



钛及钛合金是在韧性较好的条件下,为比强度最高的一种金属材料,甚至超过某些合金钢,如40CrMnSiMoVA;铝及铝合金的比强度仅次于钛,而且导热、导电性很好,仅次于铜,这些金属材料都属于轻金属。铝-钛组合结构在很多工业领域具有其特殊的优势和最合理的技术经济性。
1.铝与钛组合的熔焊焊接性
铝与钛组合的熔焊焊接性特别不好,由铝与钛组合的熔焊试验表明,一旦钛及钛合金熔化,就不可避免地会产生钛-铝金属间化合物,使焊缝脆化。钛在铝中的溶解度极小,以及钛与铝之间形成化合物的速度很快,因此脆化十分严重,使焊接接头无法使用。熔焊时为减少焊缝中脆性相的数量,就必须限制固态钛与液态铝之间的接触时间。
从表4-1铝、铜和钛等金属元素的性能比较可知,铝与钛的物理性能有极大的差别,包括熔点(相差1080℃)、导热性能等,以及钛、铝都是活泼性金属,极易被氧化形成高熔点、致密的脆性氧化膜,还有钛的高温吸氢(200℃)、吸氧(600℃)、及吸氮(700℃)作用等。更重要的是钛与铝的冶金不溶性,图4-12所示的钛与铝二元合金相图显示了在液态钛与铝无限互溶。在固态,特别室温下,钛在铝中的溶解度十分微小,仅为0.07%,而分别在1460℃和1340℃形成TiAl型和TiAl3型金属间化合物。
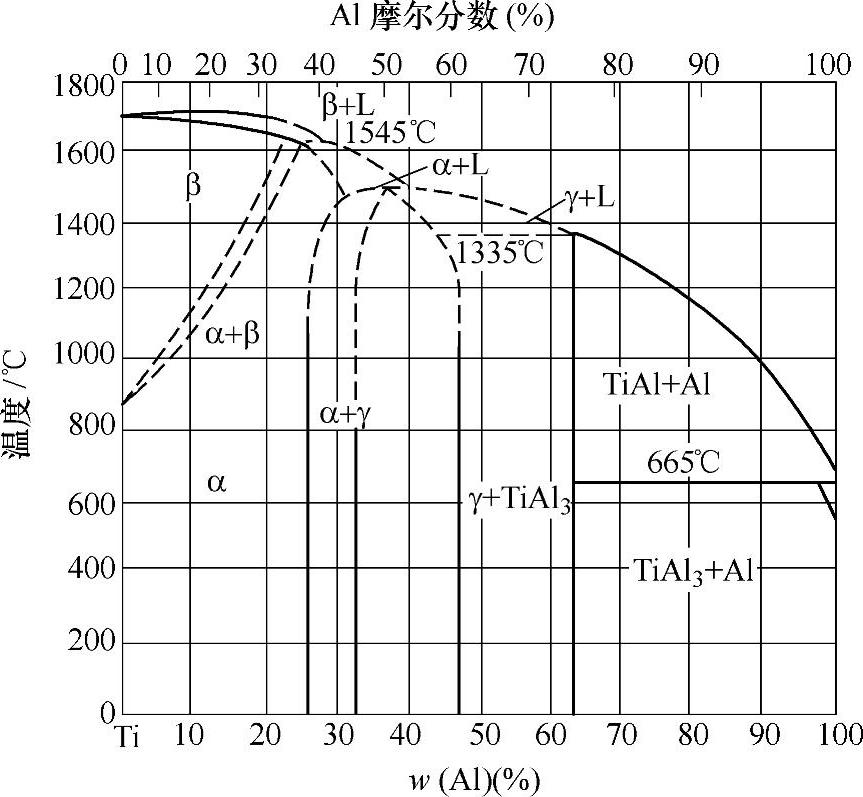
图4-12 钛与铝二元合金相图(https://www.xing528.com)
钛的熔点为1677℃,焊接时只要钛一熔化,就很难避免产生金属间化合物而导致焊缝的脆化。因此焊接性很差,这是钛与铝组合焊接遇到的最大难点,实践证明,液态铝熔池在700~800℃下保温15s尚未发现金属间化合物,但延长保温时间或熔池温度高于900℃时,就会形成TiAl3相。
由此可见,铝与钛组合焊接的难度要超过铜与钛的组合,故不可能直接进行熔焊,由于铝的熔点只有660℃,很难找到如此低熔点的中间过渡层金属元素。TIG-钎焊可能是唯一可以采用的熔焊方法。
2.铝与钛组合的压焊焊接性
由于铝与钛在热物理性能之间的极大差异,即指的是导热性、导电性及熔点之间,以及钛及钛合金只要加热就会吸氢产生氢脆,且存在660℃铝熔化时就会将固态Ti溶入形成脆性金属间化合物,所以压焊方法中只有冷压焊适合铝与钛组合的焊接,其他方法如电阻焊、摩擦焊、扩散焊等方法都不能直接进行铝与钛接头的压焊,除非采取特殊复杂高成本的工艺措施,如在钛母材侧进行渗铝的扩散焊。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。