



1.订购、复验和标识
原材料的良好质量是保证锻件质量的先决条件。根据不完全的统计,在导致锻件报废的许多原因中,由于原材料缺陷引起的报废约占一半以上。因此,原材料入厂复验是锻造工厂控制原材料质量最重要的手段。
(1)订购 锻造工厂在向冶金工厂订购锻造原材料时,要提出材料必须满足的技术条件。技术条件的内容,既可完全套用现行的国家标准或行业标准,也可以在这些标准以外再补充一些为了保证锻件质量而附加的要求。
1)化学成分必须符合国家标准、行业标准或技术条件规定。
2)低倍检查。原材料疏松、偏析应在国家标准、行业标准或技术条件规定范围内;没有宏观夹渣、缩孔、内裂和白点等缺陷;尽可能没有划伤、翻皮、折叠和裂纹等表面缺陷。
3)高倍检查。非金属夹杂物必须符合国家标准、行业标准或技术条件要求,特殊情况下也可作晶粒度或魏氏组织检查。
4)力学性能。原材料按标准工艺热处理后进行力学性能试验,其力学性能指标满足国家标准、行业标准或技术条件要求。
对于制造重要锻件的原材料,冶金工厂生产原材料的工艺必须先经过锻造工厂的认可,未经锻造工厂的同意,不得擅自更改生产工艺。
(2)复验 为防止钢锭和钢坯的缺陷转移到锻件上去,造成锻件废品。原材料有严格的入厂复验制度,复验内容如下:
1)合格证。原材料应有冶金工厂提交的质量合格证。质量合格证应包括下列内容:①材料的牌号、规格和数量;②材料的供应状态;③熔炼方法、熔炼炉号、锭节号;④所根据的技术标准;⑤化学成分、力学性能和金相组织的检查结果以及无损检测结果;⑥出厂日期。
2)合格证与钢锭、钢材规格(尺寸)、标记是否相符。相关内容至少应该包括:①材料牌号;②熔炼炉气;③锭节号(如有要求);④批次号;⑤冶金工厂代号。
3)中心试验室。按技术标准或订货协议中所有要求,参照国家标准、行业标准或技术条件进行复验。
①化学分析:对每个熔炼炉号的材料,用碳硫仪等人工分析方法或光谱分析对碳钢进行碳、硅、锰、硫、磷5大元素分析,合金钢进行碳、硅、锰、硫、磷、铬、镍、铜8大元素分析,应符合国家标准、行业标准或技术条件,以防止大批锻件因化学成分不符而报废。
②钢坯低倍分析检查:没有宏观夹渣、缩孔、内裂和白点等的缺陷;疏松、偏析应在国家标准、行业标准或技术条件范围内;尽可能没有划伤、翻皮、折叠和裂纹等表面缺陷。
③高倍检查:非金属夹杂物分布、晶粒度和魏氏组织必须符合国家标准、行业标准或技术条件要求,在特殊情况下应进行检查。
④力学性能试验:热处理后进行力学性能试验,其力学性能指标应满足国家标准、行业标准或技术条件要求。
⑤对有特殊要求的原材料还需对气体含量、淬透性、断口等指标进行复验。
(3)标识 各种钢有它自己独特的性能和专门的用途。如果钢号混乱,虽然锻件做得很好也会造成废品。特别在钢种与规格复杂的锻造车间里,钢料的妥善保管和严格检查,就显得更为重要了。
在生产前,首先应根据工作命令单,严格地检查原料调拨的钢锭或钢坯,如果发现与有关原料的记载不符,在没有调查清楚之前,不准进行生产。
在运进锻造车间的钢锭冒口和钢坯端头上,挂有铁牌,在铁牌上刻有炉号、锭号(每根钢锭的支号),或者还刻有钢号。按照这种区别,分规格、整齐地堆放在指定的地方。(https://www.xing528.com)
如果生产过程中发现不同牌号的原材料混料或者觉察其牌号错误时,需要对化学成分用火花鉴别等方法予以判断和确认。用火花鉴别法来确定钢的主要成分的近似值,有经验的工人师傅测定碳含量的精确程度可达0.05%~0.12%(质量分数)。
火花鉴别法就是把一块光滑而洁净的钢块,凑近迅速旋转着的金刚砂轮上,使它发生火花。根据所得火花的形状和颜色,去判定钢号。碳含量越多,火花的火星越多,火线越短。合金成分会改变火花的形状和颜色。火花鉴别应在较暗的地方进行,才能更清楚看出它的形状和颜色。
2.钢锭和钢坯的表面清理
坯料表面经常存在有严重的划伤、裂纹和溅疤等缺陷。为防止锻造过程中缺陷扩大和延伸,这些缺陷应在锻造前及时清除掉。钢锭或钢坯的外部缺陷很容易用肉眼发现,皮下气泡和翻皮则用凿子查找。为了清除钢锭或钢坯表面上的缺陷,可以采取下述方法:
1)将钢锭和钢坯剥皮或刨光。钢锭和钢坯剥皮或刨光的生产率低,成本高,常规锻造生产中很少应用,只有生产要求很高的锻件时才采用这种方法。刨光一般在刨床上进行,而剥皮在大型车床上进行。
2)火焰清理。火焰清理主要用于碳素钢或低合金钢的表面缺陷消除。其操作方便,在实际生产中应用广泛,特别是已经加热的钢材,如果发现有表面缺陷,只能用火焰法清理,操作上要注意安全。火焰清理前应先把金属预热,然后用火焰清理。火焰切割器接近表面缺陷时,先与表面呈75°~80°角,几秒钟后,表面缺陷部分金属已经预热到足够温度,此时转动火焰切割器,使氧气流完全平行于钢材表面,吹割缺陷。
3)风铲消除表面缺陷。风铲铲除钢锭和钢坯表面缺陷是应用最广泛的方法。风铲清理钢料表面是利用压缩空气,不停地冲击铲头,达到将金属表面缺陷铲除的目的。
铲头一般由高速钢制成。铲头的形状主要由铲头刀刃的宽度及其楔角而定,为了开始切削时能很快地切入缺陷的表皮,刀刃应略具圆形,刀刃尖弧度若过大时则会降低铲除速度。
在用风铲清理之前,由熟悉钢锭和钢坯表面缺陷的检查工,将必须完全铲除的缺陷,用粉笔圈定,指导风铲工按这个固定的范围铲除干净。
在铲除钢坯的发纹、裂纹、裂缝时,必须使风铲中心线和铲除面呈40°~45°角,每铲一次屑的厚度为1~2mm,铲除深度对宽度之比,规定为1∶6。铲除处必须圆滑,没有尖角或棱边(见图3-9)。如铲除处出现尖角或棱边,会在锻造加工中形成折叠(也称折纹)。铲除时需沿钢料中心线进行,禁止横向割除。在进行铲除时,应当首先试探缺陷的深度及在长度方向上的发展趋势,在缺陷分布的方向上选定几处,一层层的割除开,直到不再出现黑纹、黑色夹杂物为止。这说明缺陷深度终上于此处。再在缺陷长的方向端头部分找一地点,进行同样的铲除,若铲开第一层即为完整的、白亮的一块,而不带黑纹及黑色夹杂物,则说明此缺陷长度终止于此处。
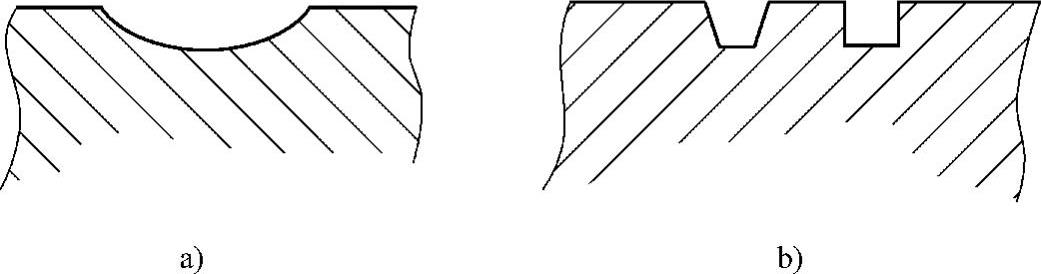
图3-9 清理后的坯料表面凹槽
a)正确 b)不正确
4)砂轮清理。砂轮清理的生产率受安全因素限制,对于每种砂轮都有规定允许的转速,砂轮工作时不要超出这个规定范围。同时,对高合金钢进行砂轮清理时,不要过热,防止产生新的裂纹。
用砂轮打磨的方法来清理钢锭或钢坯的缺陷,适用于质量要求高的各种高合金钢及特种钢。这种方法只在清理面积较大而深度不大于2~5mm的情况下使用,因为用砂轮打磨的成本较高,一般的钢件多不采用。
打磨的设备大都采用电动机经韧性轴传动的手砂轮机或风动手砂轮机。
开始打磨前,应仔细检查砂轮机,如以硬木棒轻敲砂轮时,声音一定要清晰,确认没有裂纹,防止在使用中发生爆裂,造成伤害。
5)刮除。非铁金属锻造前表面如有缺陷,可用刮除法消除。
最常用的方法是混合除磨法——铲除加上打磨。大的缺陷用风铲铲除,而占有钢锭或钢坯表面积相当大的小缺陷,就用砂轮打磨。钢坯表面的缺陷有时很难发现,可以酸洗金属使缺陷显露出来。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。