



1.QCr0.5铜合金与TC2钛合金组合的TIG焊
QCr0.5是铬青铜,它是铜和铬的固溶体,虽然该固溶体的溶剂是铜元素,但铜高度合金化以后其物理性能发生了与纯铜的很大差异,其热导率、电阻率及线胀系数等与低碳钢处于同一数量级,已经失去了工业纯铜的高热导性的特点。其同种金属熔焊焊接性较好,除了焊条电弧焊之外,对其他熔焊方法有较好的适应性;TC2(Ti4Al4.5Mn)属于α+β型双相组织钛合金,自身熔焊焊接性也属于良好,但不能热处理强化,只能在400℃以下工作。
QCr0.5与TC2组合的熔焊选择TIG焊,为使α+β相转变温度降低,获得与铜组织相近的单相β相钛合金,常采用加入含有Mo、Nb和Ta的钛合金中间过渡层,其成分为Ti+w(Nb)30%或Ti+w(Al)3%+w(Mo)6.5%~7.5%+w(Cr)9%~11%。此时,获得的钛与纯铜的焊接接头的抗拉强度σb可达216~221MPa,冷弯角为140°~180°。
QCr0.5铜合金与TC2钛合金TIG焊接时,若选用铈钨电极、铌过渡层和纯度为99.8%(体积分数)的氩气,可以获得优良的焊接接头,其焊接参数见表4-13。
表4-13 QCr0.5铜合金与TC2钛合金TIG焊的焊接参数
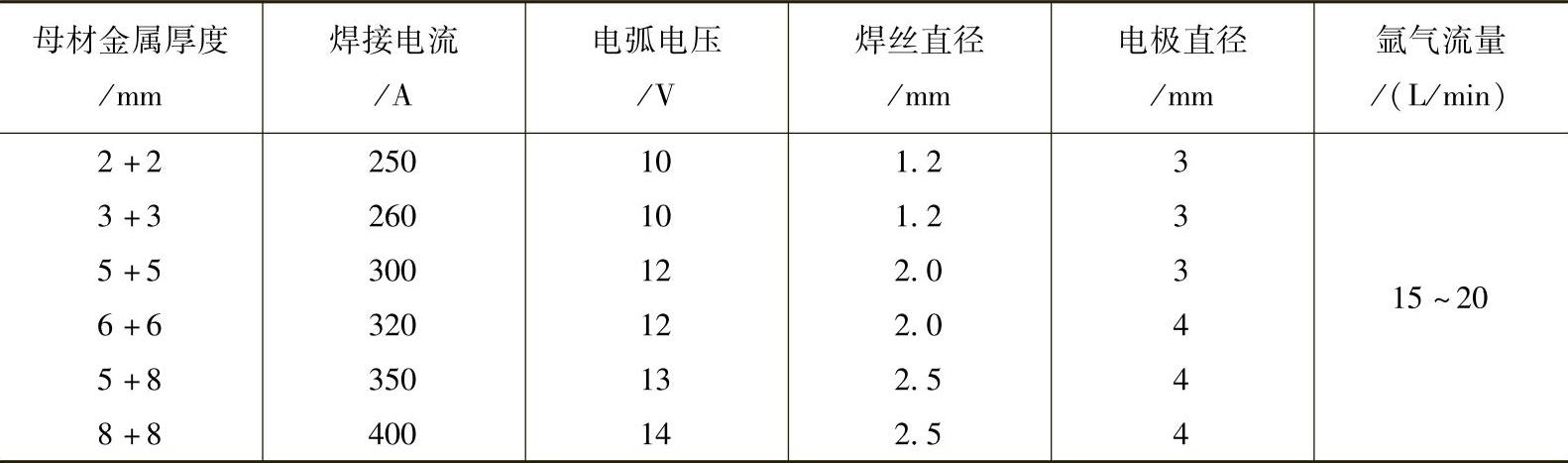
注:焊丝牌号为QCr0.5,电极为铈钨极。
2.T2与TA2组合及Ti3A与Ti3Al37Nb组合的TIG焊
T2与TA2组合及T2与Ti3Al37Nb组合的TIG焊,T2、TA2分别是工业纯铜与工业纯钛,Ti3Al37Nb是含铌的α型钛铝合金,其中的铝是α相稳元素。
厚度为2~5mm的TA2和Ti3Al37Nb两种钛合金与T2铜组合TIG焊的焊接参数及焊接接头性能见表4-14。由于这类异种金属焊后的焊接接头被加热到高于400~500℃使用时,焊接接头中会形成连续的金属间化合物层,这些金属间的化合物层明显地降低了焊接接头性能,因此该种接头不宜在高温加热场合下使用。
表4-14 两种钛合金与T2铜组合TIG焊的焊接参数及焊接接头性能
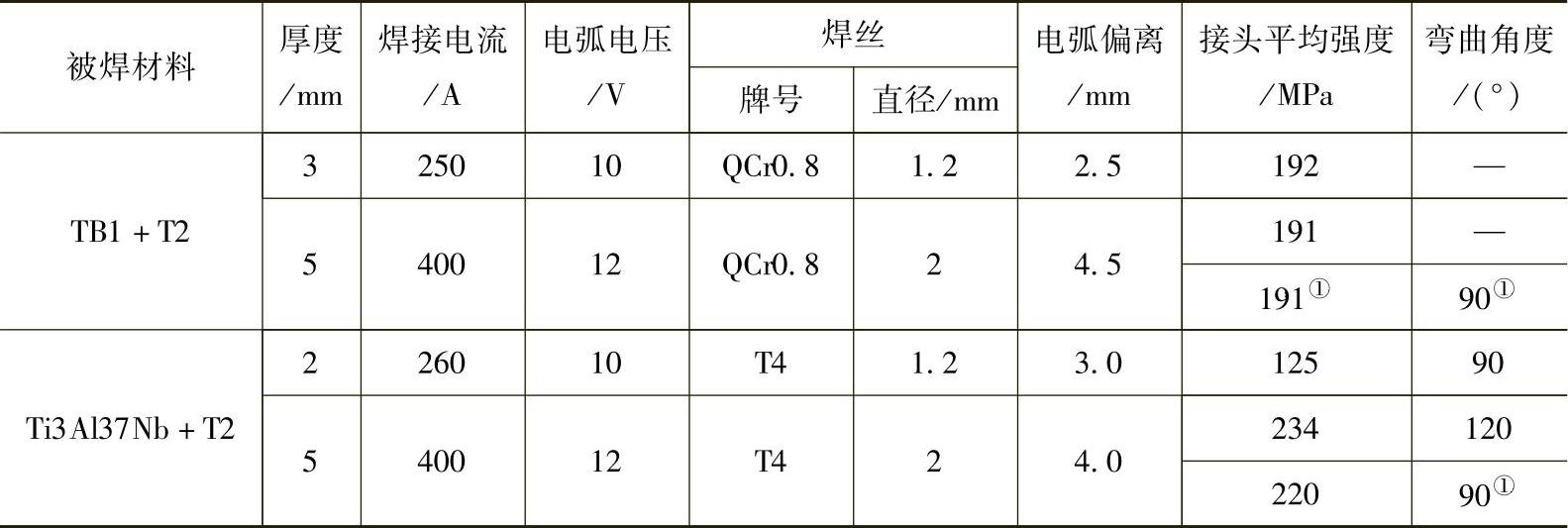
①试样经800℃保温5min。
TIG焊时的中间过渡层材料是,采用在TA2纯钛及钛合金Ti3Al37Nb一侧的坡口面上,用等离子弧喷镀法喷镀一层0.15~0.25mm的铜镀层。
3.铜与钛组合的扩散焊
采用扩散焊时,仍需要加中间过渡层材料,如Mo或Nb等,以防止产生金属间化合物和低熔点共晶体,以提高焊接接头的强度,表4-15给出了铜与钛组合扩散焊的焊接参数及焊接接头性能。
表4-15 铜与钛组合扩散焊的焊接参数及焊接接头性能
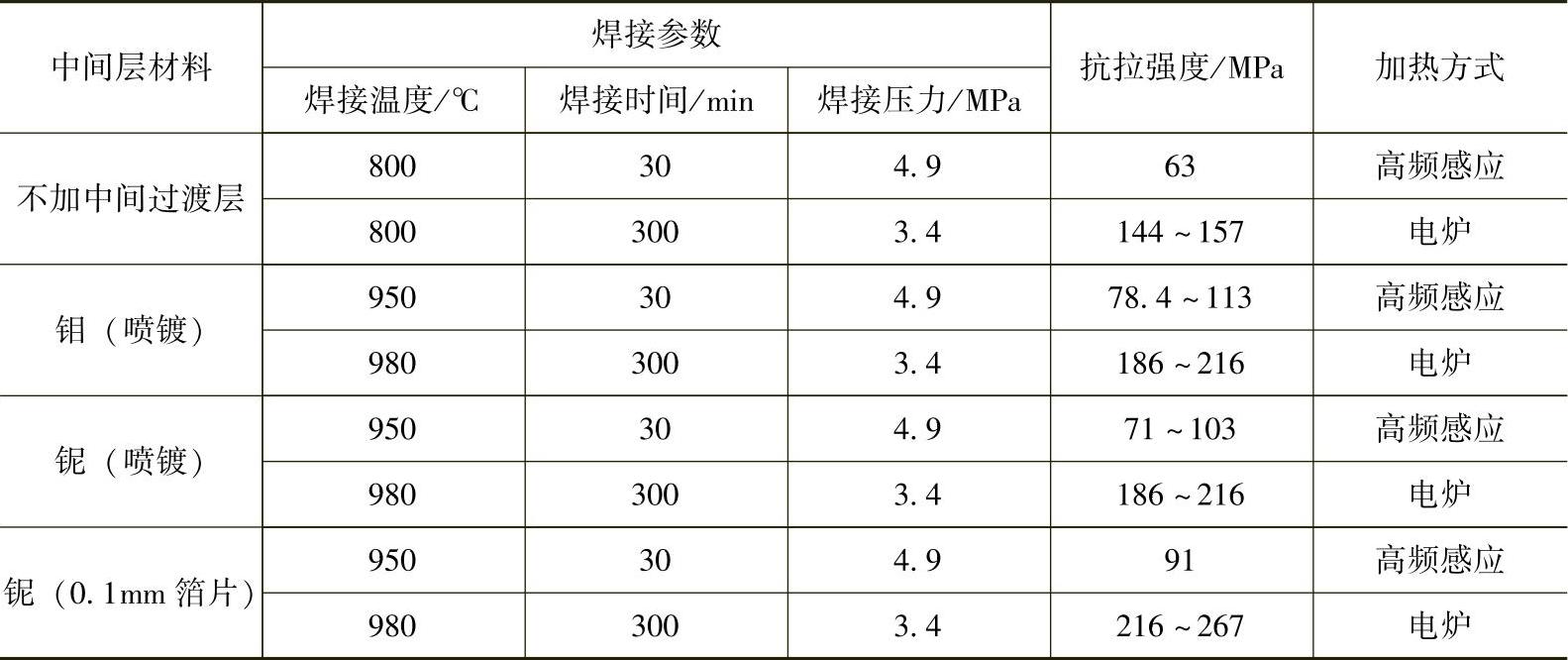
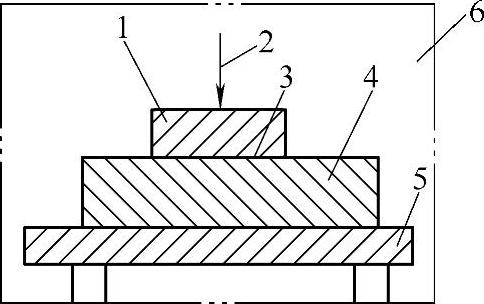
由表4-15可知,不加中间过渡层的焊接接头强度较低,采用电炉加热、焊接时间较长的扩散焊接头强度明显高于高频感应加热、焊接时间较短的扩散焊接头强度。焊前清理的工作很重要。图4-11为板厚5mm的T2纯铜与板厚8mm的TA2工业纯钛组合,采用真空扩散焊的焊接结构示意图。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-11 铜与钛组合的真空扩散焊的焊接结构示意图
1—T2纯铜 2—焊接压力 3—扩散层 4—TA2钛合金 5—座板 6—真空室
焊前纯铜母材金属用三氯乙烯清洗干净,然后在体积分数为10%的硫酸溶液中浸蚀1min,再用蒸馏水洗涤,随后进行退火处理,退火温度为820~830℃,时间为10min。钛合金母材用三氯乙烯清洗干净后,在体积分数为2%的HF和体积分数为50%的HNO3水溶液中,用振动方法浸蚀4min,去除氧化膜,用水和酒精清洗干净后,立即按工艺要求组装后放入真空炉内进行焊接。其焊接参数为:焊接温度810℃、焊接时间10min、焊接压力5~10MPa、真空度1.3332×10-8~1.3332×10-9MPa。按照焊接技术条件,也可以在铜与钛合金的组合接头之间加入铌作为中间过渡层材料。
4.铜与钛组合的TIG-钎焊
TIG-钎焊的TIG电弧只是钎焊的加热热源,焊件本身不熔化,钎料是铜与钛组合焊接的最好的中间过渡层,但这种组合实质上是钎接,所以接头强度不高,接头形式特殊,必须满足钎焊工艺的要求。
有关文献介绍了铜与钛组合的TIG-钎焊工艺,摘录如下,仅供参考。
(1)工况 某些特殊容器的材质为TA1。直径为50mm,壁厚2mm,接管材质为纯铜,规格为ϕ8mm×2mm,要求铜与钛之间组合的焊接连接。
(2)焊接方法的选择 铜与钛之间的物理性能相差较大,两者的互溶性又很小,却易形成脆性金属间化合物和低熔点共晶体,采用熔焊并不理想。为此选择母材不熔化的钎焊方法,以TIG焊的保护手段和电弧热作为热源来熔化钎料,形成焊接接头。
(3)焊接工艺
1)接头形式。采用插入式补强接头,以增大钎接面积,接头间隙为0.05~0.15mm。焊前采用丙酮清洗。
2)钎料。ϕ2mm的BAg65CuZn(HL306)钎料,与钛、铜均能良好润湿,熔点也不高。
3)焊接参数。焊接电流50A(起始电流为5A)、钨极直径2.5mm、喷嘴直径ϕ10mm、氩气流量10~15L/min、直流反接施焊。
4)操作要点。填充钎料角度要低,始终使钎料处于Ar气流保护之下,且其端部始终在“阴极雾化”区内。Ar气的保护作用一直延续到焊缝冷却待到常温为止。
(4)结果分析 这种TIG钎焊方法的优点在于TIG焊热量集中,用Ar保护代替钎剂,不存在钎剂残留的腐蚀性问题,Ar气流对近缝区的冷却作用,使热影响区变窄。尤其是直流正接的阴极雾化作用,可击碎表面氧化膜,形成良好结合。接头焊接后工作正常。
5.铜与钛组合的热压焊(钛-铜复合板的热轧法制造工艺)
钛-铜复合板的热轧法制造工艺,实质上是异种金属(Cu+Ti)组合的热压焊接法。即使是压焊,只要加热不到熔化温度,就会发生铜-铝之间组合的低熔点共晶体。因此,必须加入中间过渡层。扩散焊是如此,热压焊也是如此,爆炸焊也同样。
钛-铜复合板用热轧法或爆炸焊接法制造,中间最好加入厚0.10~0.15mm的铌作为中间层,以防止前述因加热所引起的问题发生。另外,为防止氧化,加热及轧制都必须在真空中进行。
铜与钛组合的爆炸焊,为保证焊接接头具有稳定而良好的力学性能,也必须加热铌中间层,中间层厚度随母材金属厚度而改变,一般在0.3~1.0mm范围内。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。