



1.焊接性
1)钛与钢没有冶金相容性,因此钛覆层与钢基层应单独进行焊接。
2)钛是活泼金属,加热到649℃就与氧气发生反应,使塑性降低,因此焊接基层前应将接头部位的覆层去除,以防止因氧化而使性能下降。而且在焊接钛覆层时还要在基层焊缝中钻通气孔以对钛覆层背面进行保护。
2.焊接工艺要点
钛复合钢板的对接可以采用以下两种工艺:一是焊缝上加盖板,如图5-16a所示,二是加中间层,如图5-16b所示。

图5-16 钛复合钢板的焊接工艺示意图
a)焊缝上加盖板 b)加中间层
1、5—低碳钢 2、6—钛 3—钛盖板 4—填充材料 7—TIG焊电弧 8—焊枪 9—填充金属 10—铌衬层
加盖板的目的只是用来防止侵蚀性介质腐蚀焊接接头。在焊缝与盖板之间添加填充材料也是为了提高接头的耐蚀性。通常利用Ag(Ag与Ti熔合的很好)、熔点较低的银钎料或环氧树脂型聚合物作为填充材料。焊缝可以是图5-17a所示的单面焊缝,也可以是图5-17b所示的双面焊缝。其焊接方法及顺序如下:
1)首先焊接基层钢焊缝,焊后将焊根清理至呈现出致密的焊缝金属。然后再从覆层侧焊接基层金属的背面焊缝,焊后将焊缝背面修理至与基层板齐平。
2)在基层与覆层之间形成的沟槽中安装一填充材料。(https://www.xing528.com)
3)将钛盖板安装到适当的位置,如图5-16a所示。利用TIG焊焊接钛盖板与钛覆层间的角焊缝。
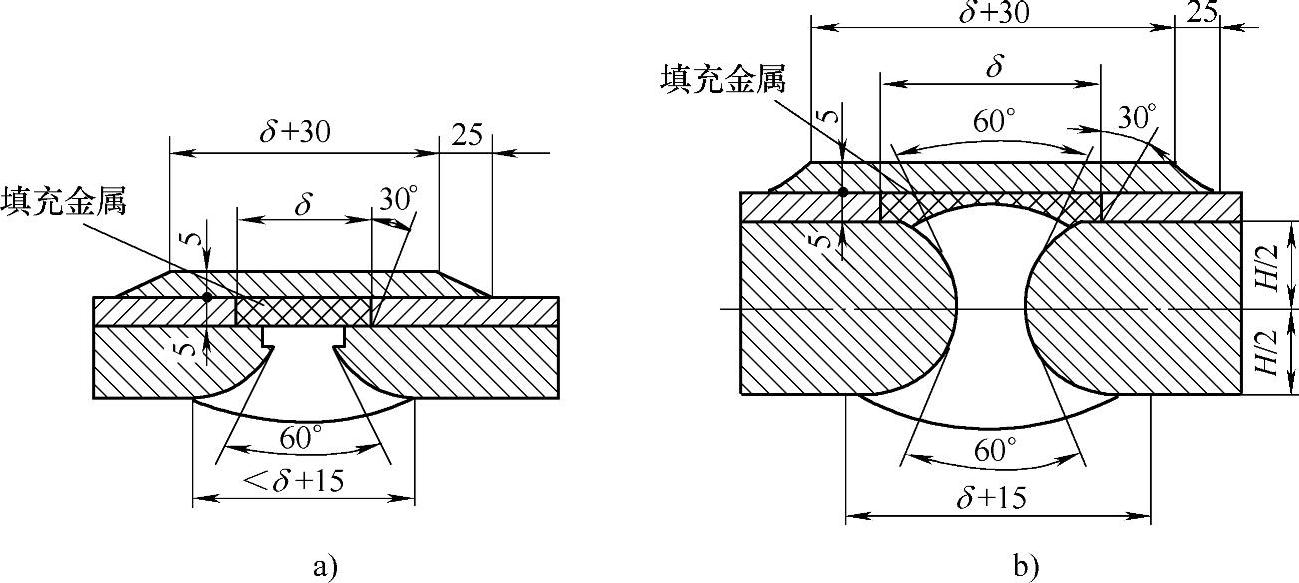
图5-17 钛复合钢板的焊接接头形式
a)单面焊缝 b)双面焊缝
钛复合钢板焊接的第二种工艺是在钛覆层的坡口中镶入一层很薄的难熔金属衬片,如图5-16b所示。例如厚0.1mm的铌箔或钼箔等。焊接钛-钢复合板的覆层时,可采用TIG焊,添加钛焊丝,钛丝直径取决于钛-钢复合板的覆层和坡口形式。焊接时应使钨极氩弧在焊丝和钨极之间燃烧,不要使电弧直接作用在铌箔上,焊枪应沿着钛丝移动,钛丝熔化后即形成钛-钢复合板的焊缝。因为铌的熔点高,钨极电弧又不直接作用在铌箔上,所以只有很少一部分铌熔化,防止了钛与钢的相互熔合,可以有效地防止脆性相的形成。钛覆层手工TIG焊的焊接参数见表5-33。
表5-33 钛覆层手工TIG焊的焊接参数

3.钛复合钢板的焊接实例
现以钛复合钢板的覆层为工业纯钛TA2(厚度2mm)与基层为低碳钢(厚度8mm)的焊接为实例予以介绍。焊接时用厚0.1mm的铌箔作为中间层,采用TIG焊进行焊接,钨极直径为3mm。添加钛焊丝,钛丝直径4mm。其焊接参数为:焊接电流160~170A,电弧电压10~12V,焊接速度13.3cm/min,喷嘴直径18mm。用氩气作为保护气体,保护熔池的氩气流量为8~10L/min,在冷却过程中保护焊缝的氩气流量为3~4L/min。
通过上述工艺获得的钛-钢复合板焊接接头的抗拉强度为381~394MPa,基层金属的抗拉强度为426~431MPa。在进行拉伸试验时,焊接接头首先在铌箔与钛覆层的界面破坏,然后在钢基层上断裂,这说明钛覆层的塑性比钢基层的塑性差。
用上述工艺制成的焊接接头,在盐酸(HCl)、硫酸(H2SO4)等腐蚀性溶液中具有良好的耐蚀性,与覆层金属实际上无区别,例如钛在硫酸中的腐蚀速率为0.13mm/s,而钛-钢复合板接头的腐蚀速率为0.15mm/s。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。