



1.扩散焊
扩散焊是压焊方法之一,即把两个接触的金属焊件,加热到低于固相线的温度T焊=(0.7~0.8)T熔,并施加一定压力,此时焊件产生一定的显微变形,经过较长时间后便由于它们的原子互相扩散而得到牢固的连接。为了防止金属接触面在热循环中被氧化污染,扩散焊一般都在真空或惰性气体中进行。加热、加压产生必要的显微变形都是为了金属接触面原子相互扩散创造了条件,以利于原子的扩散。
扩散焊主要分为以下两类:
1)无中间层的扩散焊,金属的扩散连接是靠被焊金属接触面的原子扩散来完成,主要用于同种材料的焊接。对不产生脆性中间金属的异种材料也可用此法焊接,此法称为直接扩散焊。
2)有中间层的扩散焊,金属的扩散连接是靠中间层金属来完成的,可用于同种或异种金属的焊接,还可以进行金属与非金属的焊接,即间接扩散焊。
中间层可以是粉状或片状的,用真空喷涂或电镀的方法加在焊接面上。
2.间接扩散焊
钢与钛及钛合金组合的异种金属扩散焊一般采用上述方法的第二种,即间接扩散焊。钢与钛及钛合金熔焊时具有冶金互不相容性,且直接焊接无论是熔焊或压焊都会在接头中产生金属间化合物。钢与钛及钛合金间接熔焊时采用带有中间层的过渡段实现同种金属的焊接,工艺极其复杂,质量也不易保证。当采用扩散焊时,虽然也需要采用中间层措施,尽管生产效率低,但能获得质量最优良的焊接接头。
钢与钛及钛合金扩散焊时采用中间扩散层或复合填充材料,其作用类似间接熔焊法的过渡段接头的作用。中间层材料一般是V、Nb、Ta、Mo、Cu等。复合层材料有V+Cu、Cu+Ni、V+Cu+Ni以及Ta和青铜等。这里中间层材料和复合层材料与间接熔焊法中过渡段接头的夹心中间层完全相同,只不过间接熔焊是靠热轧或爆炸焊制备中间段,而扩散焊则依靠电镀、等离子弧喷涂的方法直接将中间层涂覆在焊件表面。中间层厚度在几微米到几十微米之间,当厚度在30~100μm之间时,可以采用真空轧制法,将中间层轧制成箔片,夹在钢与钛及钛合金金属之间。
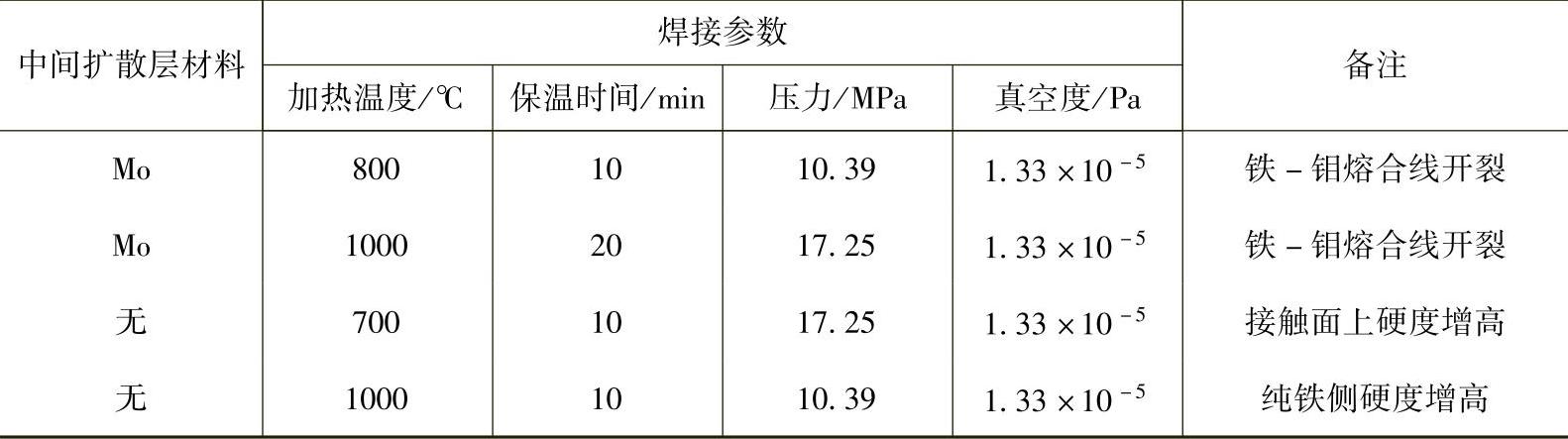
纯铁与纯钛TA7(Ti-5Al-2.5Sn)真空扩散焊的焊接参数见表3-41。
表3-41 纯铁与纯钛TA7真空扩散焊的焊接参数
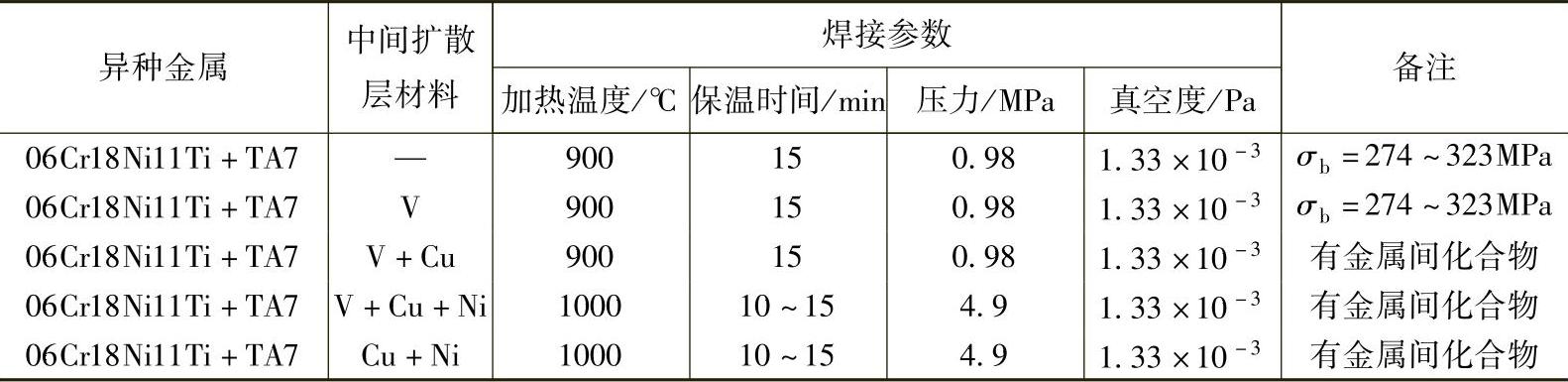
不锈钢与纯钛TA7真空扩散焊的几种焊接参数见表3-42。(https://www.xing528.com)
表3-42 不锈钢与纯钛TA7真空扩散焊的几种焊接参数
3.钢与钛及钛合金组合的直接扩散焊焊接法
钢与钛及钛合金组合的也可以采用直接扩散焊焊接法,直接扩散焊常在真空热压保护炉内进行,要严格控制金属间化合物的厚度,使之不超过1~2μm,表3-43给出了钛与铁及不锈钢组合进行扩散焊时的焊接参数及接头力学性能。
表3-43 钛与铁及不锈钢组合进行扩散焊时的焊接参数及接头力学性能

从表3-43中可知,接头强度远远低于母材金属本身的强度。提高接头强度的方法只有加入中间层采用间接扩散焊焊接法。在接头强度要求不高时,直接扩散焊可以大大简化焊接工艺。
图3-21是钛合金板与不锈钢网直接扩散焊的装卡示意图。
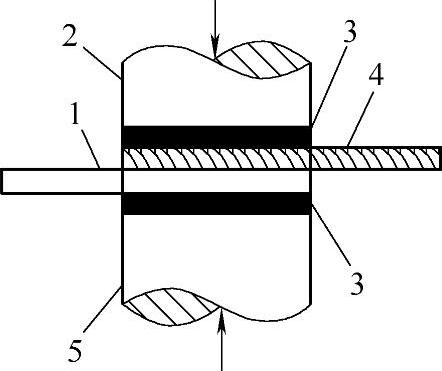
图3-21 钛合金板与不锈钢网直接扩散焊的装卡示意图
1—上压头 2—陶瓷垫片 3—不锈钢网 4—下压头 5—钛合金板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。