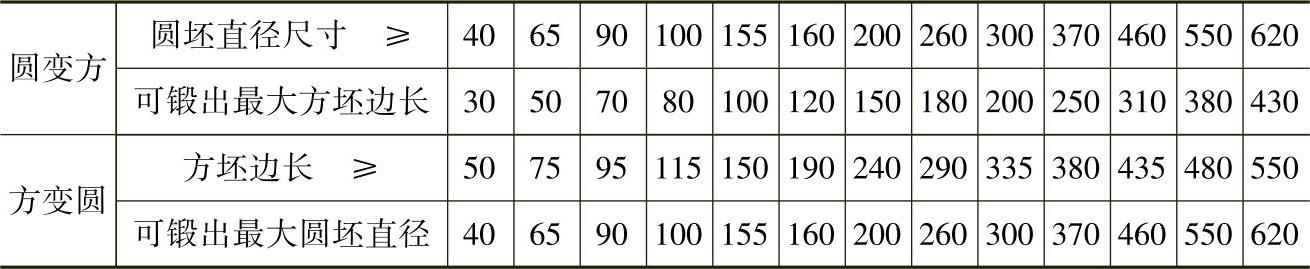
6)直径较大的坯料拔长成较小圆断面的钢件时,为防止中心部分产生裂纹,首先把坯料拔长成与圆形大致相等的四方形;然后在对角方向锻压,把尖角打平,锻成八角形或十六角形(滚打成近似圆形);再用摔子或在V形砧上打成圆形(见图4-10)。常见截面的改锻经验数据见表4-3。(https://www.xing528.com)
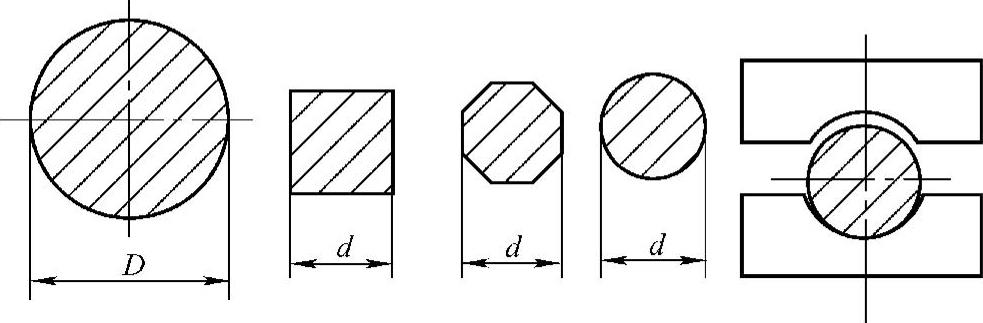
图4-10 圆毛坯变截面拔长
表4-3 截面的改锻经验数据 (单位:mm)
7)锻压方料的对角时必须轻些,避免坯料件中心部分出现径向裂纹。
8)拔长扁钢时,切忌将坯料打得过扁;否则,坯料翻转90°拔长时,截面会发生弯曲,甚至会进一步发生折叠,如图4-11所示。
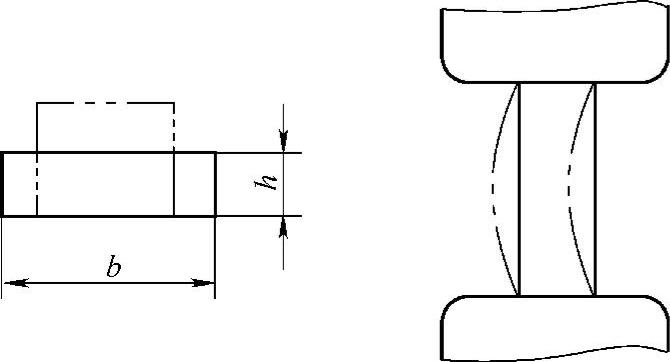
图4-11 扁钢拔长时的截面弯曲
9)拔长高合金钢及塑性差的材料时,最好在砧上锻造。这样既可限止金属的横向流动,比平砧拔长提高效率20%~40%,又能焊合内部缺陷。拔长常用的砧见图4-12。
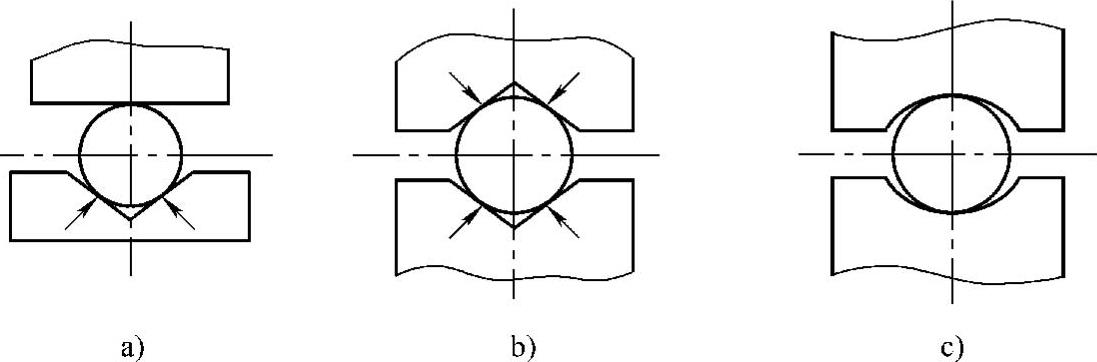
图4-12 拔长用砧
a)上平、下V形砧 b)上、下V形砧 c)半圆形砧
10)拔长后的坯料需要修光,修光时只能用砧轻轻打击。圆形钢料可在摔子内进行,而方形钢则用方垫置于上下砧之间进行修光。
2.展宽操作要点
展宽(又称开片)是一种变相的拔长工序,在小农具的锻造中是一道最常见的工序,主要目的是增加坯料宽度。它不仅在操作上与拔长有所区别,而且对砧也有一定的要求。弧形砧形状不同对于毛坯的展宽速度也不一样,弧形越大,展宽速度越慢,但锻件越平整;弧形越小,展宽速度越快,但锻件平整性越差。
凡属展宽工件应先从中间向外展宽,先锻里面,后锻外边。否则,若先锻边缘后锻里面,由于边缘很薄,冷却很快,待锻里面时金属向外流动困难,还容易把边缘胀裂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。