



1.焊接性特点
铜复合钢板是覆层为铜或铜合金、基层为低碳钢或低合金钢的双层板。在本书第3章的3.2节中已经讨论过铜-铁的二元相图及铜与铁的物理、化学性能的差异,熟悉了钢与铜组合的异种金属焊接特点。铜-复合钢板的焊接属于钢与铜的异种金属焊接的一种特殊组合形式,铜-复合钢板的焊接和其他复合钢板的焊接的共同工艺特征是,采用加过渡层隔离的方法,实现基层、覆层分别进行同种金属的焊接,并分别选用同种金属焊接的工艺及材料。一般情况下,仍然采用基层焊接、过渡层焊接、覆层焊接的焊接顺序,焊接的技术关键仍然是过渡层的焊接材料与工艺的选择,因为只有过渡层的焊接是异种材料组合的焊接,过渡层焊缝金属应与基层和覆层金属都有冶金相容性。镍或镍-铜合金是最合理的过渡层焊接材料。
钢与铜在高温时晶格类型、晶格常数及原子半径都非常接近,因此钢与铜在液态时可以无限互溶,固态时有限互溶,不产生金属间化合物;钢与铜的物理性能差异极大,熔点相差300~400℃,导热性相差十倍多(如果铜的热导率为100,则铁的热导率为12)。线胀系数铜比铁也大得多(15%~100%)。因此,铜为覆层、钢为基层的焊接会出现以下问题:
1)液态铜和液态钢直接接触,覆层铜被稀释而失去原有的耐蚀性及导电性。
2)液态铜进入液态钢,结晶时在基层会产生低熔点共晶体Cu2O+Cu,在拉应力条件下,产生结晶裂纹。
3)液态铜与固体钢接触,铜原子会渗入钢的晶界,产生渗入裂纹。
如果在基层钢上堆焊一层镍或镍-铜合金,作为铜与钢隔离的过渡层,则上述三个问题可以得到解决。
2.焊接材料的选择
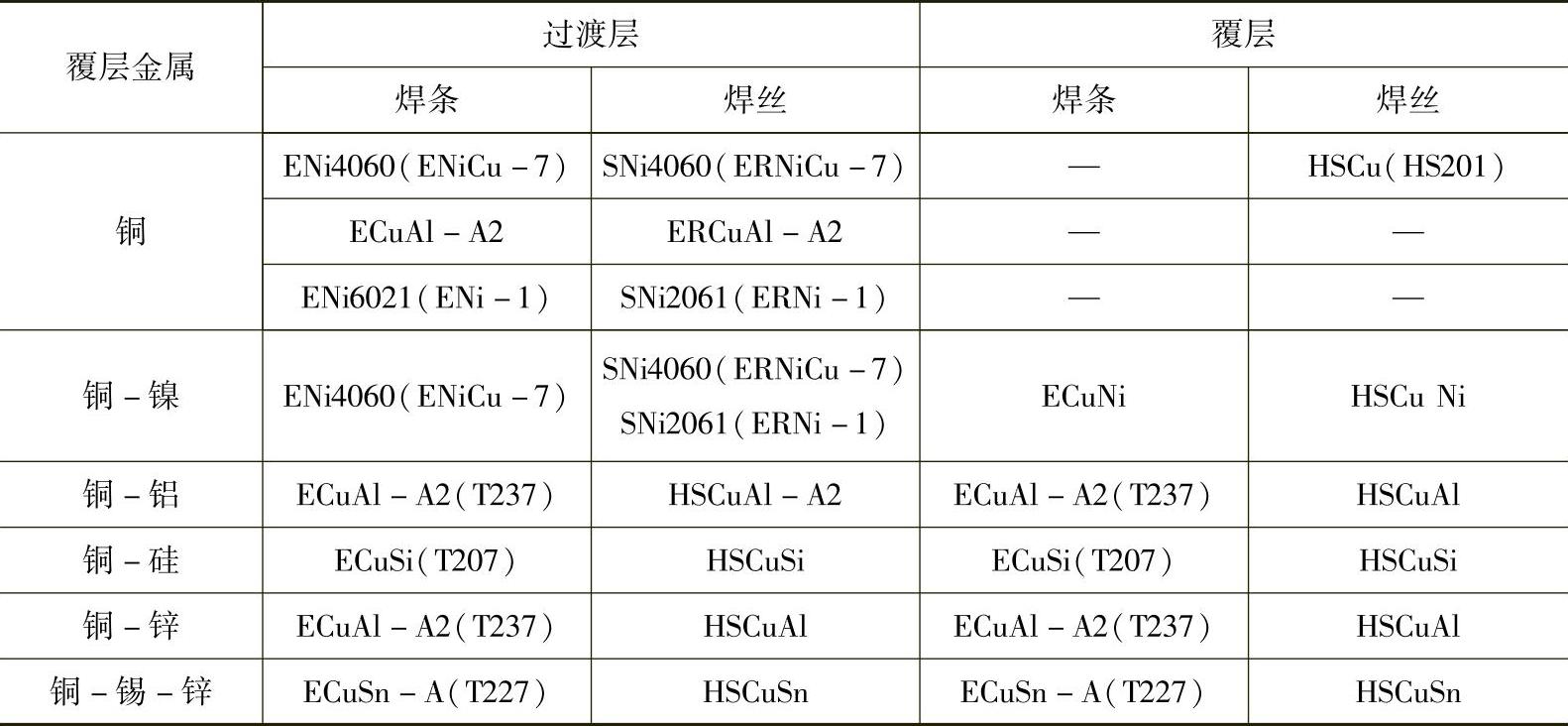
表5-24是铜复合钢板熔焊时,覆层为不同的铜及铜合金(纯铜、黄铜、青铜、白铜),过渡层及覆层焊接材料(焊条或焊丝)的选择表。
表5-24 过渡层及覆层焊接材料(焊丝或焊条)的选择表
3.坡口形式与尺寸
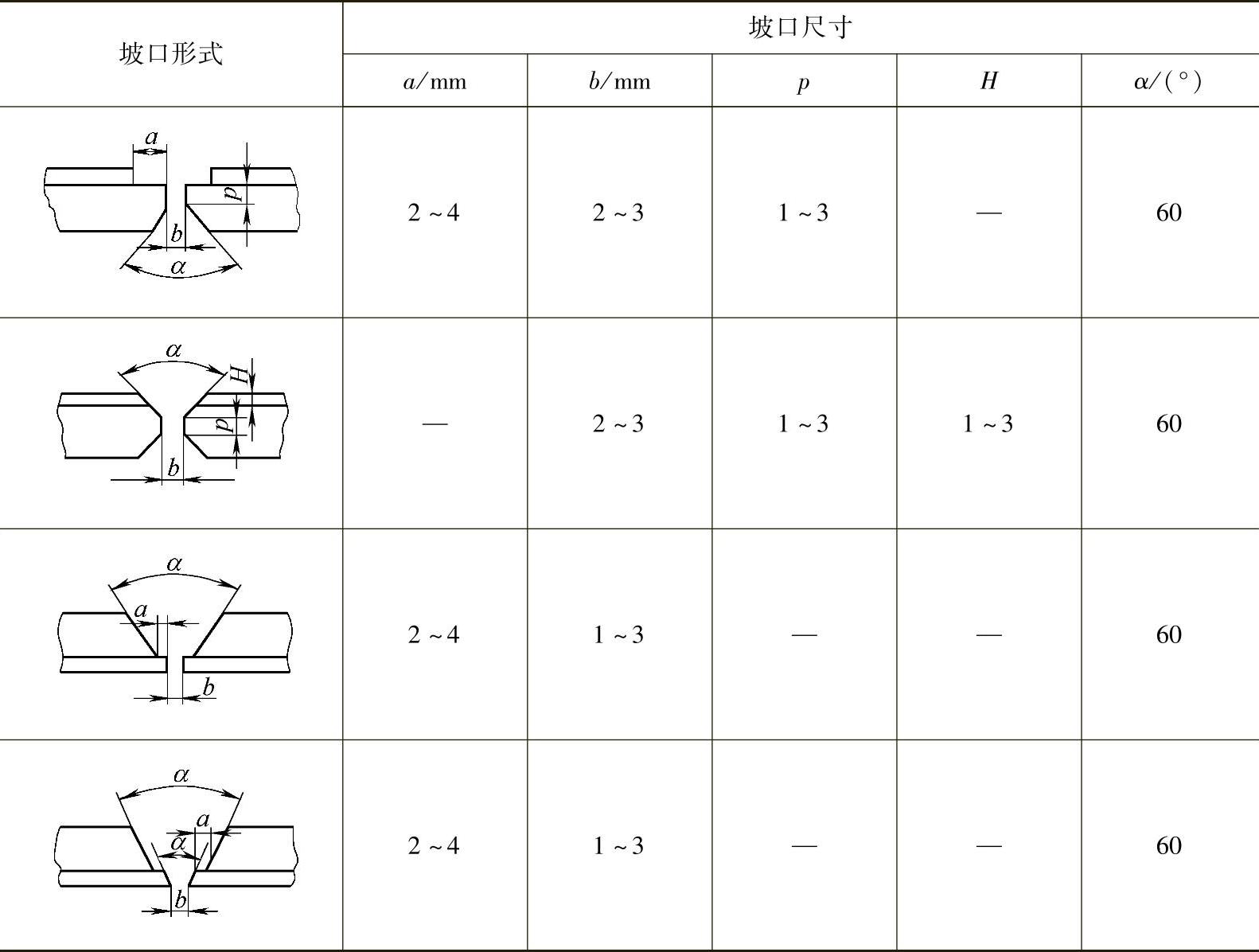
铜复合钢板对接焊时接头的坡口形式及尺寸见表5-25,其中有两种情况是先焊覆层,再焊过渡层,最后焊基层的坡口形式。
4.焊接工艺要点
1)覆层为纯铜时,其最佳焊接方法是采用体积分数为25%的Ar与75%He的混合惰性气体保护的MIG焊,覆层的焊接一般不需要预热。但当覆层厚度大于3.2mm时,预热温度不要超过150℃。
表5-25 铜复合钢板对接焊时接头的坡口形式及尺寸
2)如果采用焊条电弧焊时,则宜采用小直径焊条(ϕ1.6mm)及窄焊道。
3)焊过渡层前,应清除基层根部所有的残余物。(https://www.xing528.com)
4)焊后必须进行热处理,以消除残余应力。
5.白铜覆层与低碳钢基层的铜复合钢板的焊接实例
某大型盐厂的制盐设备蒸发室主体筒,采用宽为1.5m、厚为2mm+16mm的B30白铜覆层与Q235低碳钢基层的爆炸焊成形复合板作为主体材料,进行对接焊连接;蒸发室部分结构采用了B30白铜覆盖于Q235低碳钢上的塞焊衬里结构,需要塞焊连接。
(1)白铜复合钢板对接接头的焊接 其两种坡口形式与尺寸如图5-9所示,这两种坡口形式都能保证覆层和过渡层只焊各一道,且易于进行机械加工。基层采用J422焊条,打底焊时既要焊透,又不得污染覆层。焊满后进行翻身、清根。再以直流正接TIG焊焊接过渡层,只焊一道,采用ϕ3~ϕ4mm的纯镍焊丝,要求熔化B30白铜Q235低碳钢界面,但不得高出覆层外表面,焊后清理。最后采用ϕ2.5mm的B30白铜焊丝TIG焊焊接覆层,也只焊一道,使焊缝略高于复合板表面。
过渡层采用纯镍焊丝,并要求将纯镍焊丝清理到位,在小热输入的焊接参数下焊接,可以防止缺陷产生。该焊接结构已经运行近10年未见异常。
也有用硅青铜焊丝作为过渡层的焊接材料的试验,效果也可以,但采用蒙乃尔合金或铝青铜焊丝作为填充材料焊接时,在交界处和过渡层焊缝会出现裂纹,故不宜采用。
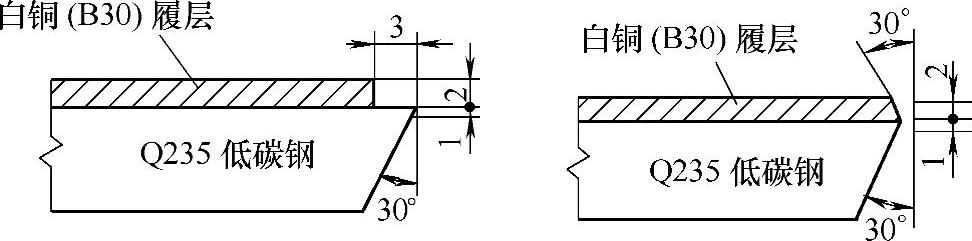
图5-9 坡口形式与尺寸
(2)白铜衬里结构的塞焊 B30白铜板覆盖于Q235低碳钢板上作为衬里的结构,其塞焊示意图如图5-10所示。先在Q235低碳钢板上开ϕ20mm×1mm的槽孔,以纯镍焊丝TIG焊填满凹槽后,打磨焊缝至与板面平齐成为过渡层,再覆上B30白铜板,开ϕ20mm通孔,对齐凹槽,以B30白铜焊丝进行TIG焊(塞焊),其焊接参数见表5-26。
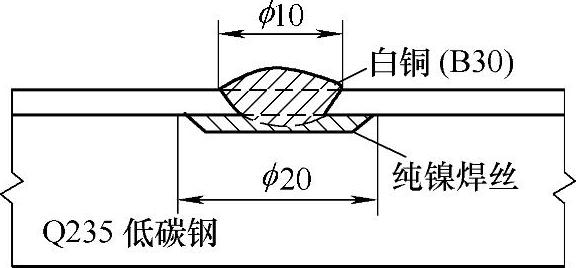
图5-10 塞焊示意图
表5-26 塞焊焊接参数

6.纯铜管与覆层为T2纯铜与基层为Q345(16Mn)的复合钢板的管-板焊接异种热交换器的管-板焊接结构示意图,如图5-11所示,图中复合板采用5mm+40mm的T2纯铜与Q345钢(16Mn)爆炸焊制成。
焊接时不预热,在管口复合板上开工艺槽,以减少坡口的熔池热量损失,采用直流脉冲TIG焊方法,可不用填充金属。
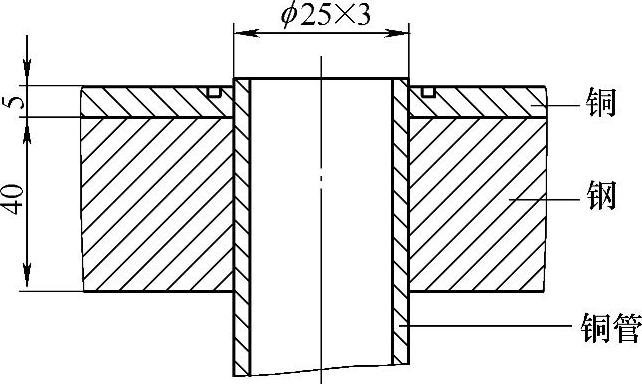
图5-11 异种热交换器的管-板焊接结构示意图
直流脉冲TIG焊的脉冲有方波和三角波两种波形,这两种波形都可以获得良好的焊接结果。如果采用方波,其最佳焊接参数如下:脉冲电流为350~380A、脉冲电流维持时间为500ms、基值电流250A、基值电流维持时间为250ms。如果采用三角波,则最佳焊接参数为:电流峰值Imax为360~400A、上升时间tup为50ms、平均电流Imin在220~280A之间、下降时间td为500ms。两种波形如图5-12所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。