



1.12Cr18Ni9不锈钢与H62黄铜组合的TIG焊
钢与铜合金组合的焊接性比钢与纯铜组合焊接性有较大的优势。
以黄铜为例讨论铜合金与钢组合异种金属的焊接性特点:
1)黄铜热导率只有纯铜的1/3,因此,钢+黄铜组合,黄铜侧的预热温度可以比纯铜低,根据黄铜厚度δ≥3mm时,可以使预热温度控制在200~300℃之间。
2)黄铜是铜锌合金,常见黄铜为α+β双相组织,α为锌在铜中的固溶体,β为铜锌化合物CuZn为基体的固溶体,以及黄铜的表面张力比纯铜大得多,因此,钢+黄铜组合发生铜渗透裂纹的倾向几乎为零。
3)钢与黄铜组合,仍然属于高熔点与低熔点的组合焊接,因此,焊缝金属适宜采用与低熔点相同或相近的材料作为填充金属,以及适宜采用TIG-钎接焊接法。对于高熔点的钢是以黄铜为钎料、以TIG电弧为热源的钎接,对低熔点的黄铜是熔焊(TIG),TIG-钎接焊接法的要点是开不对称或半V形坡口,电弧偏向低熔点侧,尽量减少钢的熔化量。
采用铝青铜焊丝作为填充金属,可以制约焊缝中氢气孔的产生,焊缝金属含有铝时,氢的溶解度会大大降低。同时,铝(还有钛等)也是很强的脱氧剂。
4)焊接工艺选择合适时,钢与黄铜组合焊接一般不会有气孔、裂纹等缺陷产生。表3-23是12Cr18Ni9不锈钢与HSn-62黄铜组合的TIG焊的焊接参数,焊丝为HSn62-1。
表3-23 12Cr18Ni9不锈钢与HSn-62黄铜组合的TIG焊的焊接参数

图3-14为板厚大于等于3mm时,TIG-钎接焊接法的接头形式与电弧位置示意图,其钝边在1~2mm范围内,间隙在0~0.2mm之间,或不留间隙。
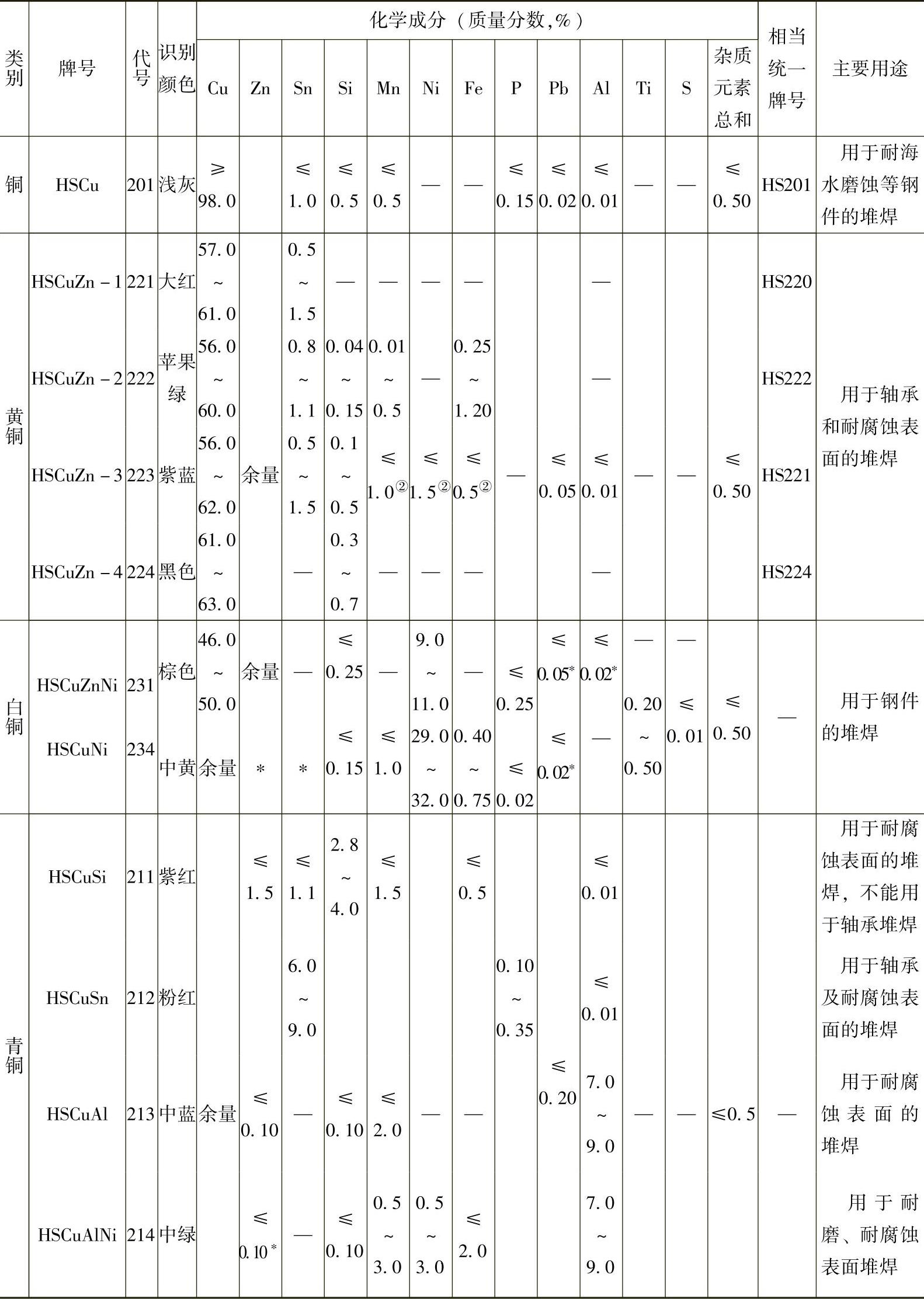
焊前需清理焊件表面,正反面涂上溶剂[w(H3BO3)为70%,w(Na2B4O2)为21%,w(CaF2)为9%],烘干后施焊。焊丝选用含铝的铝青铜合金焊丝(HSCuAl),或含硅的硅青铜焊丝(HSCuSi)。所选用焊丝的化学成分见表3-24。
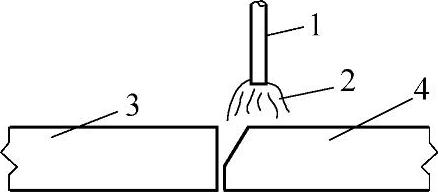
图3-14 TIG-钎接焊接法的接头形式与电弧位置示意
1—钨极 2—电弧 3—高熔点金属(钢) 4—低熔点金属(黄铜)
表3-24 铜及铜合金焊丝的化学成分、用途及标识(摘自GB/T9460—2008)
2.12Cr18Ni9不锈钢与H62黄铜组合的焊条电弧焊
奥氏体型不锈钢(12Cr18Ni9)和黄铜(H62)组合的焊条电弧焊,是焊接成本较低的一种方法,而且接头质量基本上可以满足使用要求。(https://www.xing528.com)
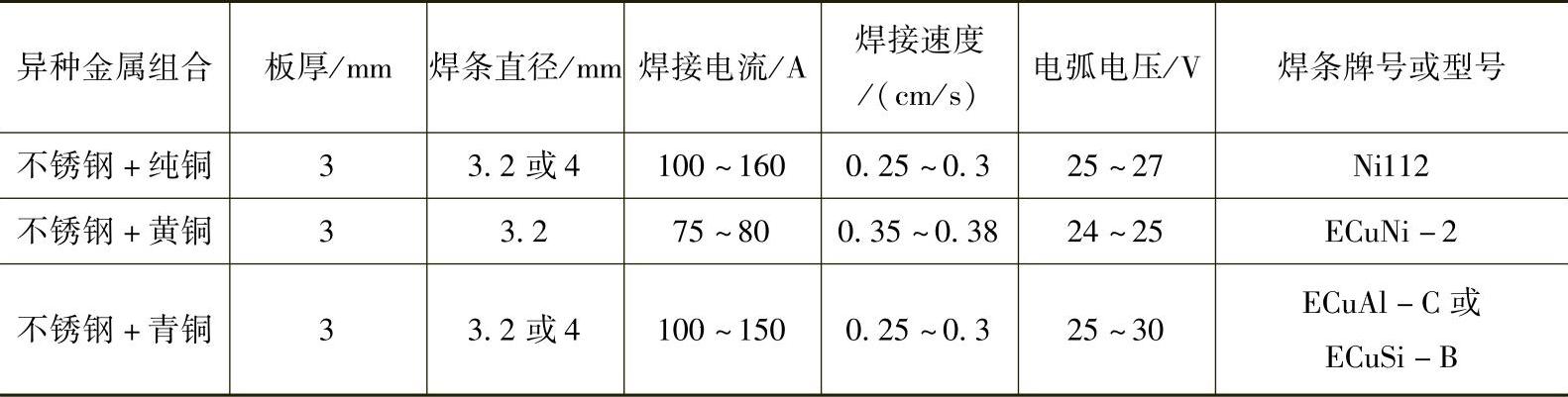
焊条不宜采用不锈钢,会产生渗透裂纹。高熔点金属与低熔点金属组合的焊缝填充金属不能采用高熔点金属,这是原则。最好采用纯镍焊条Ni112或铜镍焊条(ECuNi-A)。适宜用小直径、小电流、快速焊及不摆动的焊接工艺。表3-25是不锈钢与纯铜、黄铜及青铜等铜合金组合的焊条电弧焊(SMAW)焊接参数。
表3-25 不锈钢与铜合金组合的焊条电弧焊的焊接参数
3.低碳钢与白铜组合的TIG焊及焊条电弧焊
白铜是铜镍合金,从其二元合金相图显示了结晶区间很窄。由表3-1可知,其物理性能和低碳钢很接近,除线胀系数略大之外,其热导率比低碳钢还小。因此,熔焊时不用预热,白铜是钢与铜及铜合金组合中熔焊焊接性最好的金属材料,一般不会出现焊接缺陷,如果出现了热裂纹,那是原材料(钢或白铜板)本身杂质(P、S、Pb)太高,与焊接工艺几乎没有关系。钢+白铜组合对熔焊方法的工艺适应性是最好的。
低碳钢与白铜组合的TIG焊时,可以用白铜板切边作为填充金属,可用板厚为3mm的B30白铜板切成2mm×3mm的板条,可当作TIG焊的焊丝使用。
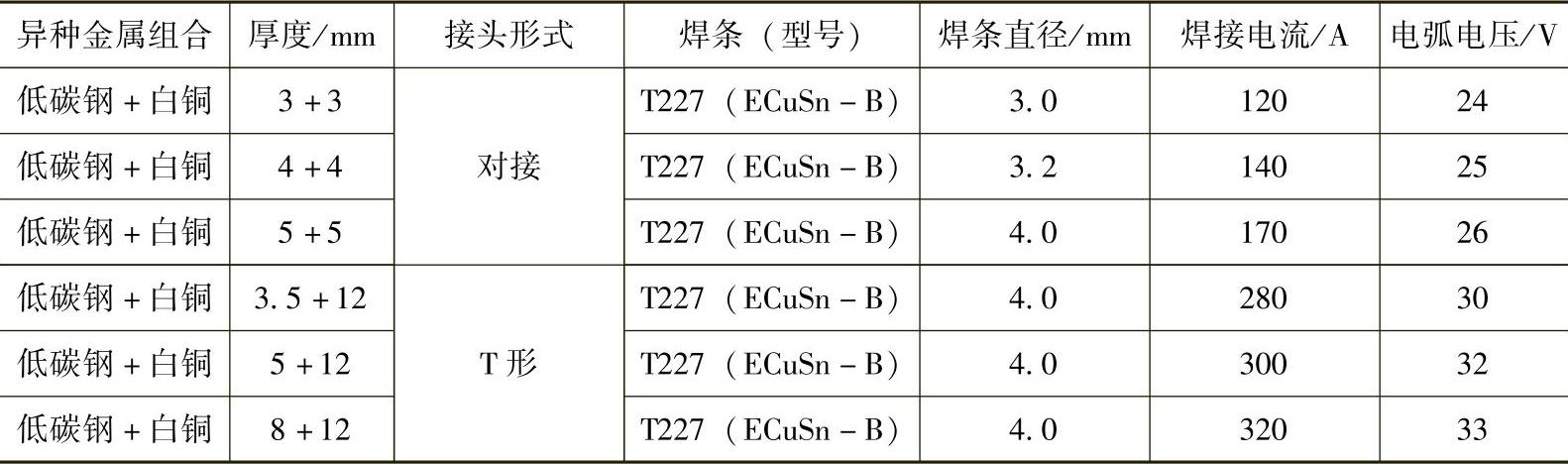
低碳钢与白铜的组合采用焊条电弧焊时,适宜采用铜锡焊条T227(也称做磷青铜焊条),直流反接,不预热焊接,其焊接参数见表3-26。
表3-26 低碳钢与白铜焊条电弧焊的焊接参数
4.低碳钢与铝青铜组合的TIG焊及焊条电弧焊
(1)低碳钢与铝青铜组合的TIG焊 铝青铜(QA19-2)的热导率只有纯铜的1/6,比低碳钢略高,结晶区间很窄。熔焊的问题是熔池液体表面容易形成高熔点的脆性Al2O3。因此,Q235低碳钢+QA19-2铝青铜组合或者12Cr18Ni9不锈钢+QA19-2铝青铜组合采用TIG焊会有较好的焊接性。焊前不用预热。但仍属于高熔点与低熔点金属组合,TIG焊焊接时仍需要按图3-14所示的要求处理坡口及电弧偏移。尽量减少钢的熔化量。
填充金属采用铝青铜切条,或HSCuAl(或HSCuNi)焊丝均可。焊丝化学成分见表3-24中的代号213及234焊丝。避免采用锡青铜焊丝,因为这种焊丝会明显地降低接头的力学性能。对于Q235低碳钢+QA19-2铝青铜的组合TIG焊,板厚为3mm+3mm的接头,其TIG焊的焊接参数为:焊接电流100~120A,钨极直径3mm,氩气流量10~12L/min。
对于12Cr18Ni9不锈钢+QAl9-2铝青铜的组合TIG焊,建议采用纯镍焊丝ERNi-1或铜镍焊丝ERNiCu-7,不宜采用纯铜焊丝,尤其不允许采用不锈钢焊丝,以防止铜渗透裂纹的产生。
(2)低碳钢与铝青铜组合的焊条电弧焊 Q235+QAl9-2组合接头,推荐采用T237(ECuAl-C)焊条,直流正接,焊前不预热,板厚大于3mm时,在铜侧开半V形坡口,以减小钢的熔化量。
5.低碳钢与硅青铜组合的TIG焊及焊条电弧焊
QSi3-1硅青铜的热导率只有纯铜的1/10,比低碳钢的热导率还略小,焊接时可不用预热。Q235低碳钢+QSi3-1硅青铜组合的焊条电弧焊,可采用硅青铜焊条T207(ECuSi-B),直流正接。
Q235低碳铜+QSi3-1硅青铜组合的TIG焊,建议采用硅青铜切条或HSCuSi焊丝,其他焊接参数可参考钢与铝青铜的焊接。当厚度大于3mm或在10~15mm之间,则采用MIG焊会有高的生产率和较好的效果,仍可采用HSCuSi焊丝或ERNiCu焊丝。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。