



铜与镍的组合无论熔焊、压焊或钎焊,都有较好的焊接性,其理由是铜和镍在液态、固态都能够无限互溶。虽然其物理性能和力学性能有较大的差异,只要采取相应的焊接工艺措施后,仍可以获得良好的接头质量。
1.铜与镍组合的熔焊焊接性
镍属于重有色金属,是铁磁性材料,为面心立方晶体,无同素异构转变。镍金属具有化学活性低、耐蚀性强、强度高、韧性好和加工性能优异等特点。由表4-1可知,铜与镍在原子半径、晶格类型、密度及比热容等方面很接近。从图4-16可见,铜与镍在固态和液态都能无限固溶,形成一系列连续固溶体,不会形成金属间化合物。
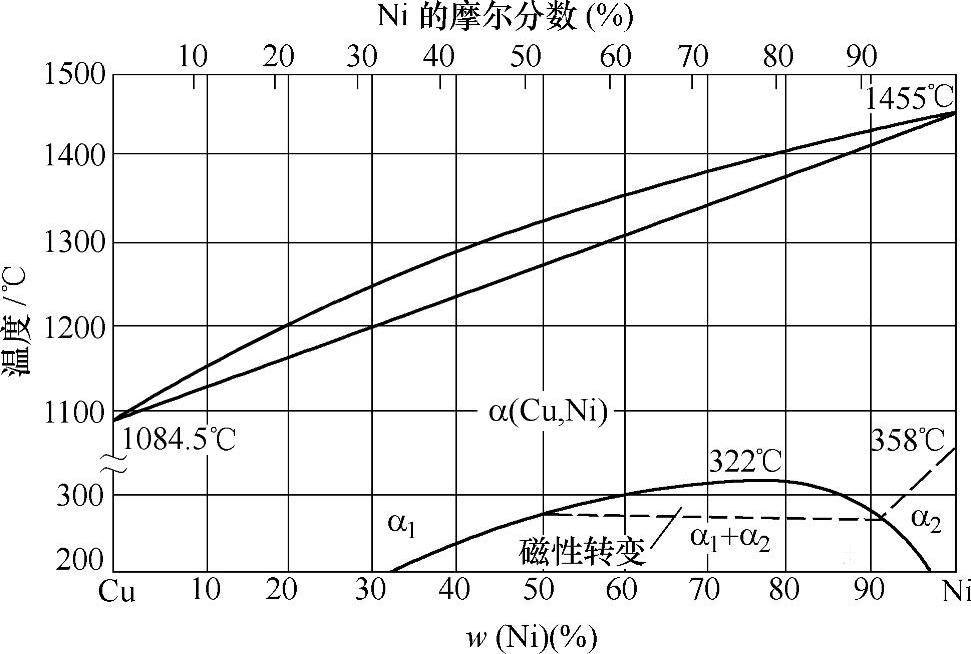
图4-16 铜与镍二元合金相图
铜与镍的上述一些特点及其相接近的某些物理性能,这些因素显然对它们的焊接有利。不过铜与镍在化学成分、熔点、导热性能、线胀系数及电阻率等方面却有较大差异,这仍会给焊接带来很大问题。焊接时,铜母材一侧易与杂质生成低熔点共晶体,镍母材一侧也容易形成(Ni+S)、(Ni+P)、(Ni+Pb)、(Ni+As)等低熔点共晶体,这些常常成为接头脆化开裂的原因。氧、氢在镍中的溶解度液态时很大,冷却时变小,也可能导致焊缝气孔。(https://www.xing528.com)
为减少上述焊接性问题的发生,必须采用高纯度惰性气体或真空来保护焊接区。同时对两种母材金属的化学成分要严格,限制S、P、As、Pb、Bi等杂质;选用高纯度填充材料,纯镍或纯铜,并采用铝、钛脱氧剂加强对焊接熔池的脱氧和脱气;以及采用小的焊接热输入等措施。熔焊、压焊和钎焊方法均可用于铜与镍的焊接,常用的熔焊方法有惰性气体保护焊、真空电子束焊、等离子弧焊和气焊等。但应注意铜与镍的组合不能采用激光焊。因为无法控制不同反射率的适应性。
2.铜与镍组合的压焊焊接性
由表4-1可以查到,工业纯铜的热导率比镍大4倍,电阻率小4倍左右,尽管二者的塑性差别不太大,但是压焊方法中的电阻焊、摩擦焊方法对铜与镍的组合没有适应性,理由是铜母材侧的热量很难积累与镍达到平衡。
冷压焊及扩散焊能够很好地适应铜与镍组合的焊接。纯铜合金化之后,物理性能会发生很大的变化,因此镍黄铜、锌白铜和工业纯镍的组合却能够适应电阻焊方法,某些牌号镍合金和相应的铜合金组合也具有电阻焊的适应性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。