



锻造加工的目的在于:第一,从比较大的钢锭或钢坯得出一定形状和尺寸的锻钢件成品;第二,破坏钢锭的最初铸造组织,改善钢的晶粒结构,形成纤维组织,从而改变钢的性能。
1.锻造比
坯料锻造前后的横截面积之比称为锻造比。锻造比表示变形程度的大小,是改善钢的力学性能的指标之一。
拔长时锻造比Y拔为:

式中 A0——拔长前坯料的横截面积;
L0——拔长前坯料的长度;
A1——拔长后坯料的横截面积;
L1——拔长后坯料的长度。
镦粗时锻造比Y镦(亦称为镦粗比或压缩比)为

式中 A0——镦粗前坯料的横截面积;
H0——镦粗前坯料的高度;
A1——镦粗后坯料的横截面积;
H1——镦粗后坯料的高度。
计算锻造比的原则如下:
1)原材料的外形有斜度时,则取最小截面,如钢锭取底部的截面积。
2)连续镦粗和连续延伸的总的锻造比为各次锻造比的乘积。
3)如果两次延伸中间加有镦粗,或两次镦粗中间有延伸工序,则总的锻造比为两次锻造比相加,而中间镦粗或中间延伸的锻造比不计算在总锻造比之内。
4)钢锭倒棱锻造比不计算在总锻造比之内。
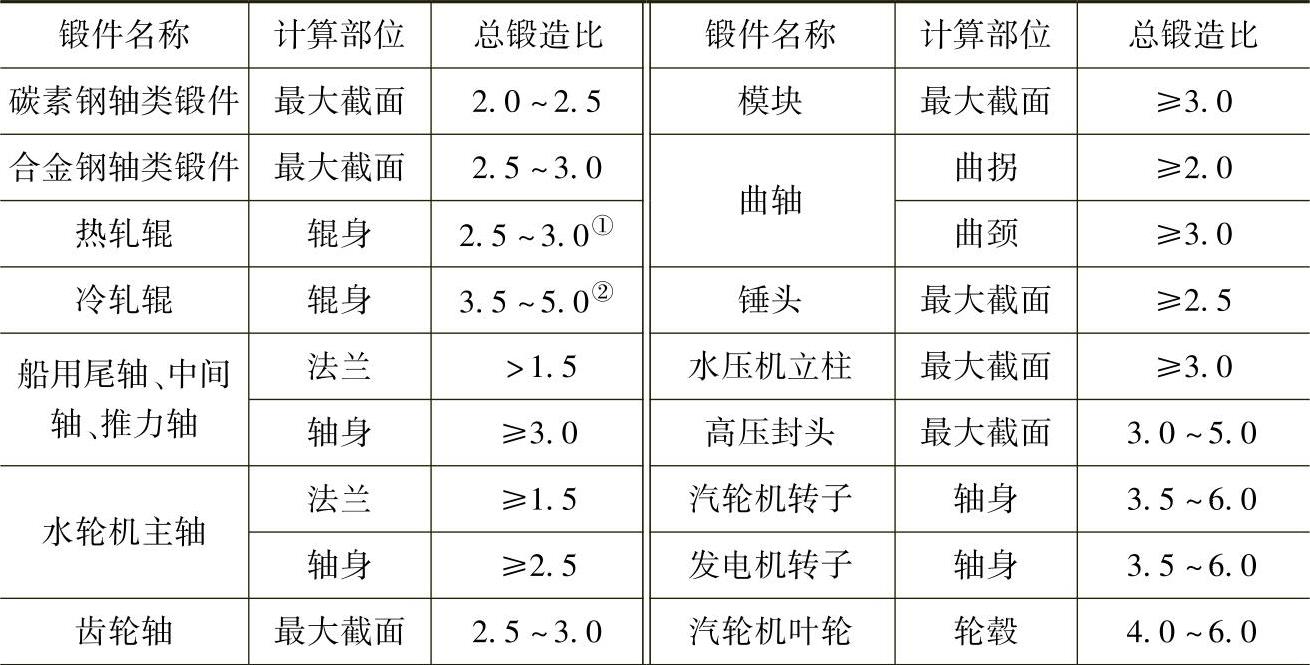
由于钢的用途不同,工作负荷不同,所以采取的锻造比也不一样。锻造比越大,变形越大;则钢的内部组织越细密,力学性能也就越好。但这不是说锻造比需要无限制地增大,它是有一定的限度的。锻造比大,加工量就大,所以锻造比只要合乎对钢料的技术要求就够了。锻造比是根据钢种或用途来进行选取的。各类典型零件锻造比的选择见表1-2。
表1-2 典型锻件的锻造比
 (https://www.xing528.com)
(https://www.xing528.com)
①一般取3,对小型轧辊可取2.5。
②支承辊轴锻造比可适当减小到3。
2.锻钢件的纤维组织
经过锻造后的锻件,沿锻造方向的纵向与横向的力学性能并不相同。这是由于锻造时钢锭内部的晶体与非金属夹杂物,在锻造力的作用下改变了它的原有状态,沿锻造伸展方向形成了丝状结构,亦即纤维组织(也称流线,如木材带条状的纤维)。当钢锭中部的锻造比达到2~3时,可以部分获得纤维组织;只有当锻造比增大到10后,锻钢的全部断面才具有纤维组织。
纤维方向不同,力学性能也不相同。研究发现,锻造对钢的强度没有显著影响,而对伸长率、断面收缩率和冲击韧度有影响,即在纵向较好,在横向较差。在中心部分,横向试样的力学性能比周边更差。
锻造加工方法的不同,变形后的纤维方向也不同。因此,为了获得力学性能最好的钢质锻件,无论是在制订工艺过程中,还是在实际操作时,都必须考虑加工的锻件的纤维组织方向和力学性能的关系,锻造的纤维方向应该与工件的外形形状一致。为了获得理想的纤维组织,锻造拔长可以将纤维方向沿直线伸展,镦粗和弯曲可以将直线分布的纤维方向改变为曲线分布,尽量不将纤维切断。
锻造加工后的纤维组织十分稳定,进行热处理或再锻压加工都不可能把它破坏。
下面举例说明锻件内纤维分布与锻造方法和力学性能的关系。
图1-15所示为三种加工螺栓的方法。图1-15a是由棒料切削而成的,螺栓头的纤维组织被切断。此外,螺栓杆是由棒料中力学性能较差的中心部分做成。图1-15b的螺栓杆部是用拔长的方法锻成,具有较好的纤维方向。图1-15c是从与螺栓杆直径相等的杆料用镦粗螺钉头的锻造方法制成的螺栓,可以获得纤维分布最好的螺栓头。

图1-15 由不同方法制成的螺栓的纤维组织
a)由棒料切削而成 b)螺栓杆部用拔长法锻成 c)镦粗螺钉头法锻成
图1-16所示为三种锻造齿轮的方法。重要的是要使齿轮沿着直径的各个方向的力学性能相同,否则在沿圆圈切出齿牙时,将使齿牙磨损不均,并在最薄弱的地方发生断裂。图1-16a所示为由轧制棒料上沿着横断面切下的坯件制成,纤维顺着料的轴线分布,齿1处纤维组织不合理。图1-16b所示为用扁料镦粗制成,齿部纤维方向不一样,齿1处顺纤维方向是合理的,但齿2横切纤维则是不合理的。图1-16c所示为在坯的端面镦粗而得到的,镦粗后的纤维按径向分布,是最好的制造方法。

图1-16 由不同方法制成的齿轮的纤维组织
a)用棒料切下的坯件制成 b)用扁料镦粗制成 c)用棒料镦粗制成
3.锻件组织与性能控制要点
除合理选用原材料和锻造变形方法外,还应注意以下几点:
(1)控制金属加热、冷却和锻压温度规范 加热中避免过热与过烧,尽量减少氧化和脱碳。高温时保温时间不宜过长,以防止晶粒粗大。始锻温度不宜过高。在规定的终锻温度停锻。若最后一次变形量较小,则应降低始锻温度,以免终锻温度过高,晶粒长大。尽量减少火次,避免无变形加热。合理选定冷却方式及规范,避免锻件内部出现过高的残余应力或裂纹。
(2)控制总变形量 钢锭的锻造比(总变形量)对保证金属组织和性能有很大影响。锻造比不足,中心变形小,铸态组织仍会局部保留。锻造比过大,力学性能异向性增大,横向力学性能降低较多,且过多地消耗动力和工时。合理的锻造比应是使铸锭组织全部得到改善的最小锻造比,同时通过改善熔炼与浇注工艺(如电渣重镕)可降低所需锻造比。
(3)合理选用变形工艺 对于要求综合力学性能的重要锻件(如转子),必要时可采用中间镦粗,以减小力学性能异向性,并获得较高的力学性能。大型多拐曲轴用弯曲镦锻(全纤维锻造)成形,使纤维方向与零件外形轮廓基本吻合。采用中心压实法,可不经过镦粗而较好地锻合内部缺陷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。