



1.用基节仪检测齿轮基节偏差Δ fpb
基节仪有手持式和台式两种,图8-34为手持式切线接触式基节仪的一种。它具有活动量爪3、固定量爪1和辅助支承爪2。活动量爪3的微小位移可以放大传递至指示表4。转动调节螺钉6可以使固定量爪1沿量仪导轨移动,以适应各种不同模数的被测齿轮的测量。量爪1的位置调整好后,用螺钉5把它紧固在导轨上。转动调节螺钉7可使辅助支承爪2移动。测量时辅助支承爪2与异侧齿面接触,用来辅助定位。
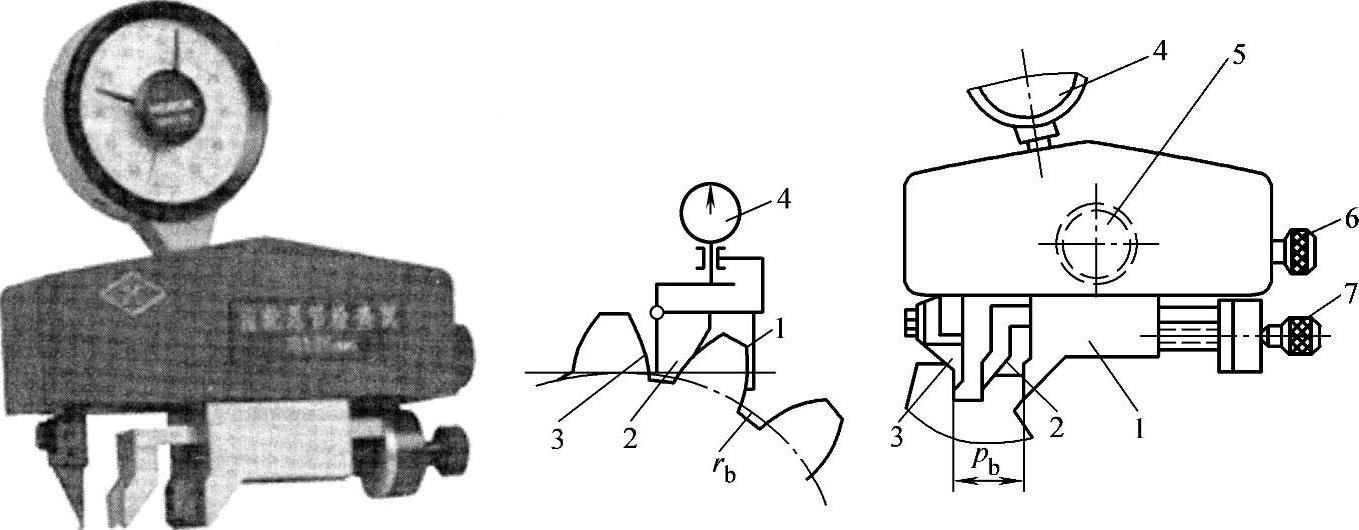
图8-34 手持式切线接触式基节仪
1—固定量爪 2—辅助支承爪 3—活动量爪 4—指示表 5—固定量爪锁紧螺钉 6—固定量爪调节螺钉 7—辅助支承爪调节螺钉
测量步骤:
1)按被测齿轮的模数m和基本齿廓角α计算公称基节值。pb=πmcosαp。按公称基节值选取合适量块,并把它们组合成量块组(见图8-35),将量块组3放在示值零位调整器内,并用螺钉5压紧。
2)调整量仪指示表示值零位。将量仪安放在示值零位调整器上,调整两量爪1和3,并使指示表指针压缩约一圈,同时旋转指示表4的表盘(圆刻度盘)。使零刻线对准指针。
3)将示值零位调整好的基节仪放在被测齿轮上(见图8-34),使两个量爪1和3分别与相邻两个同侧齿面接触。转动调节螺钉7,移动辅助支承爪2,使它与异侧齿面接触,以使活动量爪3不碰齿根,固定量爪1不碰齿顶,保证两个量爪分别与相邻两个同侧齿面的工作部分相切。缓慢地摆动基节仪,使活动量爪3在齿面上滑动。由指示表4读出示值(指针转折处的示值),该示值即为基节偏差值。
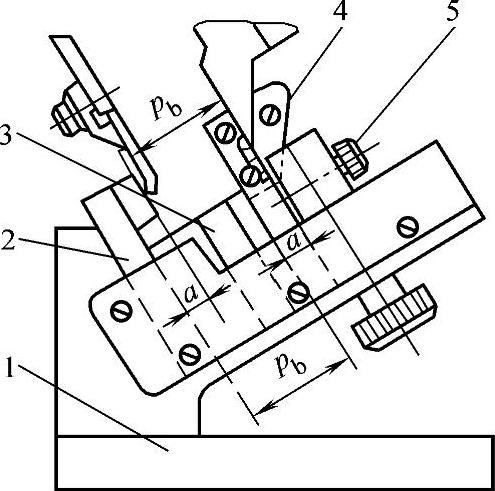
图8-35 示值零位调整器(https://www.xing528.com)
1—底座 2、4—校对块 3—量块组 5—固紧螺钉
4)用上述的方法对均布的四个被测基节进行测量(左、右齿面各测一次)。取其中的最大偏差作为被测齿轮的基节偏差。在测量的过程中应随时注意复查示值零位。
5)按齿轮图样上给定的基节极限偏差,判断被测齿轮的合格性。
2.齿轮齿厚偏差的测量
用齿轮游标尺测量齿轮的齿厚偏差。齿厚偏差ΔEs是指在分度圆柱面上,法向齿厚的实际值与公称值之差。
测量齿厚偏差的齿厚游标卡尺如图8-36所示,它是由两套相互垂直的游标尺组成。其中垂直游标尺用于控制测量部位(分度圆至齿顶圆)的弦齿高hf,水平游标尺用于测量所测部位(分度圆)的弦齿厚sf实际。齿轮游标尺的分度值为0.02mm,其原理和读数方法与普通游标尺相同。
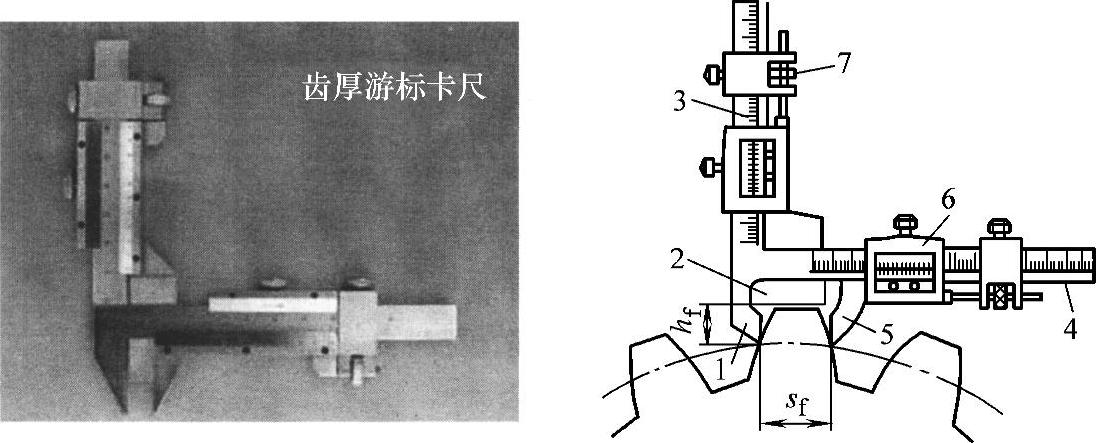
图8-36 齿厚游标卡尺外形结构
1—固定量爪 2—高度定位尺 3—垂直游标尺 4—水平游标尺 5—活动量爪 6—游标框架 7—调整螺母
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。