



依据生产工作命令单,按装炉顺序,装入指定的加热炉中。装炉时应详细校对原料,严防品种与数量上的混乱,在各种品种间隔的地方放置标记(如耐火砖等),并将实物记入原始记录中。原料经加热后出炉,送到锻造机上进行锻造生产。
锻造加热规范的确定:在保证坯料不开裂和出炉时坯料横截面温差不过大的前提下,尽量采用快速加热,以提高生产率和减少烧损。
1.锻造加热方式
锻造的加热按所采用热源不同,可分为火焰加热与电加热两大类。
(1)火焰加热 火焰加热是利用燃料(煤、焦炭、重油、柴油、煤气或天然气等)在加热炉内燃烧所产生的高温气体(火焰),通过对流、辐射把热能传给坯料表面,再由表面向中心传导,使坯料加热至一定的温度。
火焰加热法由于燃料来源方便,设备简单,加热费用较低,加热坯料的尺寸范围较大等原因而得到普遍应用。其缺点是劳动条件差,加热速度慢,温度与加热质量较难控制。
(2)电加热 电加热是利用电能转换为热能来加热金属坯料。电加热用设备有电阻炉、盐浴炉、感应加热装置等。与火焰加热法相比,电加热的显著特点是升温快(如感应加热和接触加热),炉温易于控制(如电阻炉),氧化、脱碳和污染少,劳动条件好,便于实现机械化和自动化,但设备结构复杂,投资较大。电加热在模锻或非铁金属锻造中得到广泛应用。
2.锻造温度范围
锻造温度范围是指锻造开始温度(始锻温度或开锻温度)和锻造完了的温度(终锻温度或停锻温度)之间的一段温度间隔。
始锻温度主要受过热和过烧的限制。对于碳素结构钢,始锻温度随着碳含量的增加逐渐降低;而合金工具钢的始锻温度则随着碳含量的增加应大大降低。锻工常把钢材是否具有良好的加热性能称为“吃火”和“不吃火”,如低碳钢可以加热到1200℃以上,称为吃火;高碳钢一般加热到1200℃以下,称为不吃火。钢材的吃火程度与碳含量的关系最为密切(低碳钢吃火最好;钢中碳含量越高,吃火越不好)。一般有经验的锻工以低碳钢为标准,把它定为吃十二成火,35钢次于低碳钢吃十成火,45钢吃九成火,55、60、60Mn钢吃八成火,65Mn、70钢吃七成火;碳素工具钢吃六成火,以此来掌握锻件的火候大小。
终锻温度主要应保证在停止锻造之前金属坯料还处于容易变形的状态。终锻温度以上过早地停止锻造也很不利,有以下弊端:
1)需要增加加热次数,从而增加了金属和燃料的消耗。
2)降低了生产率。
3)导致晶粒粗大。
终锻温度的确定一般由钢的碳含量而定,碳的质量分数小于0.80%的钢(称为亚共析钢,如45钢),终锻温度一般应在800℃左右;对于碳的质量分数大于0.80%的钢(称为过共析钢,如T10、T12等),终锻温度一般应在750~800℃左右,以利于破碎网状碳化物。精整工序时,终锻温度允许比规定温度低50~80℃。
在实际生产中,确定某一锻件最后一火的锻造温度范围时,要根据金属的变形量,定出始锻温度。如果变形量小,而加热温度还是最高的始锻温度时,结果就会使终锻温度过高,造成锻件内晶粒粗大。当在高的终锻温度(如900℃)停锻时,结果得到粗大的晶粒;如果加热温度选择较低的始锻温度,在800℃停锻,就可以得到细小的晶粒了。
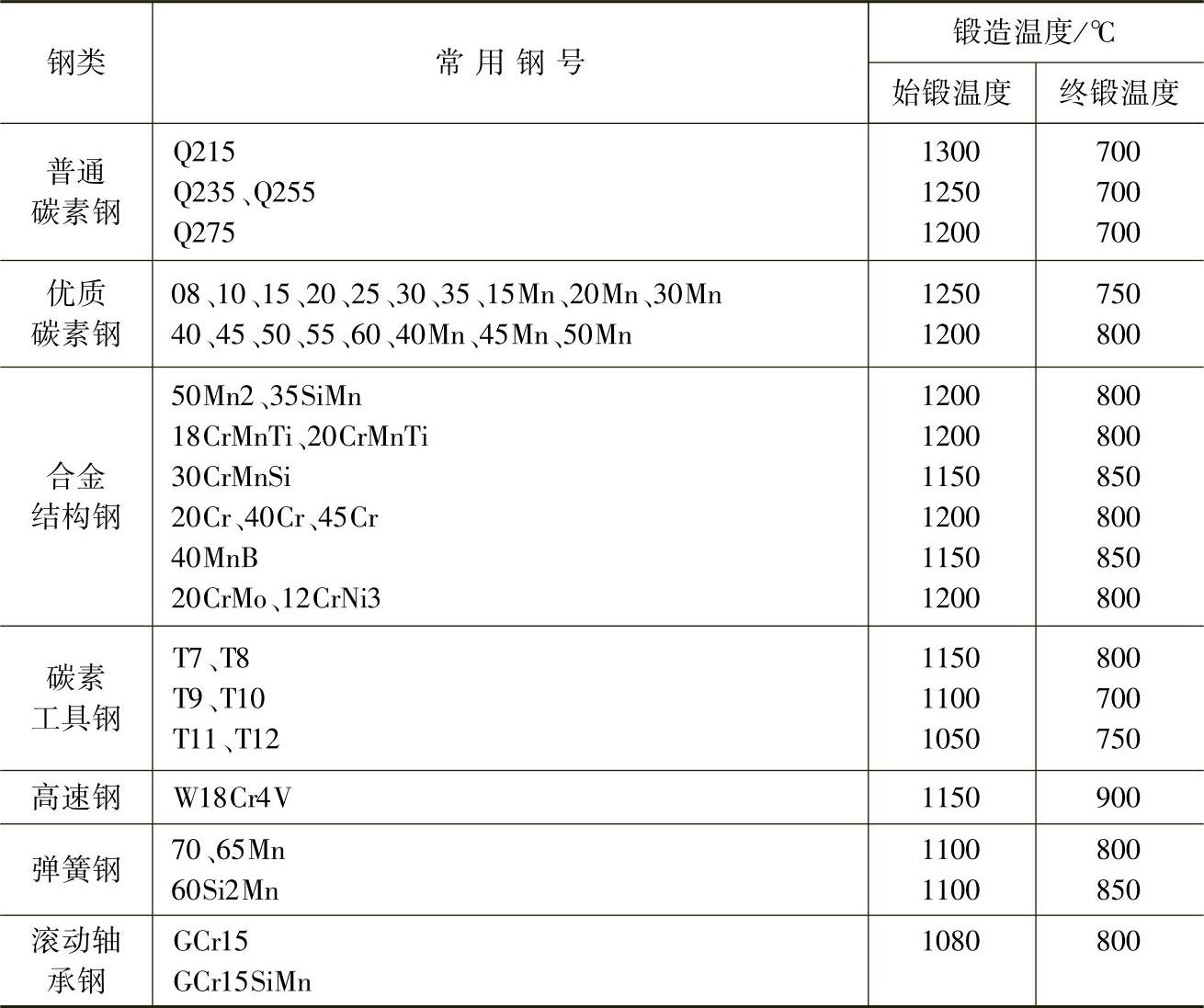
常见钢材的锻造温度范围见表3-2。
表3-2 常见钢材的锻造温度范围
3.装炉
(1)装炉的一般规律
1)对于截面尺寸<200mm的碳素钢、低合金钢、非铁金属,除高合金钢和特殊钢外,钢坯的塑性和导热性比钢锭好,一般都采用高温直接装炉,快速加热。
2)对于截面尺寸>200mm的中高合金钢和特殊钢钢坯及钢锭,根据其尺寸大小和热导率高低而采用二段加热(见图3-18a)或三段加热(见图3-18b)。三段加热时要经过在400~700℃装炉温度下保温,缓慢升温到800℃再保温,然后快速加温到始锻温度,防止因导热性差造成裂纹。
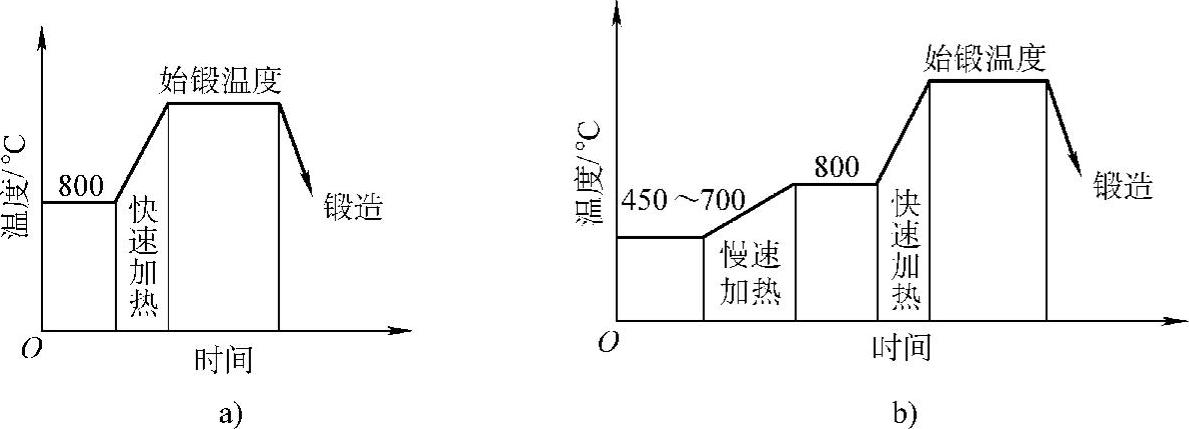
图3-18 加热法图
a)二段加热法 b)三段加热法
钢锭分为热锭和冷锭两种。所谓热锭是指钢锭浇铸后,由铸钢车间保温运到锻造车间,直接装炉加热,钢锭的表面温度在550℃以上者;表面温度在500℃以下者,称为冷钢锭。热钢锭可以直接快速加热至始锻温度,经保温后便可锻造。在条件许可的情况下,应尽量采用热钢锭锻造。这样不仅缩短了加热时间,减少了氧化损失,节省了燃料,同时避免了钢锭冷却产生的缺陷。
(2)冷钢锭的加热 应注意下面几点:
1)钢锭按下列三种形式装炉加热(见图3-19)。
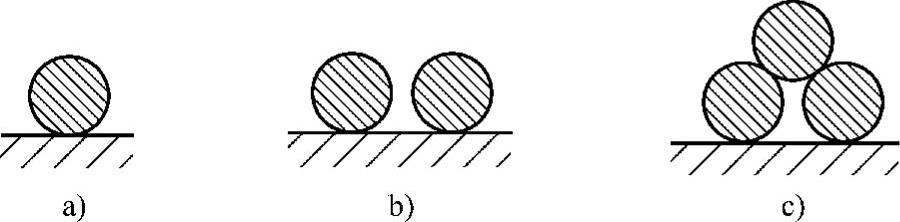
图3-19 钢锭装炉方式
a)单个装炉 b)并列装炉 c)双层并列装炉
2)钢锭在炉中装炉位置应保证加热均匀。常采用的方法有:①用垫块垫高,高度为:大钢锭不低于200mm,中小钢锭不低于100mm;②钢锭与炉壁距离不小于200mm;③与喷嘴距离:大钢锭不小于500mm,中小钢锭不小于300mm;④特殊情况下,无法垫高时,加热过程中材料应经常翻转;⑤钢锭相互间距离不小于相应截面宽度的1/3~1/2。
3)冷天加热冷钢锭时,必须先在车间内和炉前烘烤一段时间后再进行装炉加热。
4)严禁冷热钢锭同炉加热。
5)钢锭转炉时,两炉炉温应相等,最多相差不能超过100℃。(https://www.xing528.com)
6)钢锭同炉加热时应注意以下几点:①同钢号、重量相差不大时,可以同炉加热;但应根据较大钢锭来确定加热规范,而把小钢锭放在易于出炉的位置,以便在锻造温度下保温后先行出炉;②同重量、钢号相差不大时,可以同炉加热,但应根据合金元素含量多的钢号来确定加热规范。
7)加热前应检验钢锭的表面质量,发现有裂纹等严重缺陷时应停止加热。
4.加热速度
加热速度表示金属加热时温度升高的快慢,用单位时间内上升的温度(℃/h)来表示,也可用单位时间内热透的金属层厚度来表示(mm/min)。影响加热速度的主要因素有,炉温、钢的化学成分、装炉方式、钢材尺寸等。
1)炉温越高,钢的加热速度越快。
2)钢的化学成分决定钢导热性的高低。碳含量越高,导热性越差;合金含量越高,导热性越差。
3)装炉越密,各钢料的受热程度越不均匀。
4)钢料尺寸越大,相同的加热速度下,钢料内外层温差越大。
为了避免金属在加热过程中产生裂纹和出炉时内外温差太大,对加热速度应有一定的限制。一般在保证钢材不出现过热、过烧和裂纹的情况下,应尽量提高装炉温度,这样不仅提高了生产率,同时也避免了钢材的氧化、脱碳和晶粒长大。碳素钢、合金结构钢的钢坯及非铁金属材料,即使加热速度很快也不致形成大的热应力或引起内裂,所以加热速度不受限制。而钢锭和高碳钢、高合金钢钢材,由于截面尺寸大或热导率低,加热时速度太快会使金属内外产生很大的温度差,形成内裂,所以加热速度必须缓慢,或采用二段、三段加热法。
5.加热时间
将钢料加热到规定的温度所需的时间,称为加热时间。
钢料在炉内加热时间的长短,直接影响生产效率和锻件质量。因此,确定合理的加热时间是很重要的。
加热时间常用经验公式作近似计算,以供实际生产时参考。最简单的经验公式如下:

式中 t——加热至始锻温度所需时间(h);
D——钢料的直径或边长(cm);
K——钢的化学成分对加热时间的影响系数。对于低碳钢K=0.1~0.15;对于高碳钢K=0.2~0.3;一般合金钢K=0.15~0.2。
钢料装炉方式不同,加热时受热的情况也不同。装炉较密,各钢料受热不均匀,比单件装炉需要较长的加热时间。
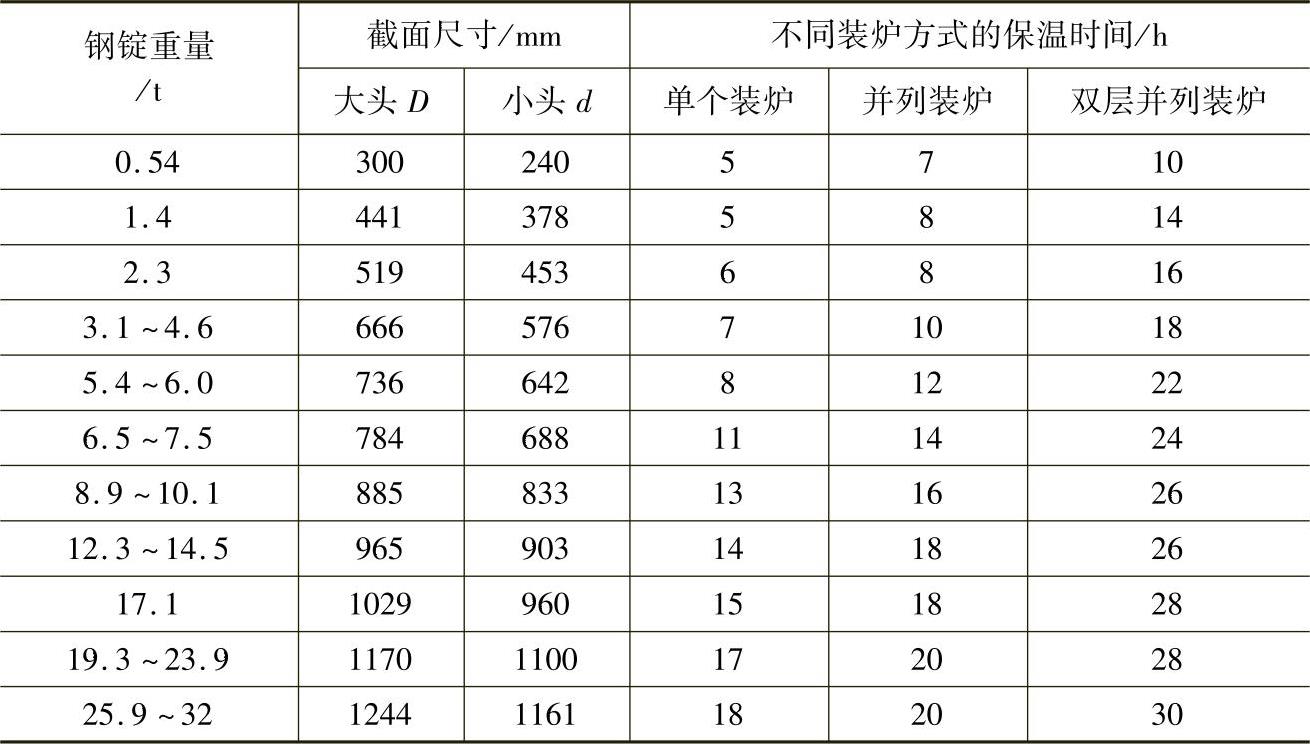
钢锭在锻造温度下保温超过允许保温时间过长,会全部形成晶粒粗大的过热组织。已过热的钢锭,必须将炉温降低到650~750℃以下保温,然后再加热。必要时,在锻造温度下可延长保温时间,但不能超过表3-3所规定的最大保温时间。
表3-3 钢锭加热时的最大保温时间
6.锻造温度的测量
在锻造加工的过程中,需要准确地控制温度。锻造温度的测量方法有目测法和仪表测温法。仪表测温方法有:光学高温计测温、热电偶高温计测温等。光学高温计就是一种比较方便、可测高温、而又相当准确的测温仪器。当现场没有测温仪器或测温仪器不准时,只好根据钢的颜色来判断钢的温度。
当钢加热到530℃以上时,会发出不同颜色的光线,其颜色的变化与加热温度有关。随着钢料温度的升高,钢的颜色由深变浅,亮度则逐渐增强。因此,根据钢的颜色就可判断钢的实际温度。各种颜色所对应的温度如表3-4所示。
表3-4 不同温度下的表面颜色

在目测钢的加热温度时,要注意白天和黑夜、晴天和阴天,以及现场光线强弱等不同情况。在阴暗的情况下,观察到的火色相对亮些。如不注意这些场合下的差别,就会产生很大的误差。尽管如此,要想比较准确地目测温度也需要较长时间地积累经验,目测的温度误差可准确到20~50℃。
7.经验数据
(1)冷钢锭加热 根据某厂资料,冷钢锭的加热工艺如下:
1)碳含量在0.55%以下,重量在1t以下的碳素结构钢钢锭,一般可在1000~1100℃高温装炉,中间不经过低温保温,直接加热到锻造温度,并保持一定时间后取出锻造。
2)对于1t以上的某些合金结构钢、碳素工具钢、轴承钢、高合金钢等钢锭,可以采用三个阶段来加热:
①预热阶段。将钢锭由室温加热到临界温度(铁碳相图PSK线),在此阶段内,加热速度应该缓慢。钢锭装炉后,在装炉温度下进行保温,以减少因内外温差较大引起的裂纹。预热阶段时间较长,一般为总加热时间的58%~68%。
②升温阶段。在临界温度下保温后的钢锭直接加热到锻造温度。此时钢塑性增加,可加快速度加热。升温阶段加热时间较短,占总加热时间的20%~25%。
③在锻造温度下保温。即在锻造温度下停留一个相当长的时间,使钢锭内外温度达到均匀,并利用在高温下的扩散作用,使钢中化学成分及组织均匀化。锻造温度下的保温时间为总加热时间的12%~17%。
(2)钢坯装炉加热 在一些中小型工厂的锻压车间,大都采用钢坯来锻造锻件。根据各厂的加热经验,除了一些高合金钢和特殊钢种以外,不论钢号,可一律采用高温直接装炉快速加热到锻造温度,即出炉锻造。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。