



1.电力金具铜与铝过渡母线伸缩节的闪光对焊
伸缩节是输、变电线路中的主要电力金具,MSS(125mm×10mm)型铜与铝过渡母线伸缩节的结构及尺寸,如图4-5所示。

图4-5 铜与铝过渡母线伸缩节的结构及尺寸
采用TIG焊焊接厚0.5mm铝箔组成的箔层封头,MIG焊焊接箔层与铝板,闪光对焊焊接铜板与铝板。箔层封头TIG焊时,选用S301焊丝,其直径为3mm(也可用废铝绞线),焊接电流为260~280A,焊接速度170mm/min,焊前焊件的预热温度不低于200℃,焊接时在起弧和收弧处适当填丝,以保证端角饱满,其余位置可不填丝。箔层与铝板的MIG焊选用ϕ1.6mm的S302焊丝,MIG焊与闪光对焊的焊接参数见表4-12。
表4-12 MIG焊与闪光对焊的焊接参数

横截面为10mm×100mm的铜板与铝板闪光对焊时,要求较大的焊接功率。焊接时采用高速烧化、高速顶锻及较大的顶锻留量,最大限度地挤出接合面的金属间化合物。铝的熔点比铜低,烧化速度快,因此铝板的伸出长度也要比铜板长,其合理的焊接参数参见表4-12。焊后对全部焊缝进行力学性能试验和电阻温升试验,结果完全符合铜-铝过渡母线伸缩节的国际要求,产品合格率在97%以上。
2.铝-铜与铝-钛管组合的冷挤压焊
铝-铜与铝-钛过渡管可以用正向冷挤压焊的方法制造,图4-6为铝-铜与铝-钛管冷挤压焊过程的示意图。两种金属的管子都装入模具孔中,较硬管装在靠近模具锥孔的一端,冲头将两种管子同时从锥孔处挤出。管内装有心轴,金属不可能向管内流动,由于两种金属变形是不一样的,两管间的界面会由于巨大的正压力使扩张加大并形成焊缝。较小的管子也可以用棒材冷挤压焊后再钻孔制成。
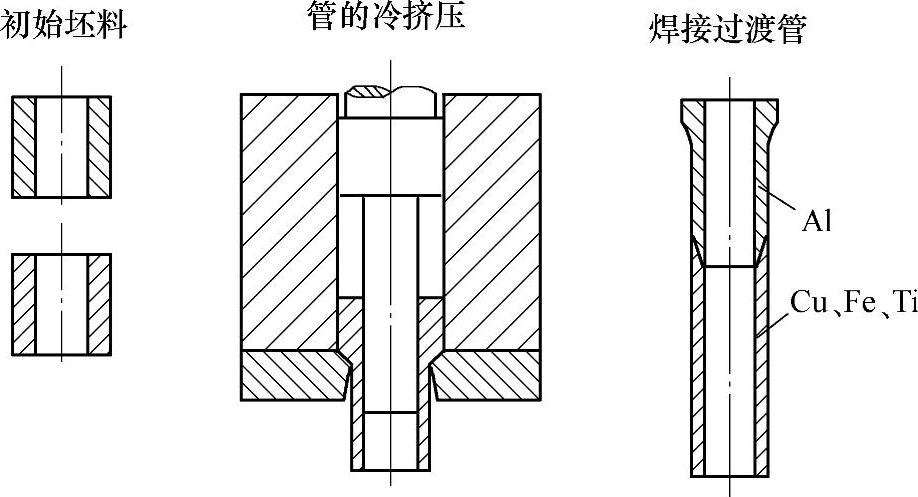
图4-6 铝-铜与铝-钛管冷挤压焊过程的示意图
3.铜与铝过渡接头的爆炸焊(https://www.xing528.com)
电冰箱用的铜与铝过渡接头采用搭接爆炸焊的方法,铜管尺寸为(ϕ8×1)mm,铝管尺寸为(ϕ8×1.5)mm,按图4-7所示的方式装配,经爆炸焊后,焊接接头的耐压强度可达1.2×104kPa。接长后进行温度为50~196℃之间的热循环及高温加热(250~400℃),焊接接头仍能保持完好。

图4-7 铜与铝过渡接头爆炸焊装配示意图
1—外套 2—上模芯 3—铝管 4—雷管 5—炸药 6—铜管 7—下模芯 8—支座
4.铜与铝过渡接头的冷压对焊
电冰箱压缩机铝管与铜管的过渡接头,可用冷压对接焊的方法制造,其对接焊示意图见图4-8。两管内装有心轴,端面对接,这样可以防止金属向管内孔方向流动。最后铝端用TIG焊与蒸发器铝管焊接,铜端则用钎焊与铜管系统相连。这样的铜管焊接接头即使在长期振动试验之后,仍可以通过氦检漏的要求。
5.复铜与铝丝的液压静力挤压制造法
表面复铜的铝丝不仅能用轧制冷拔的方法制造,而且也能用液压静力挤压的方法制造。图4-9是这一方法示意图。由铝芯与铜管组成的复合料胚周围用油作为加压介质。当活塞向前移动时油即形成液压静力。压力达到一定数值时料胚被迫从模具孔中挤出而形成复铜-铝丝。此法可用于制造非圆形截面的异形截面铜-铝复合导电零件。

图4-8 铜与铝过渡接头冷压对接焊示意图

图4-9 复铜与铝丝的液压静力挤压示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。