



【摘要】:在成批生产中常用圆锥量规检验圆锥工件的锥度和基面距偏差。圆锥量规分为圆锥塞规和套规,其结构如图4-24所示。被检验工件的最大圆锥直径处于圆锥塞规两条刻线之间,表示被检验工件合格的。图4-25 圆锥量规检验图4-26 锥度样板
锥度和角度的相对量法是指用锥度或角度的定值量具与被测的锥度和角度相比较,用涂色法或光隙法估计被测锥度或角度的偏差。
在成批生产中常用圆锥量规检验圆锥工件的锥度和基面距偏差。圆锥量规分为圆锥塞规和套规,其结构如图4-24所示。
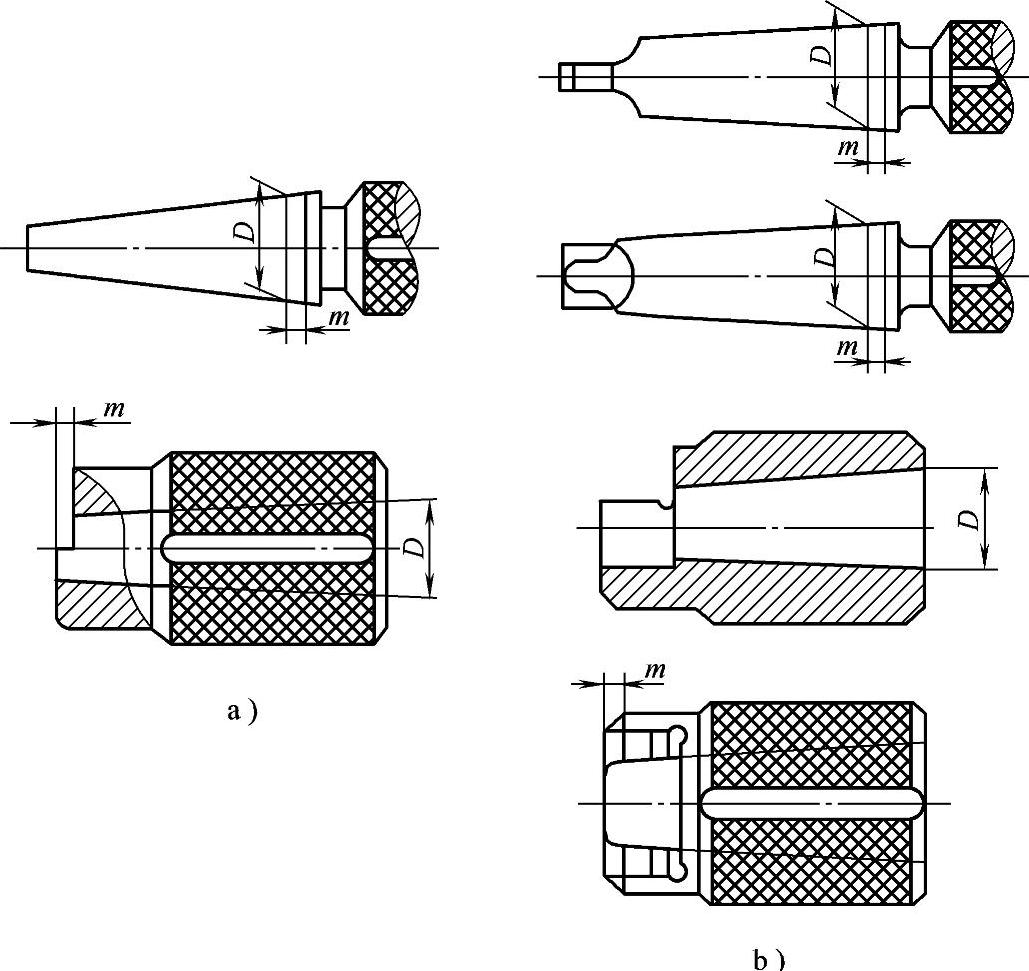
图4-24 圆锥量规
a)不带扁尾的圆锥量规 b)带扁尾的圆锥量规
如前所述,圆锥工件的直径偏差和角度偏差都将影响基面距变化。因此,用圆锥量规检验圆锥工件时,是按照圆锥量规相对于被检验的圆锥工件端面的轴向移动(基面距偏差)来判断是否合格,为此在圆锥量规的大端或小端刻有两条相距为m的刻线或距离为m值的小台阶,如图4-25所示,而m值等于圆锥工件的基面距公差。
由于圆锥配合时,通常锥角公差有更高要求,所以当用圆锥量规检验时,首先以单项检验锥度,采用涂色法,即在圆锥量规上沿素线方向薄薄涂上二、三条显示剂(红丹或蓝油),然后轻轻地和被检工件对研,转动约1/2~1/3转,取出圆锥量规,根据显示剂接触面积的位置和大小来判断锥角的误差。用圆锥塞规检验内圆锥时,若只有大端被擦去,则表示内圆锥的锥角小了,若小端被擦去,则说明内圆锥的锥角大了,若均匀地被擦去,表示被检验的内圆锥锥角是正确的。其次再用圆锥量规按基面距偏差作综合检验,如图4-25所示。被检验工件的最大圆锥直径处于圆锥塞规两条刻线之间,表示被检验工件合格的。(https://www.xing528.com)
除圆锥量规外,对于外圆锥还可以用锥度样板(见图4-26)检验,合格的外圆锥最小圆锥直径应处在样板上两条刻线之间,锥度的正确性利用光隙判断。
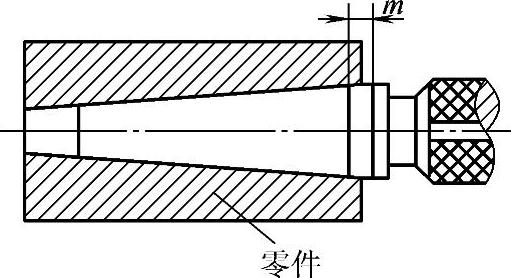
图4-25 圆锥量规检验
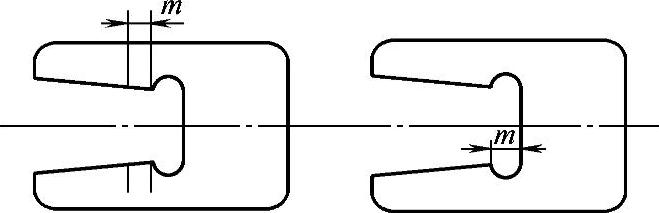
图4-26 锥度样板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。