



万能测长仪是由精美机械、光学系统和电气部分结合起来的长度测量仪器,即可用来对零件的外形尺寸进行直接测量和比较测量,也可以使用仪器的附件进行各种特殊测量工作。
1.主要技术参数
1)分度值:0.001mm。
2)测量范围包括以下几个方面:
①直接测量:0~100mm;
②外尺寸测量:0~500mm;
③内尺寸测量:10~200mm;
④电子眼装置测量:1~20mm;
⑤外螺纹中径测量:0~180mm;
⑥内螺纹中径测量:10~200mm。
3)仪器误差包括以下方面:
①测外部尺寸:±(0.5+L/100)μm。
②测内部尺寸:±(2+L/100)μm。
2.仪器结构
JD15万能测长仪结构如图3-46所示,卧式万能测长仪主要由底座、万能工作台、测量座、手轮、尾座和测量设备附件等部件组成。
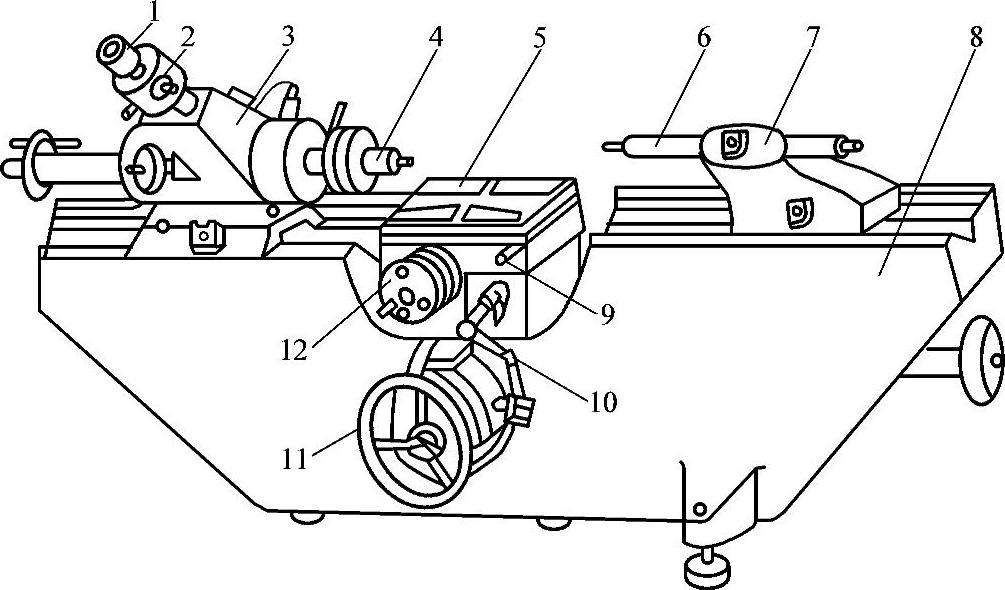
图3-46 JD15万能测长仪结构
1—读数目镜 2—读数回转手轮 3—测量座 4—测量轴 5—工作台 6—后座测轴 7—后座 8—底座 9—工作台水平回转手柄 10—工作台垂直摆动手柄 11—工作台升降手轮 12—工作台横向移动手轮
底座的头部和尾部分别安装着测量座和尾座,它们可在导轨沿测量轴线方向移动,在底部安装着万能工作台,通过底座尾部的平衡装置,可使工作台连同被测零件一起轻松地移动。平衡装置是通过尾座下方的手柄使弹簧产生不同的伸长和拉力,再通过杠杆机构和工作台升降机构连接,使与工作台的重量相平衡。
万能工作台可有5个自由度的运动。中间手轮调整其升降运动,范围为0~105mm,并可在刻度盘上读出;旋转前端微分筒可使工作台产生0~25mm的横向移动;扳动侧面两手轮使工作台具有±3°的倾斜运动或使工作台绕其垂直轴线旋转±4°;在测量轴线上工作台移动±5mm。
测量座是测量过程中感应尺寸变化并进行读数的重要部件,主要由测杆、读数显微镜、照明装置及微动装置组成。它可以通过滑座在底座床面的导轨上滑动,并能用手轮在任何位置固定。测量座的壳体由内六角螺钉与滑座紧固成一体。
尾座是放在底座右侧的导轨面上,它可以用手柄固定在任意位置上,旋转其后面的手轮时可使尾座测头做轴向微动。测头上可以装置各种测帽,同时通过螺钉调节,可使其测帽平面与测座上的测帽平面平行。
测量附件主要包括内尺寸测量附件、内螺纹测量附件和电子眼装置3类。
3.测量原理
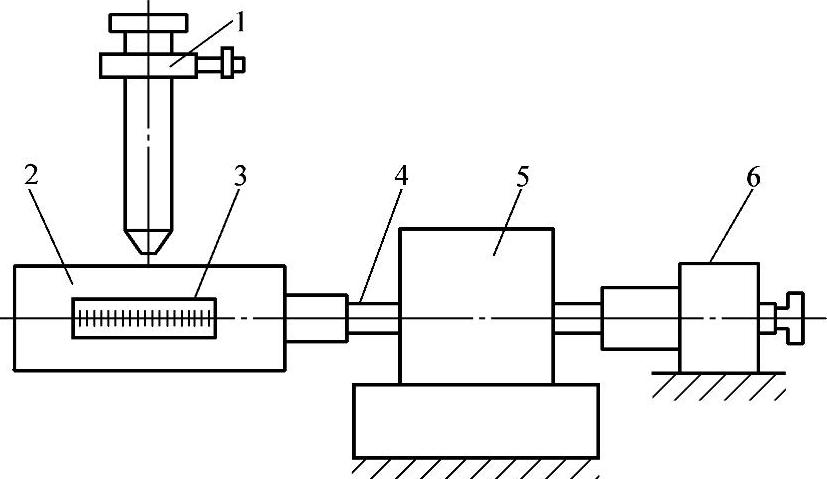
万能测长仪是按照阿贝原则设计制造的,即被测尺寸线在毫米刻度尺轴线的延长线上,如图3-47所示。刻度尺与测量轴一起移动,读数采用平面螺旋线原理。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-47 万能测长仪测量原理
1—读数显微镜 2—测量轴 3—精密毫米刻度尺 4—测量头 5—被测工件 6—尾座
4.JD15万能测长仪读数
(1)读数原理 在测量过程中,镶有一条精密毫米刻度尺(见图3-47)中的测量轴2,随着被测尺寸的大小在被测工件内做相应的滑动。当测量头接触被测部分后,测量轴就停止滑动,测微目镜1的光学系统如图3-48a所示。在目镜1中可以观察到毫米数值,但还需细分读数,以满足精密测量的要求。测微目镜中有一个固定分划板4,它的上面刻有10个相等的刻度间距,毫米刻度尺的一个间距成像在它上面时恰与这10个间距总长相等,故其分度值为0.1mm。在它的附近,还有一块通过手轮3可以旋转的平面螺旋线可转动分划板2,上面刻有10圈平面螺旋双刻线,螺旋双刻线的螺距恰与固定分划板上的刻度间距相等,其分度值也为0.1mm。在可转动分划板2的中央,有一圈等分为100格的圆周刻度,当可转动分划板2转动一格圆周分度时,其分度值为1×(0.1/100)mm=0.001mm,这样就可达到细分读数的目的。
(2)读数方法 从目镜中观察,可同时看到三种刻线,如图3-48b所示,先读毫米数(7mm),然后按毫米刻线在固定分划板4上读出小数点后第一位数(0.4mm),再转动手轮3,使靠近零点几毫米刻度值的一圈平面螺旋双刻线夹住毫米刻线,再从指示线对准的圆周刻度上读得微米数(0.051mm),所以从图3-48b中得到读数是7.451mm。
5.JD15万能测长仪测量
1)按被测孔径组合量块,用量块组调整仪器零位或用仪器所带的标准环调零。
2)将被测工件安装在工作台上,并用压板固定。需要说明的是,在圆柱体的测定中(无论是外圆柱面或是内孔),必须使测量轴线穿过该曲面的中心,并垂直于圆柱体的轴线。为了满足这一条件,在被测件固定于工作台上后,就要利用万能测长仪的工作台各个可能的运动条件,通过寻找“读数转折点”,将工件调整到符合阿贝原则的正确位置上。孔径测量如图3-49所示。转动工作台升降手轮,调整工作台的高度,使测轴上的测头位于孔内适当的位置,再慢慢旋转工作台横向移动手轮,同时观察目镜中刻度尺的变化,以读数最大值为转折点,在此处将工作台横向固定。最后再调整工作台垂直摆动手柄,以读数最小值为转折点,在此处将工作台纵向偏摆固定,方可正式读数(见图3-50)。此时,测量轴线穿过被测件的曲面中心,且与圆柱体的轴线垂直。
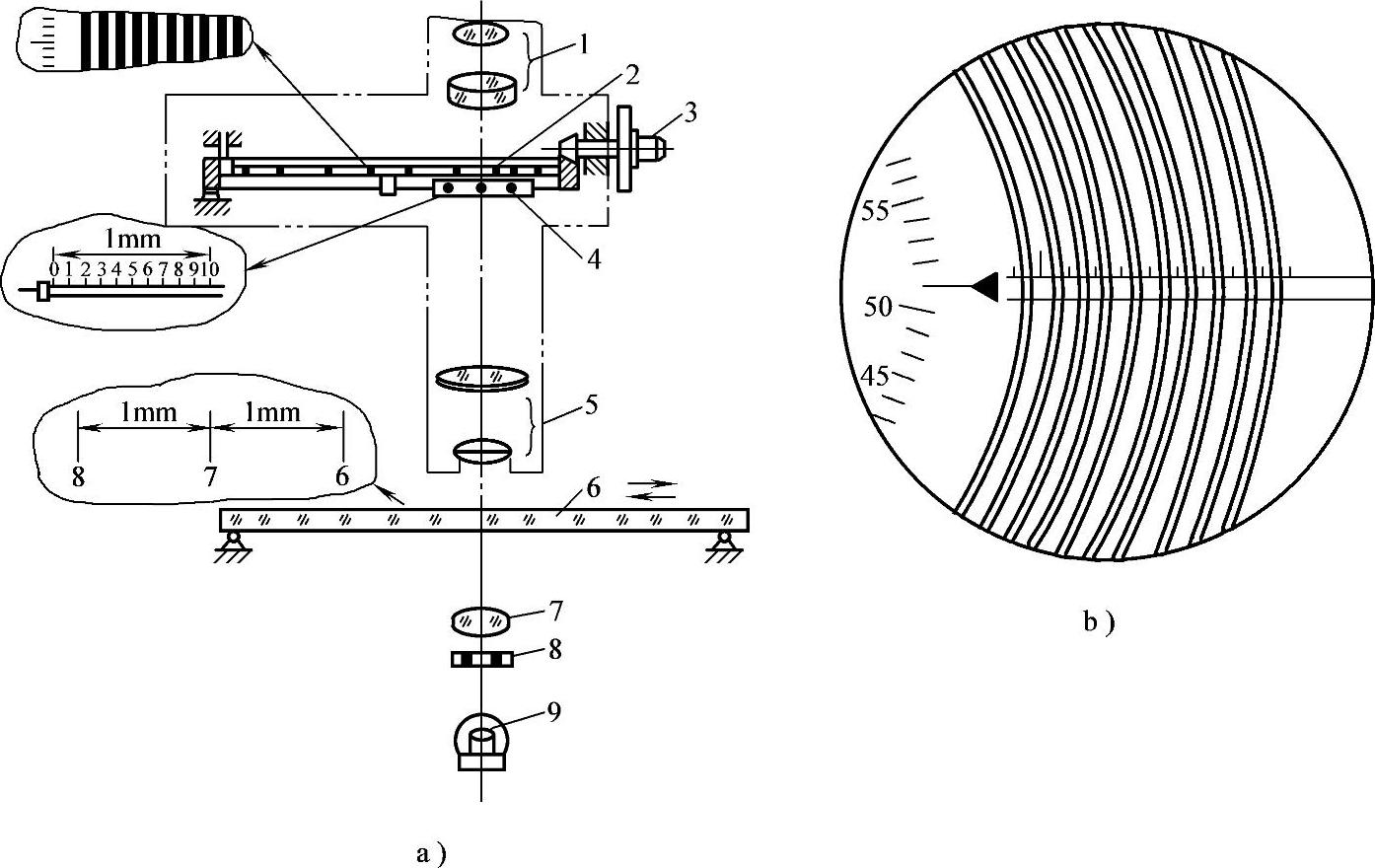
图3-48 JD15万能测长仪测量读数原理
a)光学系统 b)读数7.451mm
1—目镜 2—可转动分划板 3—手轮 4—固定分划板 5—物镜 6—毫米刻线尺 7—聚光镜 8—滤色片 9—光源
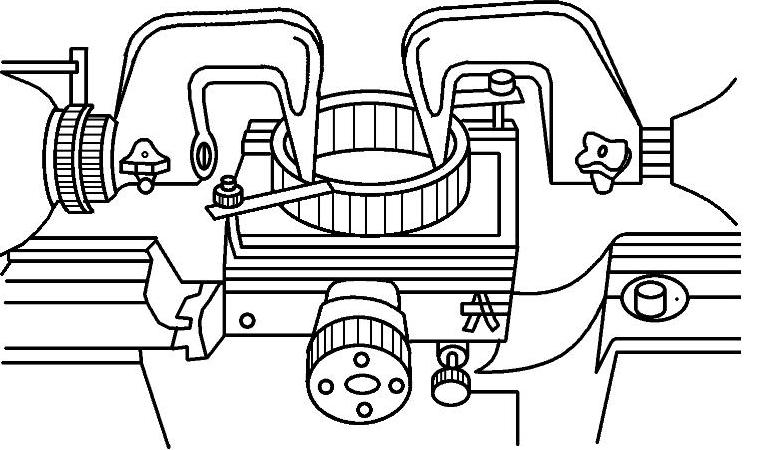
图3-49 孔径测量示意图
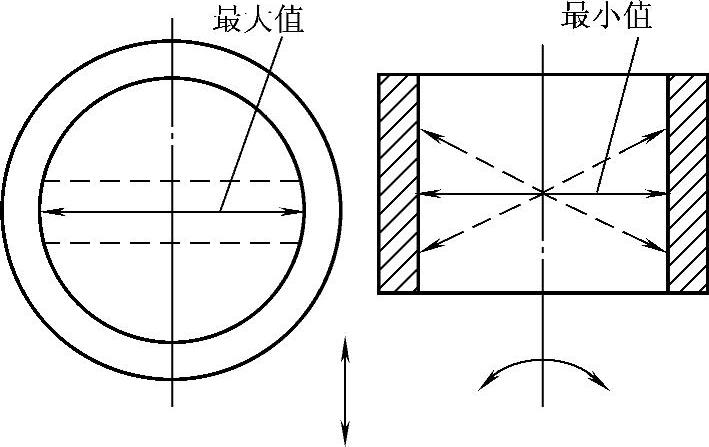
图3-50 找回转点示意图
3)松开测量轴固定螺钉,按上述方法调整工作台,使工件处于正确位置,从读数显微镜中读数。
4)重复上述步骤3),记录每次测量结果。
5)进行等精度多次测量的人工数据处理,并判断被测孔径的合格性。也可事先编制程序,将工件公差与测得值输入计算机,由计算机进行数据处理,并将合格性判断打印或在屏幕上显示出来。
6)填写测量报告。
6.维护保养
1)仪器室不得有灰尘、振动及各种腐蚀性气体。
2)室温应维持在20℃左右,相对湿度最好不超过60%,防止光学部件产生霉斑。
3)每次使用完毕后,必须对工作台、测帽以及其他附属设备的表面用汽油清洗,涂上无酸凡士林,盖上仪器罩。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。