



1.钢直尺
(1)结构与规格 钢板尺俗称钢尺或直尺,如图3-17所示,是用来测量长度的一种最常用的简单量具,可直接测量工件尺寸。尺边平直,尺面有米制或英制的刻度,可以用来测量工件的长度、宽度、高度和深度。有时还可用来对一些要求较低的工件表面进行平面度检查。

图3-17 钢直尺
钢直尺测量范围基本取决于钢直尺的长度。测量范围主要有:0~150mm、0~200mm、0~300mm、0~500mm等规格,其测量范围就是所能测定的最大长度。钢直尺最小刻度一般为0.5mm或1mm。
(2)使用方法 要根据被测件的形状和尺寸大小灵活掌握使用钢直尺的方法。应根据测量尺寸的大小,选择恰当长度的钢直尺。实际测量工件时,应将钢直尺拿稳,用拇指贴靠工件。图3-18 a所示为正确的测量方法;图3-18b所示为错误的测量方法。手指位置不对,易使钢直尺不稳定,造成测量不准确。读数时,应使视线与钢直尺垂直,而不应倾斜,否则会影响测量的准确度。
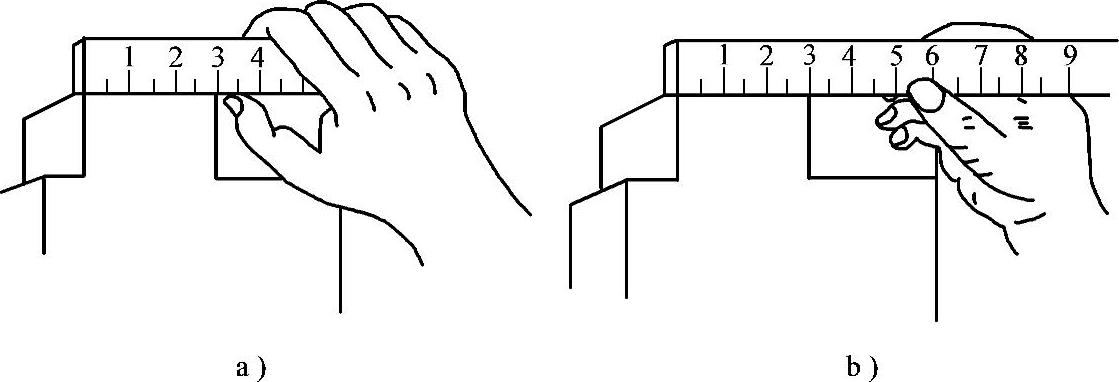
图3-18 钢直尺测量工件
a)正确 b)不正确
钢直尺起始端是测量的基准,应保持其轮廓完整,以免影响测量的准确度。如果钢直尺端部已经磨损,应以另一刻度线作为基准。
2.卡钳
卡钳是一种间接测量的简单量具,不能直接读出测量数值,必须与钢直尺或其他带有刻度的量具一起使用才行。
(1)卡钳的种类 卡钳还分为普通卡钳和弹簧卡钳。普通卡钳结构简单,是用铆钉或螺钉连接两个卡脚的;弹簧卡钳是用弹簧连接两个卡脚的,通过调整螺母来限制卡脚张开的大小,如图3-19所示。
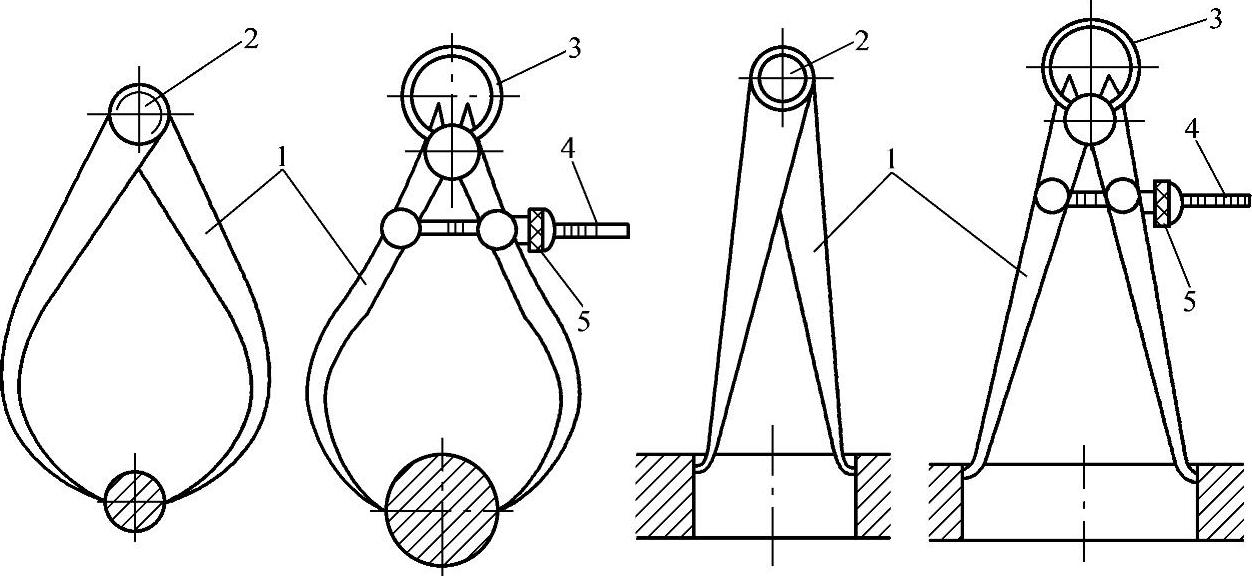
图3-19 卡钳
1—卡钳 2—铆钉或螺钉 3—弹簧 4—螺钉 5—调整螺母
卡钳分外卡钳和内卡钳,外卡钳是由两个弧形卡脚连接起来的,两个钳口是相对的,可用来测量外尺寸,如外圆直径、厚度、宽度等。内卡钳是由两个直形卡脚连接起来的,两个钳口是向外的,可用来测量内尺寸,如内孔、沟槽等。
卡钳适合用来测量铸、锻件毛坯。
在精加工过程中,卡钳应与千分尺配合使用,对某一加工尺寸,用预先调整好的卡钳进行测试,可提高测量精度和工作效率。
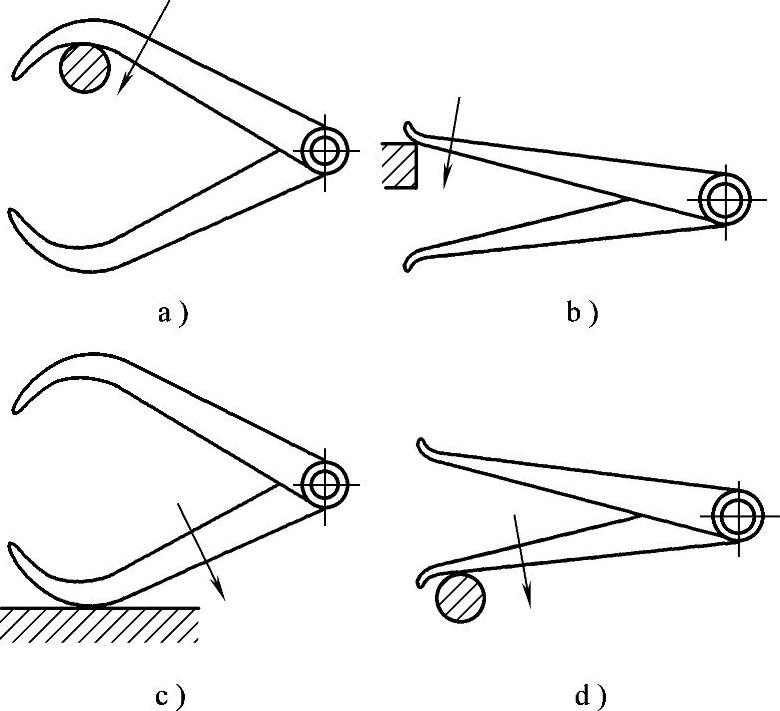
图3-20 卡钳的调整
(2)卡钳的调整方法
1)普通卡钳的调整。卡钳卡脚张开的大小,称为卡钳的开度。调整普通卡钳的开度时,先用两手进行大致调整,开度接近需要的大小时,用手捏住连接处,轻轻敲击卡脚,使它微微张大或缩小来进行细微调整。图3-20a、b是轻敲卡脚的外边(图示箭头为敲击方向),使它由大调小;图3-20c、d是轻敲卡脚的内边,使它由小调大。
2)弹簧卡钳的调整。调整弹簧卡钳的开度时,先用左手的拇指和食指握住两个卡脚的下部,使两脚合拢,再用右手旋转螺母到适当位置;然后轻轻放松两个卡脚,靠弹簧力使它张开,这样可避免螺纹过早磨损;最后再用螺母进行细微调整。
(3)卡钳的使用方法 卡钳的使用如图3-21所示。图3-21a表示用卡钳测外圆尺寸;图3-21b表示用卡钳测内孔尺寸;图3-21c表示用钢直尺调整卡钳尺寸;图3-21d表示用千分尺调整卡钳尺寸;图3-21e表示用卡钳测壁厚。
类似图3-21d的工件,由于中间有一凸台,用游标卡尺或千分尺测量皆不方便,用卡钳则比较方便;在图3-21e中,壁厚用卡尺或千分尺同样难以测量,用卡钳较为方便。
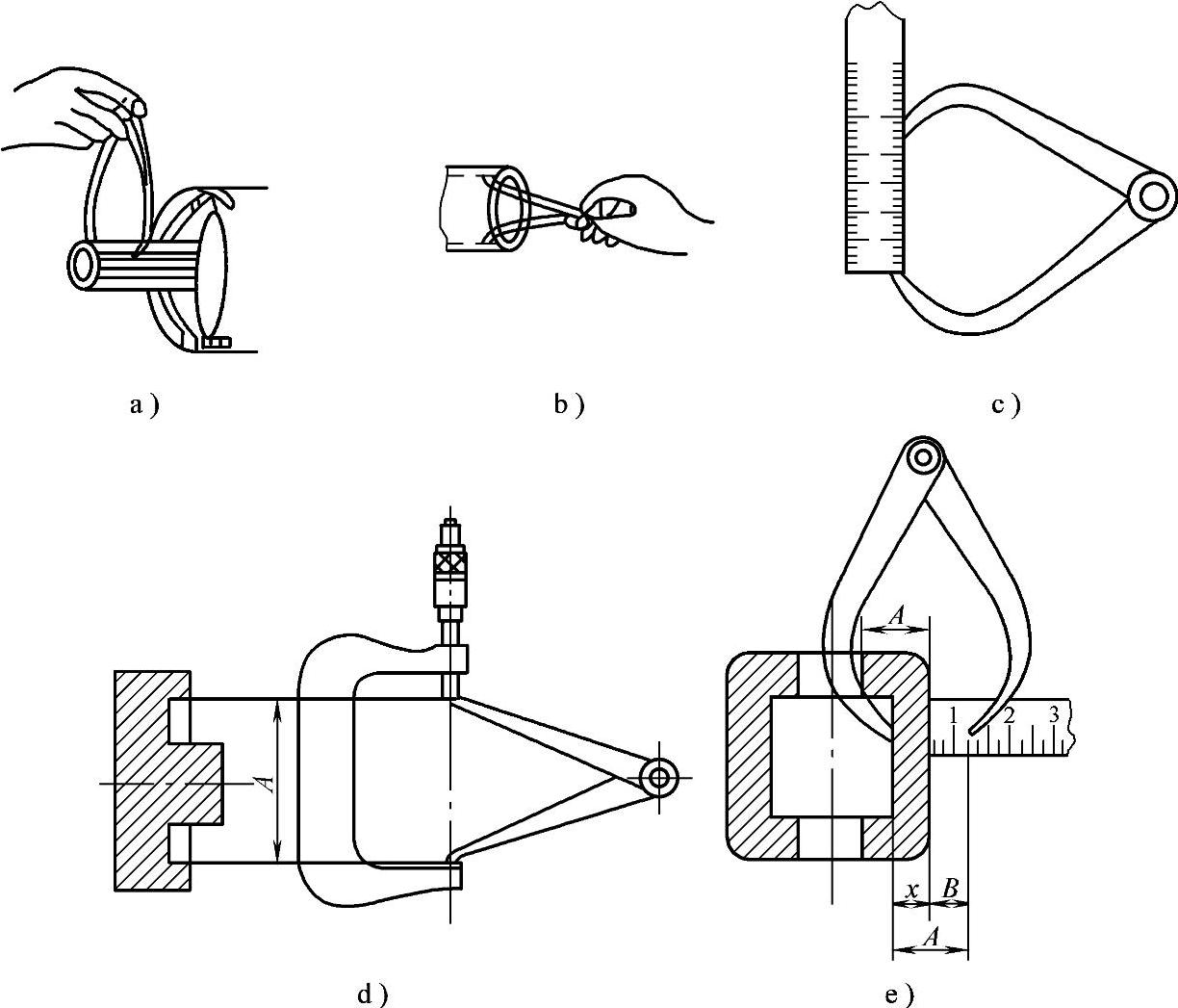
图3-21 卡钳的使用
1)外卡钳的用法(https://www.xing528.com)
①用中指挑着外卡钳连接部位的叉处,用拇指和食指扶持住两个卡脚,不加外力仅靠卡钳的自重滑过被测件表面,这时手指只有轻微的接触感觉,这样的测量松紧程度才是合适的,如图3-22a所示。
②若手指没有接触感觉时,说明外卡钳的开度比被测件尺寸大;若外卡钳靠自重不能滑过被测表面时说明开度比被测件尺寸小。
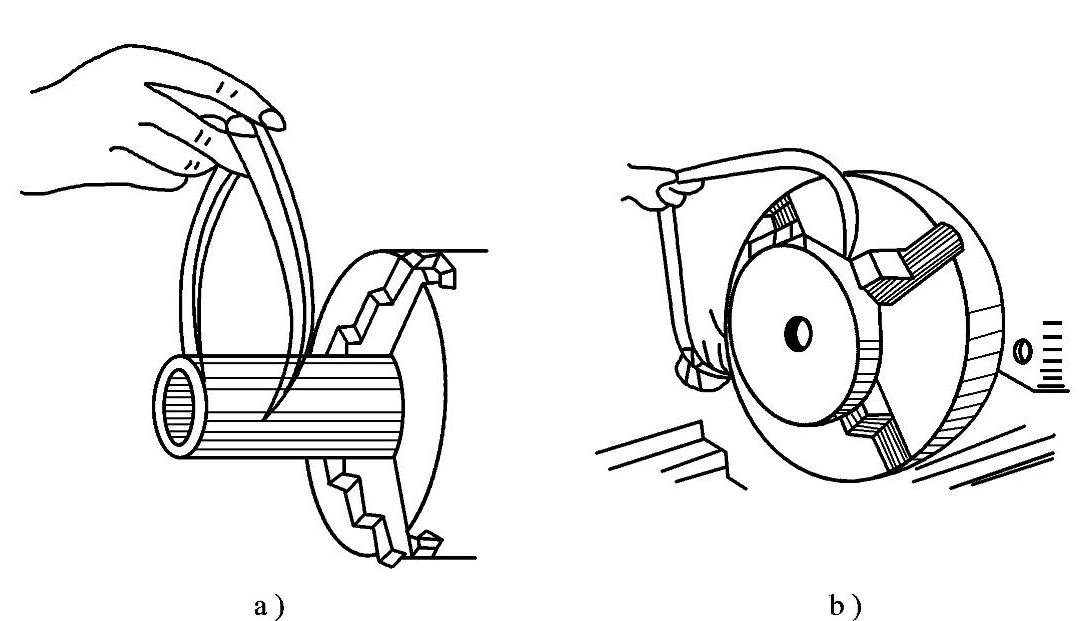
图3-22 外卡钳的使用
③当测量的直径较大时,可采用图3-22b所示方法,先用左手把一个钳口靠在被测件的左下方表面上,用右手拿住外卡钳的连接处,使另一钳口滑过被测件的右上方表面。
④外卡钳测得的尺寸,需要拿到钢直尺上比较才能知道具体数值。这时,用左手拿住钢直尺,无名指或小指紧靠尺端并露出半指,如图3-23a所示。把外卡钳的一个钳口靠在钢直尺端边上,因被手指挡住不易滑脱;把另一个钳口顺着钢直尺边缘平行地放在尺面上,用眼睛正对钳口所指的刻线观察,读出正确尺寸。
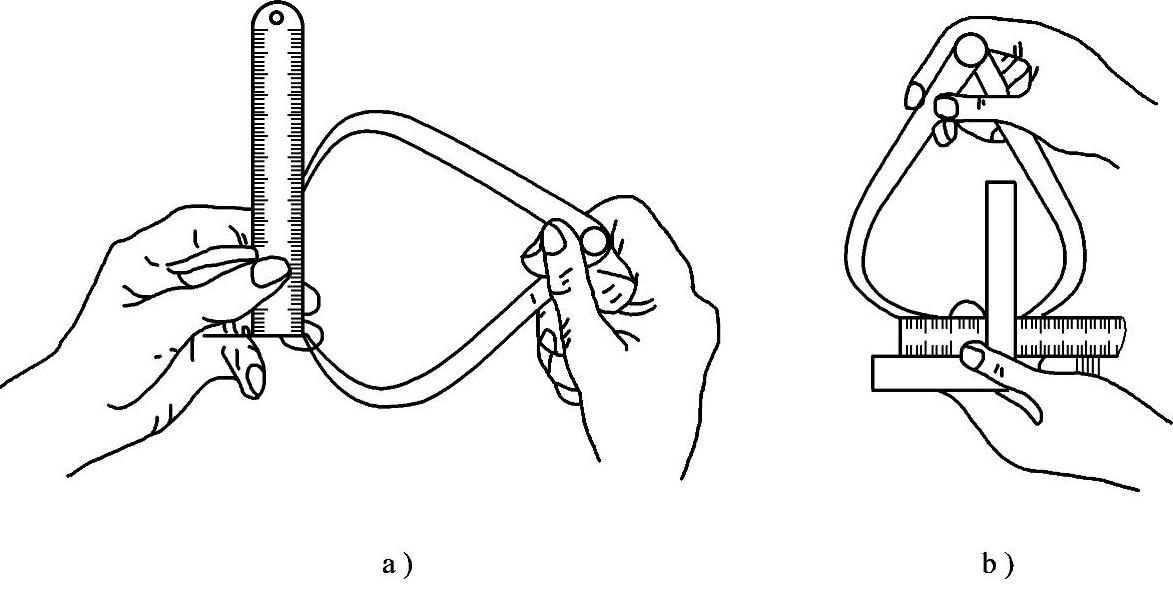
图3-23 外卡钳量取尺寸的方法
2)内卡钳的用法
①用拇指和食指捏住内卡钳的连接处,先把卡钳的一个钳口靠在孔壁或槽壁上作为支承点,再将另一个钳口前后左右摆动进行试探,以便得到准确尺寸(见图3-24)。
②用内卡钳测量孔径时,应将另一个钳口由孔口略偏里面一点,逐渐向外试探,并沿孔壁圆周方向摆动,当摆动量很小时,表示两个钳口已处于内直径的两个端点上了,所得到的测量结果就比较准确。如果用已经取好尺寸的内卡钳去测量孔径时,就是比较一下内卡钳在孔内的松紧程度,当内卡钳在孔内的摆动量较大时,表示孔径比内卡钳的尺寸大;当内卡钳放不进去或放进孔内也紧的不能自由摆动时,就表示孔径比内卡钳的尺寸小。
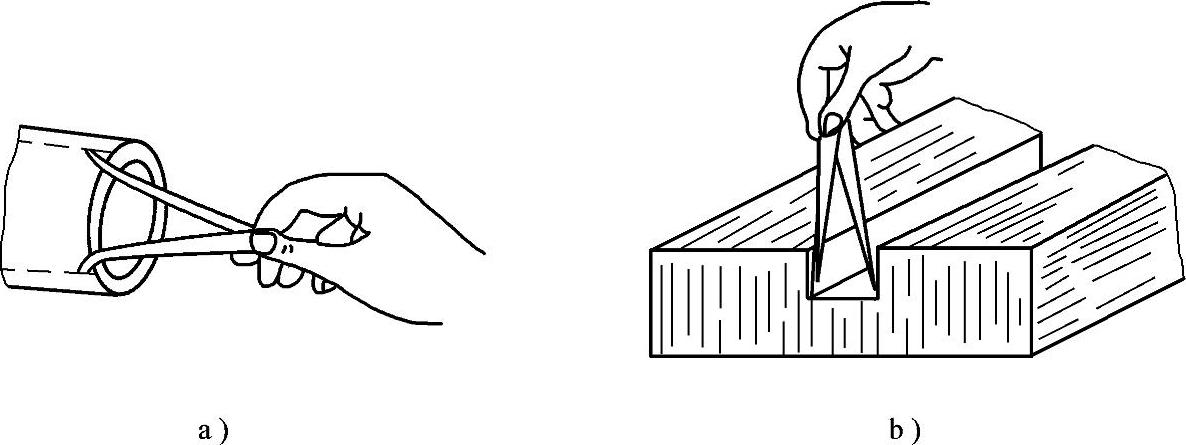
图3-24 内卡钳测量
③用内卡钳测量槽宽的方法与上述相似,钳口摆动试探时,应找出最小距离,才能得到准确的测量结果。
④内卡钳从钢直尺上量取尺寸的方法见图3-25。先把钢直尺端边靠在一个平面上,然后把内卡钳的一个钳口靠住这个平面,再使另一个钳口从钢直尺上读取尺寸。
⑤测量孔径时,为了得到比较准确的测量结果,内卡钳可与外径千分尺配合使用,这种孔径测量法又称为“内卡钳千分尺”。左手拿千分尺,右手拿内卡钳,把卡钳与内孔的接触松紧调整好之后,取出内卡钳,再到外径千分尺上读出尺寸,如图3-26所示;或用内卡钳在外径千分尺上读取准确尺寸之后;再去检验孔径。为了提高测量的精确度,内卡钳的两个钳口要制成小球面形,测量时钳口中心与孔壁是点接触;钳口摆动时两侧也不会与孔壁相碰,这就能够测量出孔径的准确尺寸。
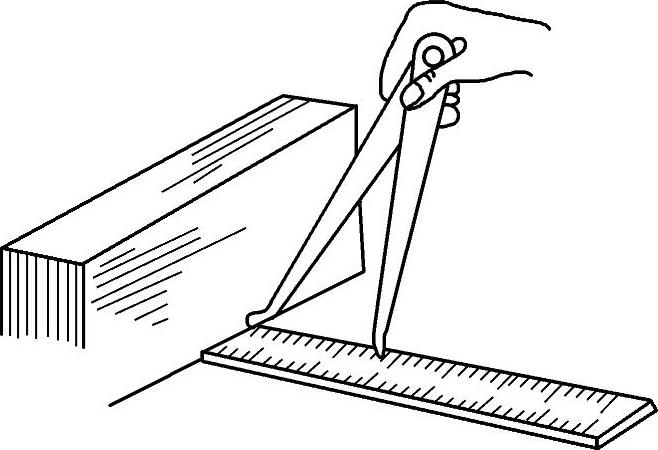
图3-25 内卡钳从钢直尺上量取尺寸
(4)使用卡钳测量时的注意事项
1)卡钳使用前要进行检查。检查两钳口合拢的情况,侧面应在同一平面内,透光观看时两钳口光隙一致。弹簧卡钳的弹簧必须有足够的弹力;普通卡钳的连接铆钉或螺钉不能太紧或太松,否则卡钳不好用。
2)调整卡钳的开度时,要轻敲卡脚,不应敲击钳口,因为钳口是工作面,不能损伤。
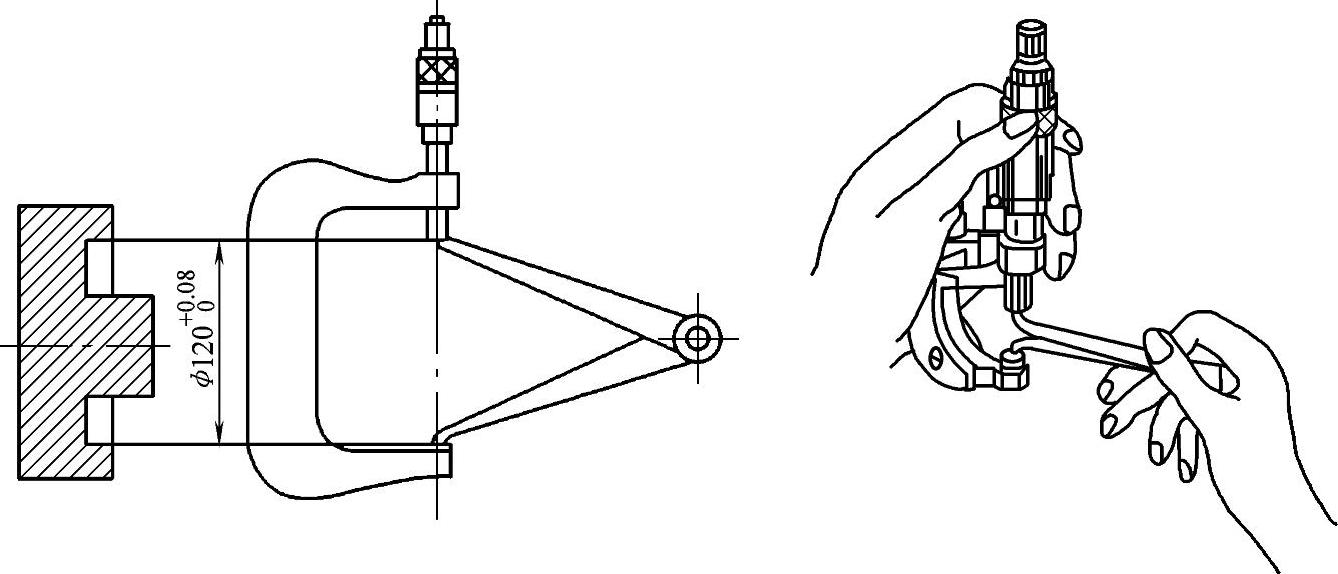
图3-26 内卡钳千分尺测量孔径
3)测量时,手拿卡钳要端正,应正视,否则测量出来的尺寸就会不准确。
4)测量时,不能把外卡钳用力压下,也不能把内卡钳用力插进孔中或沟槽内,否则会使卡脚扭曲变形,得不到准确的尺寸。
5)已经量好尺寸的卡钳不要乱放,以免尺寸变化。
6)不能在旋转的工件上测量尺寸,这不仅会加速钳口的磨损,更重要的是还会造成事故。如铸件内常有气孔或缩孔,一旦钳口落入,就可能把测量者的手也拉进去,造成危险。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。