



【摘要】:铜与铝组合的熔焊焊接性极差(C级),但压焊焊接性很好(A级)。图4-1 铜与铝二元合金相图只有当铜-铝合金中铜的质量分数[w]在12%~13%以下时,才具有最佳综合性能。与熔焊方法的焊接工艺复杂、焊接质量不太理想相比,压焊是目前铜与铝的异种有色金属焊接的主要焊接方法。
铜与铝组合的熔焊焊接性极差(C级),但压焊焊接性很好(A级)。
1.熔焊焊接性
铜与铝金属元素的性质可见表4-1,它们在物理、化学性能等方面存在较大差异,特别是熔点相差424℃,线胀系数相差40%以上,热导率也相差70%以上。它们与氧的亲和力都很大,特别是铝,无论固态或液态都极易氧化,所形成的致密结实的Al2O3膜熔点高达2050℃;而铜与氧以及Pb、Bi、S等杂质很容易形成多种低熔共晶物。另外从图4-1所示的铜与铝二元合金相图可知,铜与铝液态时相互无限互溶,固态时有限互溶,能形成多种以金属间化合物为基的固溶体相,其中包括有Al2Cu3、AlCu和Al2Cu等。
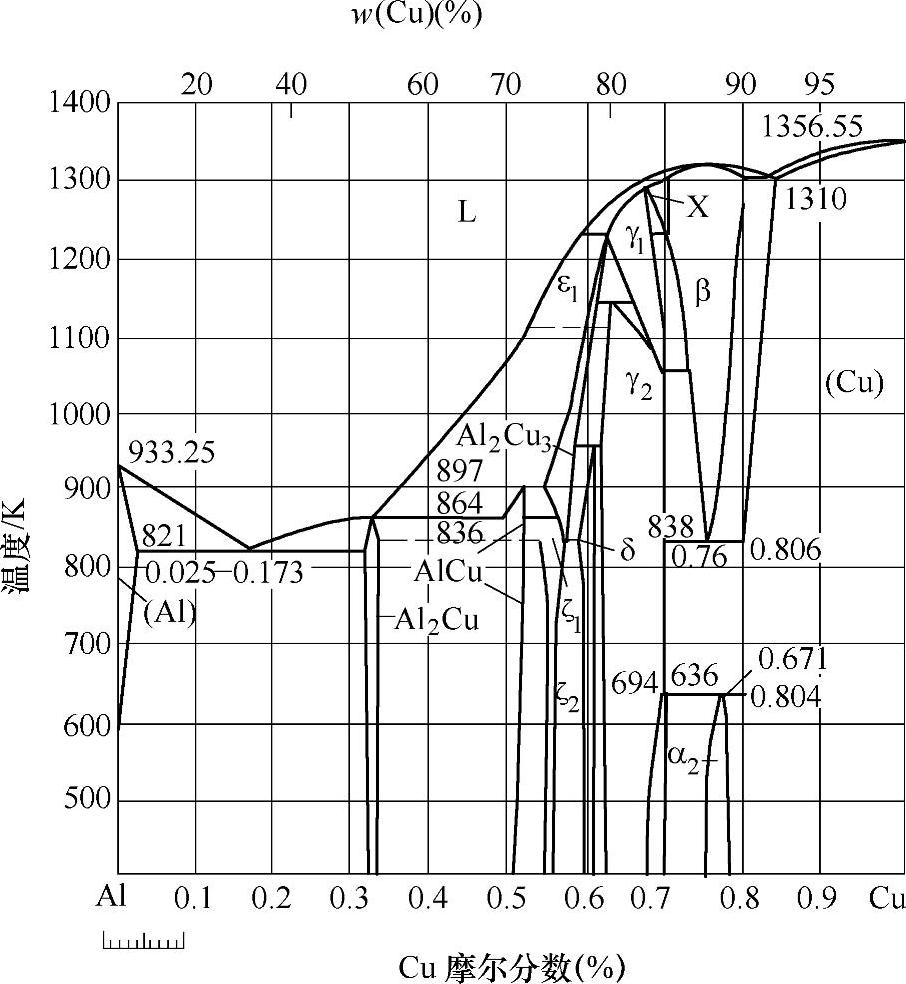
图4-1 铜与铝二元合金相图(https://www.xing528.com)
只有当铜-铝合金中铜的质量分数[w(Cu)]在12%~13%以下时,才具有最佳综合性能。所以熔焊时首先考虑铜与铝在熔点等物理性能上的差异,以此选择焊接方法和焊接工艺,采取防止氧化的保护措施,并设法控制焊缝金属铜-铝合金中铜的含量在上述最佳范围之内,或者采用铝基合金,并尽量缩短铜与液态铝相接触的时间,以防止形成金属间化合物,影响接头的强度和塑性。
2.压焊焊接性
铜与铝都具有很好的塑性,铜的压缩率达80%~90%,铝的也有60%~80%,因此采用压焊方法可以得到质量优异的铜-铝焊接接头。与熔焊方法的焊接工艺复杂、焊接质量不太理想相比,压焊是目前铜与铝的异种有色金属焊接的主要焊接方法。采用压焊制成的铜-铝过渡接头还可以避开铜与铝熔焊时的难点,而将异种金属的焊接转变成了铜与铜、铝与铝之间的同种金属焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。