



1.感应料浆焊接法
渗铝钢具有优良的耐蚀性和大大低于不锈钢的成本,有着广阔的应用前景。但由于渗铝钢焊接时易产生铝的扩散、氧化,性能会大幅度地降低,尤其是碳素渗铝钢管内壁不能补铝,使其推广应用有难度。为此,有些参考资料提出了采用感应料浆法焊接工艺。试验用母材为ϕ114mm×6mm的碳素渗铝钢管,碳素渗铝钢管内、外壁渗铝层的厚度分别为0.15~0.22mm和0.14~0.20mm,最外层渗铝的质量分数为26.6%。
(1)感应料浆焊接工艺
1)对接熔焊。考虑到钢管内壁无法补铝的情况,焊条电弧焊时选用高Cr-Ni的A302焊条,使熔敷金属整体形成耐热及耐蚀性均高于渗铝钢的奥氏体组织。操作上采用单面焊双面成形工艺。其焊接参数为:ϕ3.2mmA302焊条、焊接电流110A、电弧电压25V。焊后立即将焊接区域包上石棉绳(布)保温,以避免渗铝层的微裂纹。
2)碳素渗铝钢管内壁补铝层的使用。为补偿背面熔合区渗铝层中铝的损失,焊前应在钢管接头内壁两侧涂覆含铝补偿层,其作用是:一是在单面焊双面成形工艺中起到衬垫作用;二是在焊接高温下使涂层中的化学渗剂迅速分解,产生活性铝原子并使之迅速向熔合区渗入,以起到补铝作用。
(2)碳素渗铝钢管背面涂层的组成及涂覆工艺
1)碳素渗铝钢管背面涂层的组成。碳素渗铝钢管的背面涂层由化学渗剂层和保护层组成。前者提供活性铝原子源并产生较高的铝势,由铝粉、铝-铁合金、Al2O3、Na3AlF6、NH4Cl等物料组成;后者由不同软化温度范围的玻璃粉和硅酸盐按一定配比组成,目的是阻止焊接区域氧化性气氛对化学渗剂析出的活性铝原子的氧化,两者均采用聚乙烯醇粘结剂作为黏接手段。
2)涂覆工艺。涂覆工艺分为涂覆化学渗剂和涂覆保护层两步。涂覆时,先将配有聚乙烯醇粘结剂的糊状化学渗剂料浆均匀地涂覆在接头背面坡口两侧各20~30mm范围内,如图5-21所示。在100℃以下烘干或晾干,需涂覆2~3道、下道涂覆前必须待前道干透再涂。涂覆保护剂层的方法也一样。
(3)效果分析及结论
1)熔合情况。经扫描电镜分析,熔合区熔合良好,包括热影响区均未出现微裂纹。即使在出现咬边的情况下,熔合区和热影响区的渗铝层依然完好。
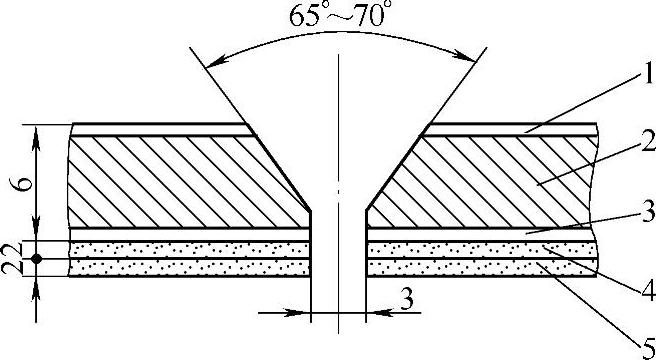
图5-21 碳素渗铝钢管焊接坡口的组成
1—碳素渗铝钢管外壁渗铝层 2—基体(碳素渗铝钢管) 3—碳素渗铝钢管内壁渗铝层 4—化学渗剂层 5—保护剂层
2)600℃高温氧化试验、常温H2S腐蚀试验、渗层焊接过渡区点的能谱分析。有背面涂层试样时,铝的质量分数可高出3%,铬、镍含量基本持平,经生产运行考核,均证明感应料浆焊接工艺的优越性。
3)结论。选用A302焊条焊接感应料浆法渗铝钢管是合理的,渗层的补铝作用明显,该焊接工艺可以在实际生产中推广应用。
2.20渗铝钢管的TIG焊和MSAW焊
某乙烯工程中一种换热器的使用条件特别苛刻,必须通过1~2h酸性介质、1~2h碱性介质的腐蚀试验。曾先后以20钢管、不锈钢管作为换热器件,使用不到一年都出现泄漏,改用20渗铝钢管TIG焊及焊条电弧焊工艺,一年后管-管板角焊缝不再泄漏。此工艺也已经被推广到其他汽、水型的中、高压换热器件的制造中。(https://www.xing528.com)
(1)焊接试验
1)20渗铝钢管-管板的TIG焊,采用20渗铝钢管,规格为ϕ25mm×2mm,先去掉管端黑色氧化膜硬壳,并做好坡口清理工作。管端重新进行渗铝,其工艺为:在熔融的770℃纯铝液中浸15min,经850℃×42h扩散退火。最后得到0.63mm厚的渗铝层,外层为AlFe+Al2Fe相,显微硬度855HM;内层为AlFe+AlFe3相,显微硬度516HM。其接头形式如图5-22所示,以手工TIG焊焊接,采用ϕ1.6mm、H22Cr25Ni22Mo2焊丝,直流正接,焊接电流为85~105A,电弧电压10~12V,保护气流量10~12L/min,水平位置焊接,焊枪角度为10°~25°,焊接过程中应防止渗铝钢管过烧。
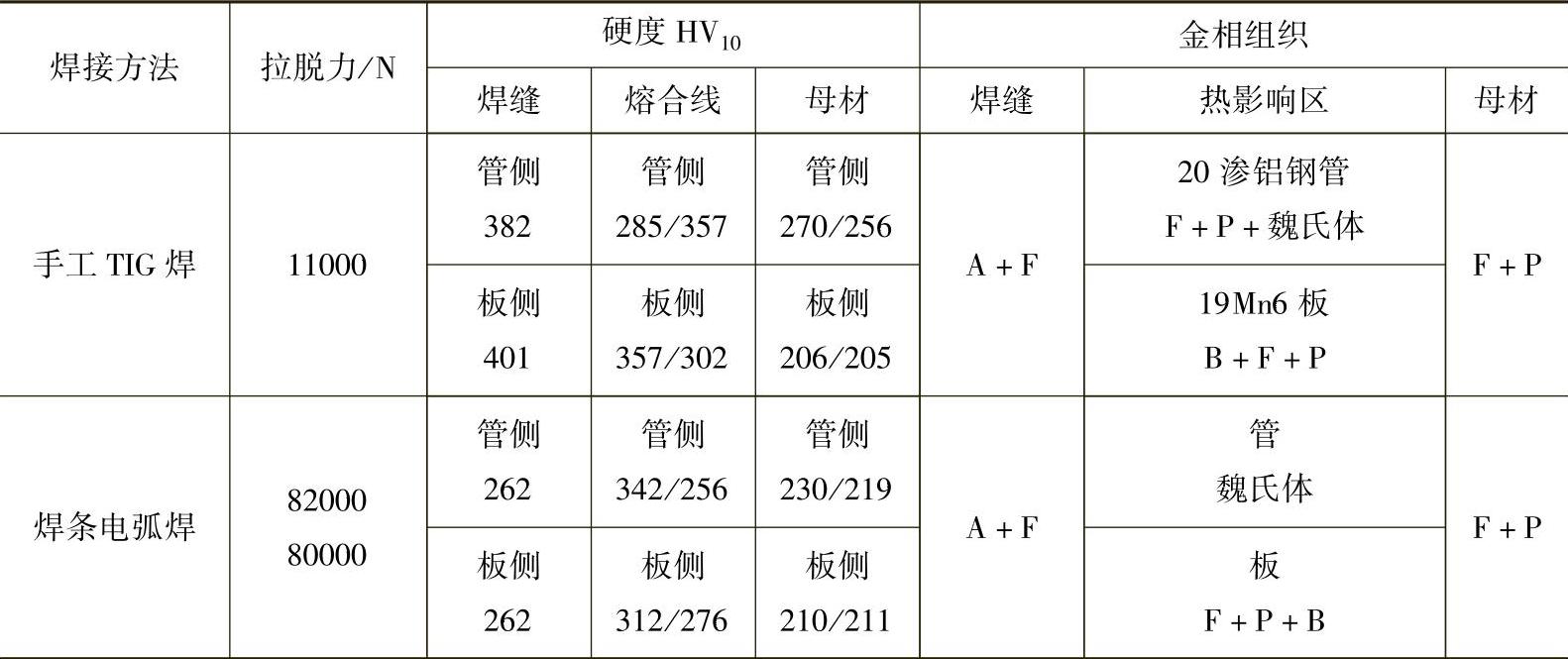
2)20渗铝钢管-钢板插入式的焊条电弧焊。以A312或A312SL渗铝钢、ϕ3.2mm专用焊条进行试验,直流正接,接头形式同前。20渗铝钢管-管板插入式焊接接头的理化检验结果见表5-37。
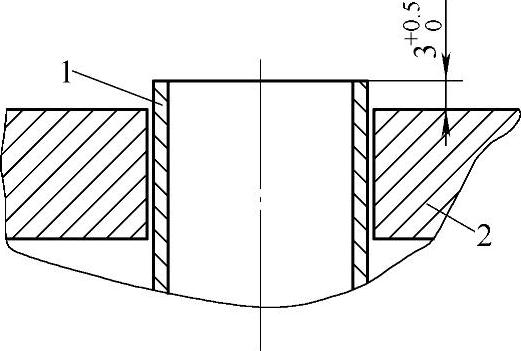
图5-22 20渗铝钢管-管板插入式接头形式
1—20渗铝钢管 2—管-板
表5-37 20渗铝钢管-管板插入式焊接接头的理化检验结果
(2)焊接接头的耐腐性试验 将20渗铝钢管-管板插入式焊接接头进行了耐硫蚀性能和耐硫氰酸钠介质的腐蚀性能试验,证明其耐蚀性在600~700℃温度区间与母材相当。
(3)结果分析与结论
1)20渗铝钢管-管板插入式焊接接头的手工TIG焊,在正确选择焊接材料和焊接热输入,可防止渗铝钢管在过烧情况下,也能达到产品技术要求。
2)操作中,去掉管端施焊区的氧化膜硬壳,有助于焊接性的改善和接头塑性的提高。
3)焊接中从渗铝管过渡到焊缝金属中的少量铝,可提高焊缝金属的抗氧化性和耐蚀性。
4)焊接接头在600~700℃下的耐蚀性满足技术要求。在此温度下,即使介质中悬浮物的冲刷使管表面磨损,只要磨损深度不大于0.3mm,仍可安全使用。
5)20渗铝钢管可代替黄铜管、不锈钢管、Cr-Mo钢管作相应装置中的换热管,从而产生较大的经济效益。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。