



铜与铝组合压焊仍然是作为导电材料的纯铜与工业纯铝连接的最佳选择,其接头形式大部分是棒料对接及矩形断面板条(偏铜线和偏铝线)的对接。采用的压焊方法主要是电阻焊的闪光对焊、摩擦焊、平板搭接扩散焊等。
1.铜与铝组合的闪光对焊
闪光对焊是电阻焊方法之一,电阻焊关心的不是被焊材料的冶金相容性,而是被焊金属材料的塑性、电阻率及导热性能,因为这几个性能涉及焊接电流、压力(顶锻力)、焊接时间及伸出长度等焊接参数的大小。
铜与铝的导热性、导电性及高温塑性在常用金属材料,特别是在常用有色金属中是最好的。因此需要较大的焊接电流(比钢大1倍)、高的送进速度(比焊接钢时高4倍)、快速顶锻(100~300m/s),极短的带电顶锻时间(0.02~0.04s)、较长的伸出长度(铝的伸出长度更大于铜)和总留量(烧化留量及顶锻留量)。只有如此才能将金属间脆性化合物和氧化物挤出成为飞边,以获得力学性能良好的焊接接头。表4-6是一组铜与铝组合的闪光对焊的焊接参数,表4-7是一组采用特定的LQ—200型对焊机进行铜与铝组合闪光对焊的焊接参数。
表4-6 铜与铝组合的闪光对焊的焊接参数
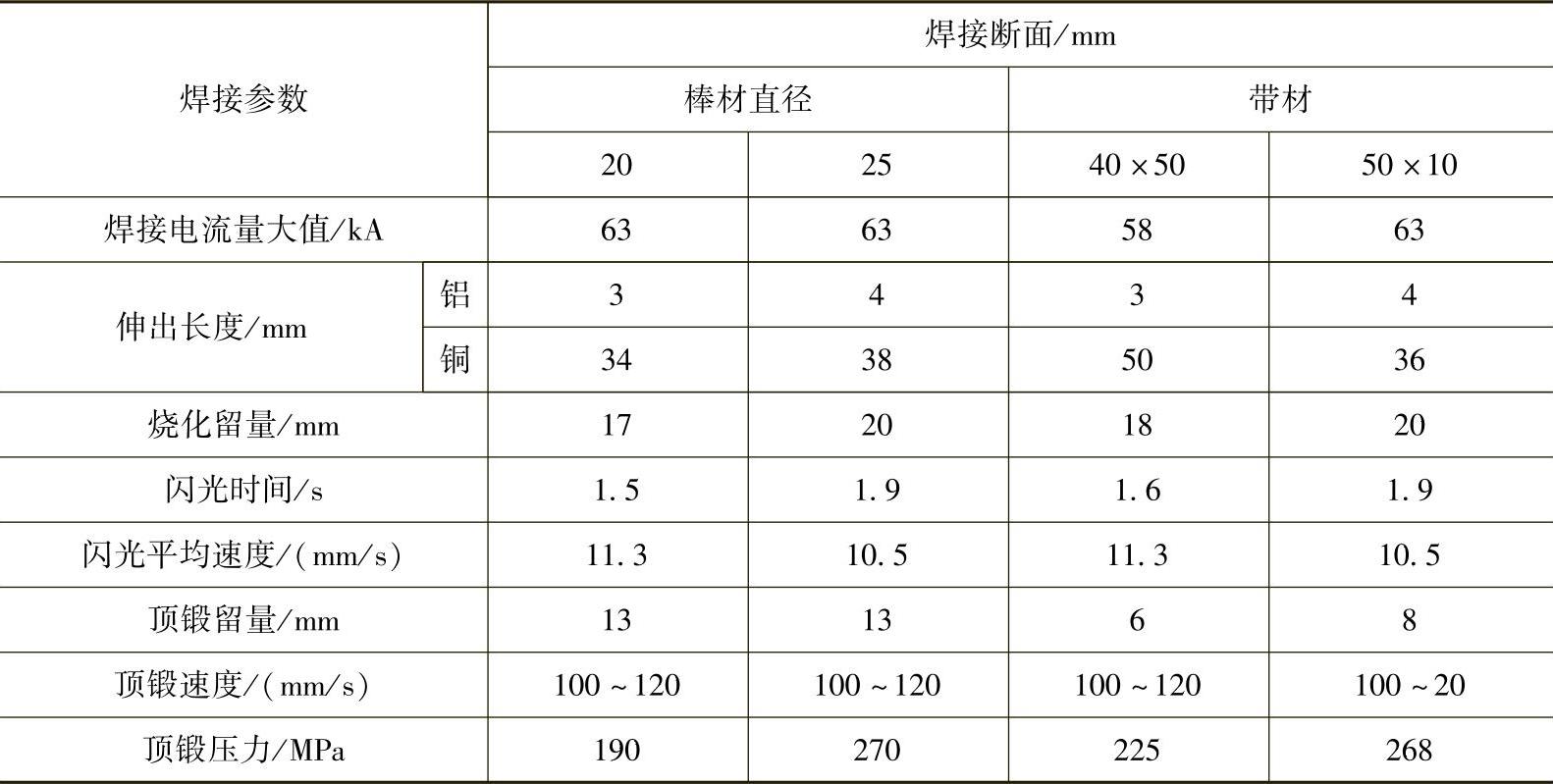
表4-7 采用特定的LQ—200型对焊机进行铜与铝组合闪光对焊的焊接参数
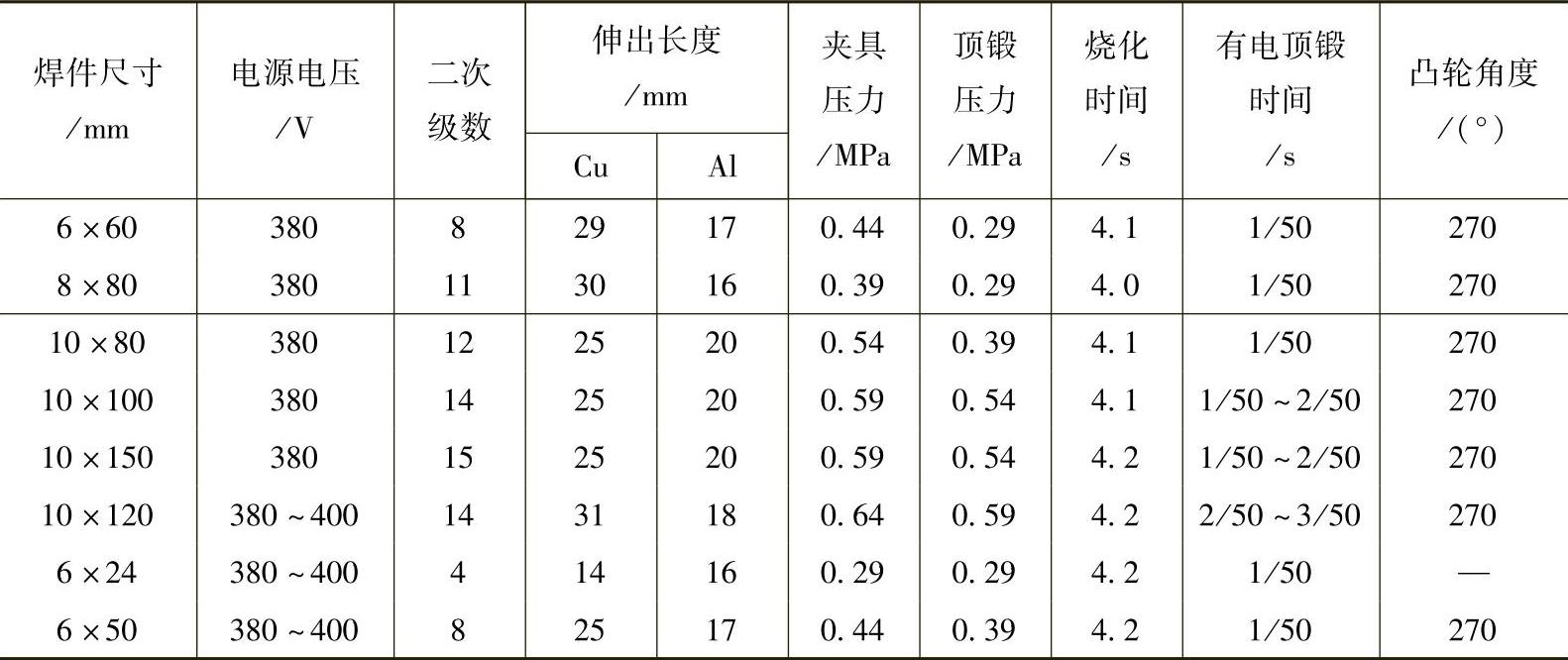
表4-7中,对焊机型号中数字200是该焊机能够提供的额定焊接功率,即为200kVA。表中二次级数是该焊机按制造标准调节焊接电流的级数,其级数定性地标志了焊接电流的大小级别,未标出焊接电流的大小。两组焊接参数仅供参考,因为条件、环境等影响,不能作为标准参数,实践时要进行多次调整才能确定所需的实际数据。
2.铜与铝组合的低温摩擦焊
凡是可以锻造的金属材料都可以进行摩擦焊,摩擦焊是一种固态焊接方法,结合面不发生熔化,仍为锻造组织,不产生与熔化、凝固相关的焊接缺陷。铜、铝棒料的摩擦焊采用连续驱动方式的低温摩擦焊。因为如果接触面温度超过铜-铝的共晶点温度548℃,则会发生铜-铝的扩散结合,生成铜-铝的脆性层,接头易发生脆断。采用低温摩擦焊是指转速(200~1000r/min)、控制结合面温度在460~480℃之间,就不会产生脆性层,又能保证足够的塑性变形能力。表4-8是不同直径铜-铝棒料低温摩擦焊焊接参数。
表4-8 不同直径铜-铝棒料低温摩擦焊的焊接参数
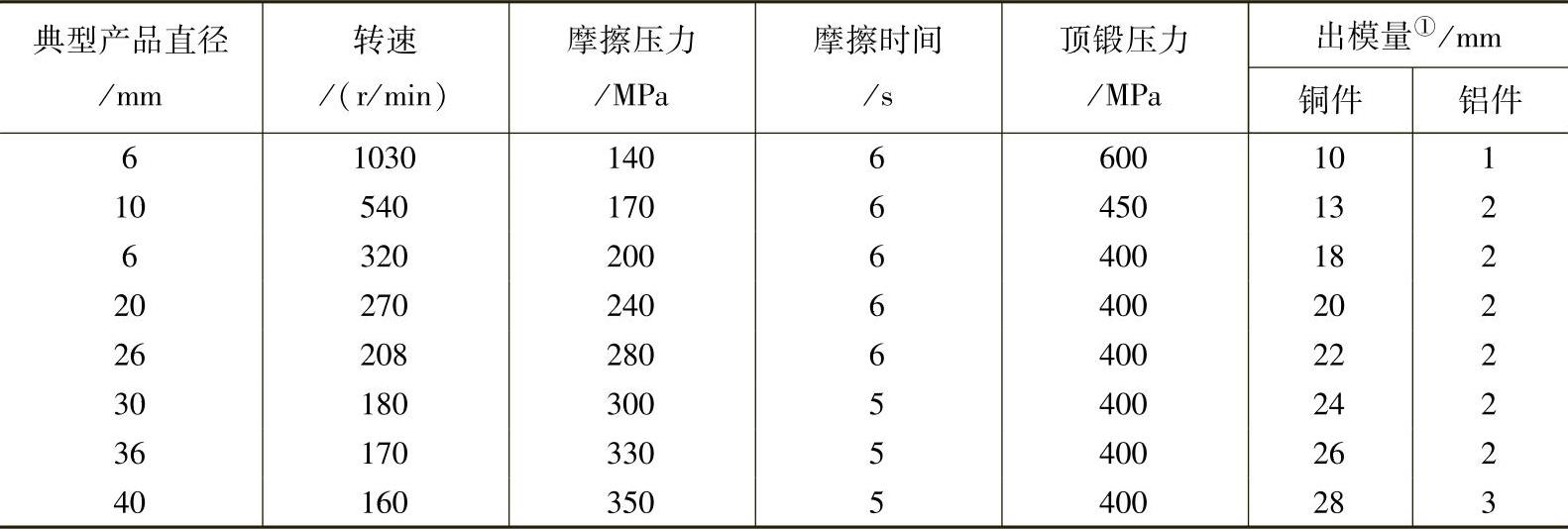
①铜、铝在模子口处的伸出量。
3.铜与铝组合的冷压焊(https://www.xing528.com)
作为导电、散热材料,纯铜和工业纯铝的冷压焊是非常重要的常用焊接方式,在本书第1章的1.8节中已对铜-铝棒材、板材和线材的冷压焊工艺进行了详细地介绍,结论是铜-铝冷压焊的焊接接头强度不低于母材,焊接接头的导电性介于铜-铝之间。
4.铜与铝组合的电容储能焊
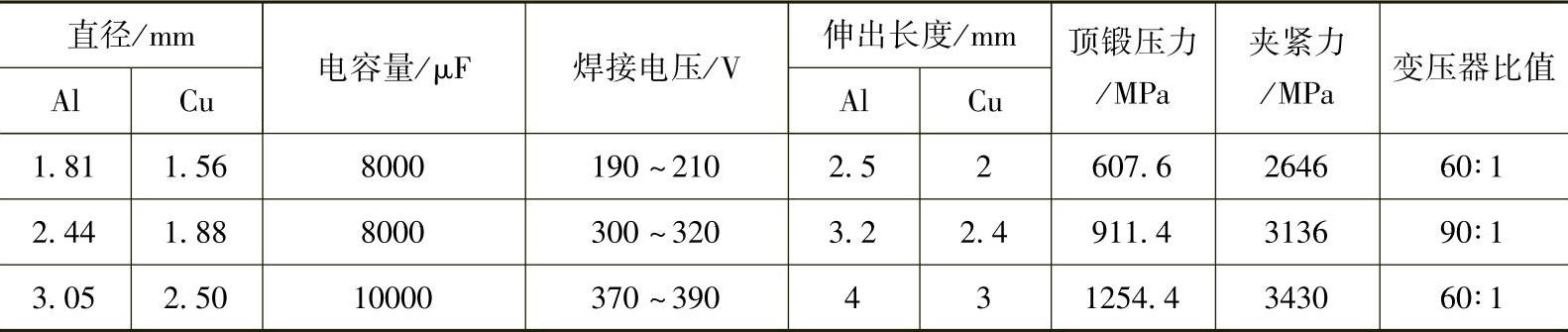
电容储能焊是电阻焊的一种特殊形式,属于固相焊接。铜与铝组合的电容储能焊的焊接参数包括焊接电流、焊接时间、顶锻压力和伸出长度等。小截面铜与铝导线电容储能焊的焊接参数见表4-9。这种焊接方法的焊接参数可调范围很窄,焊接过程中必须严格控制焊接参数。
表4-9 小截面铜与铝导线电容储能焊的焊接参数
5.铜与铝组合的扩散焊
铜与铝组合的扩散焊时,影响焊接接头质量和焊接过程稳定性的主要因素有焊接温度、焊接压力、保温时间、真空度和焊前焊件的表面准备等。在铜与铝组合的扩散焊中,当焊接接头处生成的金属间化合物层厚度小于1μm时,焊后的焊接接头具有很好的导热和导电性能。当厚度为0.2~0.5mm的铜与铝焊接时,所采用的焊接参数如下:真空度0.0133~0.133Pa、焊接温度480~500℃、焊接压力4.9~9.8MPa、焊接时间10min,无须添加中间过渡层。
6.铜与铝组合的钎焊
由于钎焊方法操作方便、生产效率高和焊接变形小,因此铜与铝可以采用钎焊方法进行连接,以获得质量稳定可靠的焊接接头。为防止接头氧化,通常在惰性气氛中进行,可采用电阻或火焰加热方式。铜与铝组合钎焊用钎料和钎剂的成分及熔点分别见表4-10和表4-11。
表4-10 铜与铝组合钎焊的钎料成分及熔点
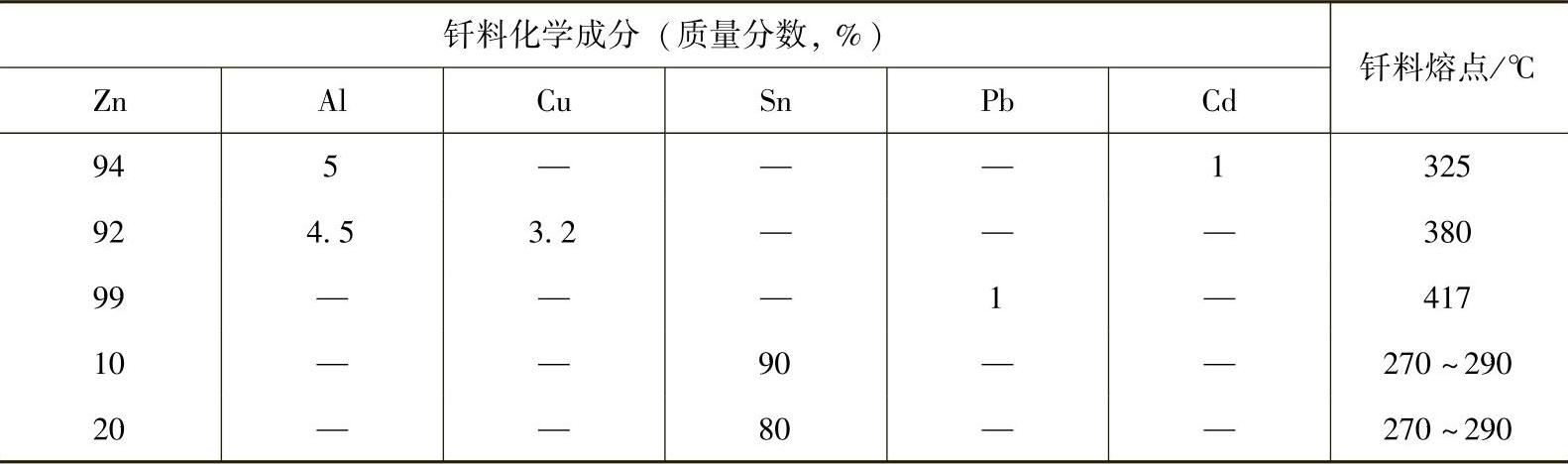
表4-11 铜与铝钎焊的钎剂成分及熔点

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。