



钢坯是由钢锭轧制或锻造开坯而成,根据钢材横截面形状分为初轧钢坯和精轧钢坯两种。
1)初轧钢坯。横截面为四边凹入方形,常作为中等锻件原材料。
2)精轧钢坯。有方形、扁方形及圆形截面,是锻造最常用的原材料。
(1)钢坯及其缺陷 钢锭在轧制和锻制成材的过程中,钢锭表面的缺陷常常沿着辗压的方向拉长了钢锭内部的缺陷,有的消除了,有的改变了形状,还有可能产生轧钢和锻造的缺陷。钢坯的主要缺陷有以下几种:
1)中心缩孔(见图3-5)。铸锭在锻轧时因切头量过小而残留在铸锭中的缩孔称为中心缩孔。
2)钢材表面上出现的薄膜、折叠、伤痕。薄膜是由于钢锭表面上的溅沫,在轧制时被压成薄片附着在钢材表面上。折叠是轧辊型槽不正确所造成的。轧辊划伤钢材表面造成伤痕。
3)钢材表面或内部的裂纹、发裂。钢锭上的裂纹被辗轧扩展在钢材上,塑性差或冷却不均产生的内应力都会造成钢材裂纹。发裂是钢锭的皮下气泡被辗长或夹杂物沿变形方向伸长而形成。
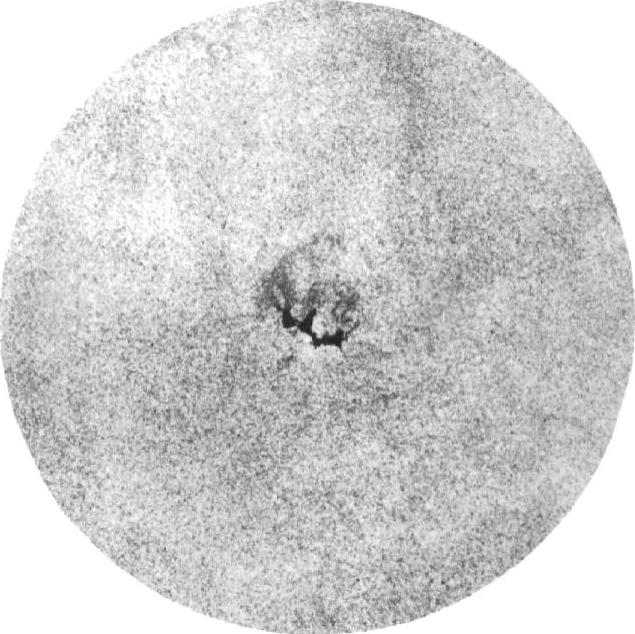
4)白点 钢材内部出现的白点(见图3-6)。白点是由于钢中含有氢,辗轧后冷却不当,氢扩散不出去而产生的。
5)非金属夹杂(见图3-7)。夹杂物在轧制时被辗轧成条带状。夹杂物破坏了基体金属的连续性,严重时会引起锻件开裂。
6)网状碳化物(图3-8)。通常在碳含量高的合金钢中易出现这种缺陷。其原因是钢中的莱氏共晶碳化物和二次网状碳化物在开坯和轧制时未被打碎或分布不均匀造成的。碳化物偏析降低钢的锻造性能,容易引起锻件开裂等。
钢材的缺陷直接影响锻件的质量,如钢材表面的薄膜、折叠可能造成锻件重皮;钢材的裂纹、发裂在锻造加热时会向深处发展;白点会严重地降低锻件的力学性能。因此,锻前和锻造中必须清理钢材的缺陷,尤其是用于精密锻造和锻制重要的零件时,应该在锻前进行酸洗和无损检测等,及时发现和清除钢材的缺陷,以保证锻件质量。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-5 中心缩孔
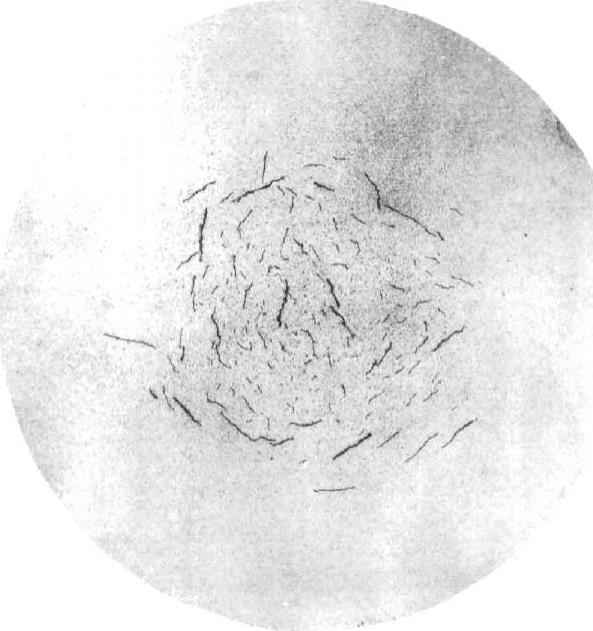
图3-6 白点

图3-7 非金属夹杂100×
(2)挤压坯及其缺陷 非铁金属棒料一般由铸锭经挤压成形。非铁金属常见缺陷是粗晶环和表面裂纹。
粗晶环常常是铝合金或镁合金挤压棒材上存在的缺陷。它的产生原因是:在挤压过程中,材料表面和模具之间存在着剧烈的摩擦,因而产生较大的变形。在以后的热处理过程中,这部分金属材料因为二次再结晶而在外层形成粗大等轴晶粒组织。
有粗晶环存在的坯料在镦粗时,首先在表面上出现橘皮状的皱纹,进一步拔长或弯曲时,便会在最大变形区沿45°方向开裂。粗晶环层越厚,锻裂的可能性越大。
有粗晶环缺陷存在的坯料,在锻造前必须将粗晶环车去,表面裂纹应在锻前去除。

图3-8 网状碳化物100×
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。