



铜及铜合金按颜色不同分为纯铜(紫铜)也称为工业纯铜、黄铜、青铜和白铜等四种。它们的物理性能差别很大,在分析铜及铜合金的同种金属焊接性时,没有任何一种铜材具有四种铜及铜合金的共同特性而作为代表性的典型铜材。例如,铜与镍的合金白铜,其物理性能和低碳钢极为相似,因此有极好的熔焊焊接性,而纯铜则熔焊焊接性最差。所以,只能对四种铜材分别讨论其熔焊焊接性才有实际意义和使用价值。
1.纯铜的熔焊焊接性特点
由于低碳钢的应用最广泛,熔焊焊接性也最好,而纯铜自身(同种材料)的熔焊焊接性也同样以低碳钢为标准进行比较,其实压焊也是如此。表3-12是纯铜(紫铜)与低碳钢(Fe)的物理性能比较。
表3-12 纯铜与低碳钢(Fe)的物理性能比较

从表3-12可知,纯铜的热导率比低碳钢大7~11倍,液态表面张力比低碳钢小1/3,流动性比低碳钢大1.5倍,线胀系数比低碳钢大15%,收缩率比低碳钢大1倍以上。这些差别决定了纯铜熔焊时具有以下特征:
(1)焊前预热 纯铜的导热性强,所以热源提供给纯铜焊缝的热量很难积累,大部分被铜母材大面积传导而流失。因此,熔焊时必须预热,焊接过程中必须使焊件的预热温度控制在400~500℃之间,对于大厚件,预热温度要达到600~700℃之间,预热还可以消除热应力,而且纯铜要采用功率大的热源或热量集中能量密度高的熔焊方法进行焊接,如TIG焊、MIG焊、埋弧焊(SAW)、等离子弧焊及电子束焊等方法。但是纯铜不能采用激光焊,因为铜对光的反射率极高,而且导热性也极强,使激光束无法加热纯铜。纯铜的焊条电弧焊适应性较差,埋弧焊因为电弧功率大,纯铜的埋弧焊焊接性比焊条电弧焊(SMAW)要好。
纯铜在预热过程中要防止焊件在高温下停留时间太长,以免发生过度氧化和晶粒严重长大现象。此外,预热温度要依据板厚和电弧功率的大小来确定其预热温度值,薄板可以不预热。
(2)焊缝背面垫板 纯铜的液态表面张力小,流动性大,所以纯铜焊接时应采用对接接头的熔焊,尤其采用MIG或SAW焊时,背面必须有铜垫板或成形装置,不允许采取悬空单面焊接,否则液态铜会流淌烧穿。
(3)焊接接头的性能降低 焊接接头的力学性能一般低于母材,除强度下降外,塑性和韧性也会显著地降低。熔焊过程的热循环经过550~600℃的退火温度会使焊接接头近缝区“软化”,使近缝区的强度成倍降低,塑性数倍提高,见表3-11中的“硬态”与“软态”力学性能数据对比。“硬态”是指母材的轧制加工硬化供货状态;“软态”是指退火后的状态。如果采用高能密度焊接方法(如真空电子束焊),可以大大减小近缝区“软化区”的宽度,软化区的宽度可以降低到小于一个晶粒半径的尺寸。
(4)焊丝脱氧 纯铜中的杂质(Bi、Pb、P、S、O)是铜在冶炼过程中从铜矿石中带进去的,现代技术无法将这些杂质净化为零,降低每一个百分点,成本会极大提高。但从表3-9各种牌号纯铜的化学成分看,Bi(铋)、Pb、P、S都不超标,即不超过它们在铜中极低的固溶的溶解度,因而纯铜铜材中不会生成和铜的低熔共晶物。只有2号、3号及4号工业纯铜(T2、T3、T4)的含氧量略高,这些铜材中会有少量的氧化铜与铜的低熔共晶物(熔点为1064℃的Cu2O+Cu)。少量的氧化亚铜和铜的低熔共晶物会降低铜板的强度和塑性,产生热裂纹倾向。因此,不同牌号纯铜的力学性能会略有区别。
熔焊时如果填充金属(焊丝,焊芯或其他焊接材料)中的杂质含量高于标准,则焊缝金属中会生成铜和这些杂质的低熔共晶物,低熔共晶物是指熔点只有270℃的Cu+Bi、熔点为326℃的Cu+Pb和1064℃的Cu2O+Cu。这些低熔共晶物的出现会存在于晶粒的边界,不但降低了焊接接头的强度和塑性,也是产生热裂纹的根据。因此,纯铜熔焊时填充金属的选择特别重要,选用无氧铜TUP是最理想的,TUP中的磷还有脱氧作用,但是TUP价格极高。一般不采用,表3-13是推荐的纯铜TIG焊、MIG焊时选用的焊丝牌号。
表3-13 纯铜TIG焊、MIG焊时选用的焊丝牌号
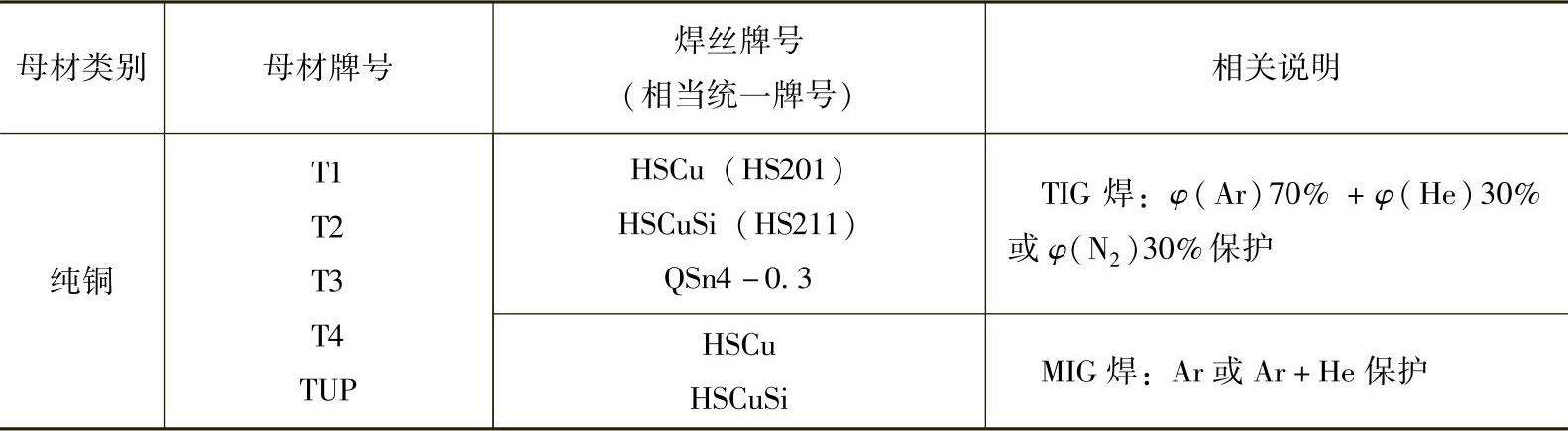
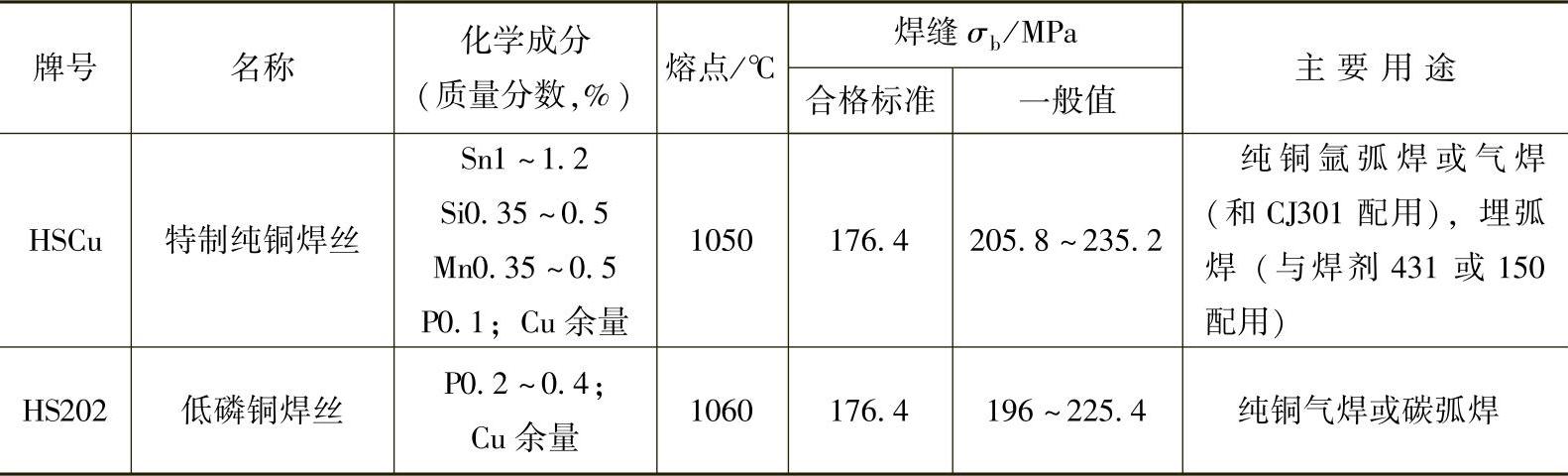
表3-14是国产纯铜焊接用的标准焊丝。可见HS201是最常用的含少量Si、Mn、Sn等脱氧剂的焊丝。
表3-14 国产纯铜焊接用焊丝
(5)气孔、热裂纹倾向
1)纯铜熔焊裂纹产生的原因有两个:其一是纯铜的线胀系数、收缩率比较大,焊接热影响区较宽,所以焊接接头受到拘束产生较大的拉应力。其二是焊接过程中焊缝中杂质与铜产生的低熔共晶物,如果母材和填充金属(焊丝、焊芯等)的杂质(Bi、Pb、P、S)不超标,那么造成热裂纹的最大原因是氧。氧不但在冶炼时以杂质的形式存于与铜内,在以后的轧制加工过程和焊接过程中,都会以氧化亚铜的形式溶入。图3-6显示了铜与氧的二元相图。
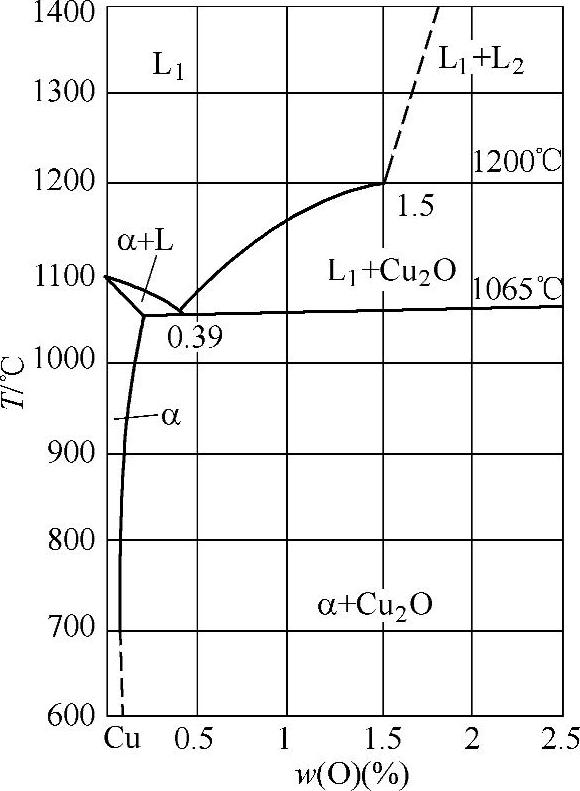
图3-6 铜与氧二元相图
L—液相 α—α相
由图3-6可见,Cu2O可溶于液态的铜,而实际不溶于固态的铜,所以生成熔点(1064℃)略低于铜(1083℃)的易熔共晶。当焊缝中Cu2O的质量分数为0.2%以上(φ(O)约为0.02%)时,就会出现热裂纹。为增强对焊缝的脱氧能力,可通过焊丝中加入Si、Mn、P等合金元素,这是解决氧致热裂纹比较实用的方法。此外,采用真空电子束焊可不用填丝,由于焊缝冷却快,晶粒细可以完全避免接头的氧化,而且还可以真空除气。因此,纯铜的电子束焊会获得既无热裂纹也无气孔的力学性能与母材相等的优质接头。
2)纯铜熔焊时,气孔出现的倾向比低碳钢要严重得多。所形成的气孔几乎分布在焊缝的各个部位。尽管铜中的气孔主要也是由溶解的氢直接引起的扩散性气孔和氧化还原反应引起的反应性气孔,但铜自身性质使这种倾向大大加剧,成了铜熔焊中的主要问题之一。
气体在金属中的溶解规律都是一样的,液态金属中气体的溶解度很大,熔点时金属凝固,溶解度会突然降低,并随温度的下降,溶解度随着也下降。氢在铜中的溶解度也是如此。氢在铜的沸点、熔点及固态下的溶解度比在铝中大数十倍。
由于纯铜的表面张力及导热性好,因此铜的熔池凝固后,氢在固态铜中的过饱和度要远比氢在铝中的过饱和度大许多倍,比在低碳钢中大得多。而且铜熔池的凝固速度较快,当氢原子还来不及聚集成大气泡逸出熔池,而呈扩散性微气孔分布在焊缝中使接头塑性变坏、强度降低。此外,纯铜熔焊时还会发生氧致气孔,即前面所说的“氧化还原反应引起的反应性气孔”。熔池中的Cu2O在焊缝凝固时不溶于铜而析出,与氢或CO反应生成的水蒸气和CO2也不溶于铜而促使反应性气孔的形成。(https://www.xing528.com)
Cu2O+2H→2Cu+H2O↑
Cu2O+CO→2Cu+CO2↑
铜的热导率比铁大8倍以上。焊缝的冷却速度比钢大得多,氢扩散逸出和H2O的上浮条件更恶劣,则形成气孔的敏感性自然增大。
为了减少或消除铜焊缝中的气孔,采取的主要措施是减少氢和氧的来源,以及用预热来延长氧和氢在熔池存在的时间,以使气孔易于逸出。采用含铝、钛等强脱氧剂的焊丝(它们同时又是脱氮、脱氢的强烈元素)或在铜合金中加入Al、Sn等元素都会获得良好的效果,如图3-7所示。脱氧铜、铝青铜、锡青铜都具有较小的气孔敏感性的原因也在于此。
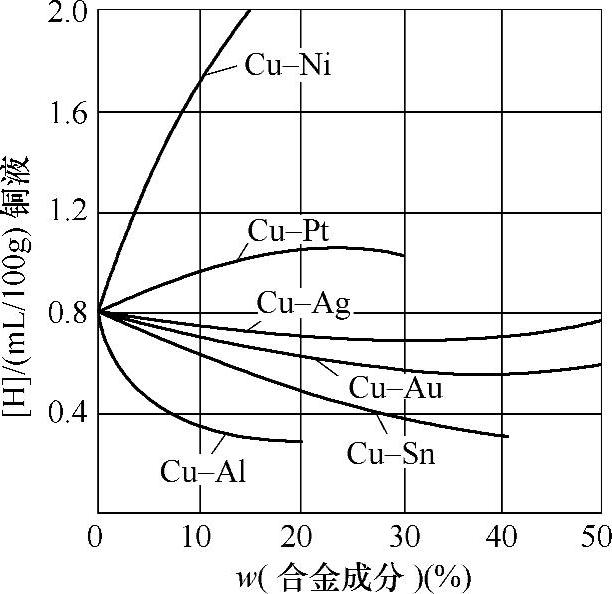
图3-7 合金元素对氢溶解度的影响(1250℃)
2.黄铜的熔焊焊接性特点
在分析纯铜熔焊焊接性特点的基础上,再对比分析黄铜的熔焊焊接性就容易多了。从表3-11、表3-12中的纯铜、低碳钢及黄铜等三者的力学性能、物理性能比较中可以得知出黄铜的熔焊焊接性有以下特点:
1)黄铜的热导率只有纯铜的1/3,所以熔焊时的预热温度可以降低些,或者熔焊热源功率较大时可以不用预热,如埋弧焊、MIG焊或大电流SMAW焊等。黄铜分轧制(压力加工)黄铜、铸造黄铜。这里指的是压力加工黄铜,如H68、H62、H59等。铸造黄铜的导热性几乎和低碳钢处于同一数量级,自然焊接时不用预热,但铸造黄铜很少用于焊接结构。
2)黄铜的液-固相结晶区很小,熔焊过程不易发生偏析和低熔共晶,所以黄铜的熔焊不会产生热裂纹和气孔。
3)黄铜的线胀系数比纯铜大25%,强度比纯铜大1倍多(无论是硬态还是软态),因此会形成较大的内应力。当内应力作用于某一薄表面时,容易出现冷裂纹而不是热裂纹。
4)黄铜熔焊焊缝的力学性能及耐腐蚀性都会低于母材,其原因是由于焊接过程锌的蒸发,锌的沸点只有907℃,焊接过程中极易蒸发烧损。黄铜本身是铜-锌合金,因锌而强,锌的烧损自然使焊接接头的力学性能和耐腐蚀性下降,并且会使焊缝产生气孔。
5)焊接过程中会使焊接现场出现大量的白色烟雾状的氧化锌气体,有害焊工的健康,且会干扰焊工视线,增加了操作难度,必须强制通风。
总之,黄铜的熔焊焊接性等级属于良好,而纯铜较差。
3.青铜的熔焊焊接性特点
青铜品种多,化学成分及物理性能差别较大,焊接性各不相同。
1)硅青铜的热导率只有纯铜的1/10,焊前不用预热,液态金属流动性好。硅具有良好的脱氧能力,焊接缺陷很少,则硅青铜是所有铜合金中熔焊焊接性最好的材料。
2)铝青铜熔焊的主要问题是液态表面(熔滴和熔池)形成的难熔Al2O3氧化膜,妨碍焊缝成形。但只要焊接方法选择合适,其熔焊焊接性也属于较好。
3)锡青铜中的合金元素在高温下氧化生成二氧化锡(SnO2),并溶解于焊接熔池中,导致焊缝金属冷却结晶过程中有较明显的偏析现象。低熔点的偏析物受热熔化后,便在焊缝表面呈细小的球状锡珠析出,从而降低接头的浓度和耐腐蚀性能。锡又可扩大合金的结晶区间,结晶过程中易生成粗大的脆弱的树枝状晶粒间隙,使焊缝组织疏松,甚至形成气孔和热裂纹。焊接方法及工艺措施合理时,也有较好的熔焊焊接性。
4.白铜的熔焊焊接性特点
白铜的导热性和导电性均接近于碳钢,所以焊接性比较好,焊前不需要预热。但由于白铜是铜和镍的合金,这些合金对于铅、磷和硫等杂质十分敏感,容易形成热裂纹。因此,焊接时要严格控制这些杂质的含量。
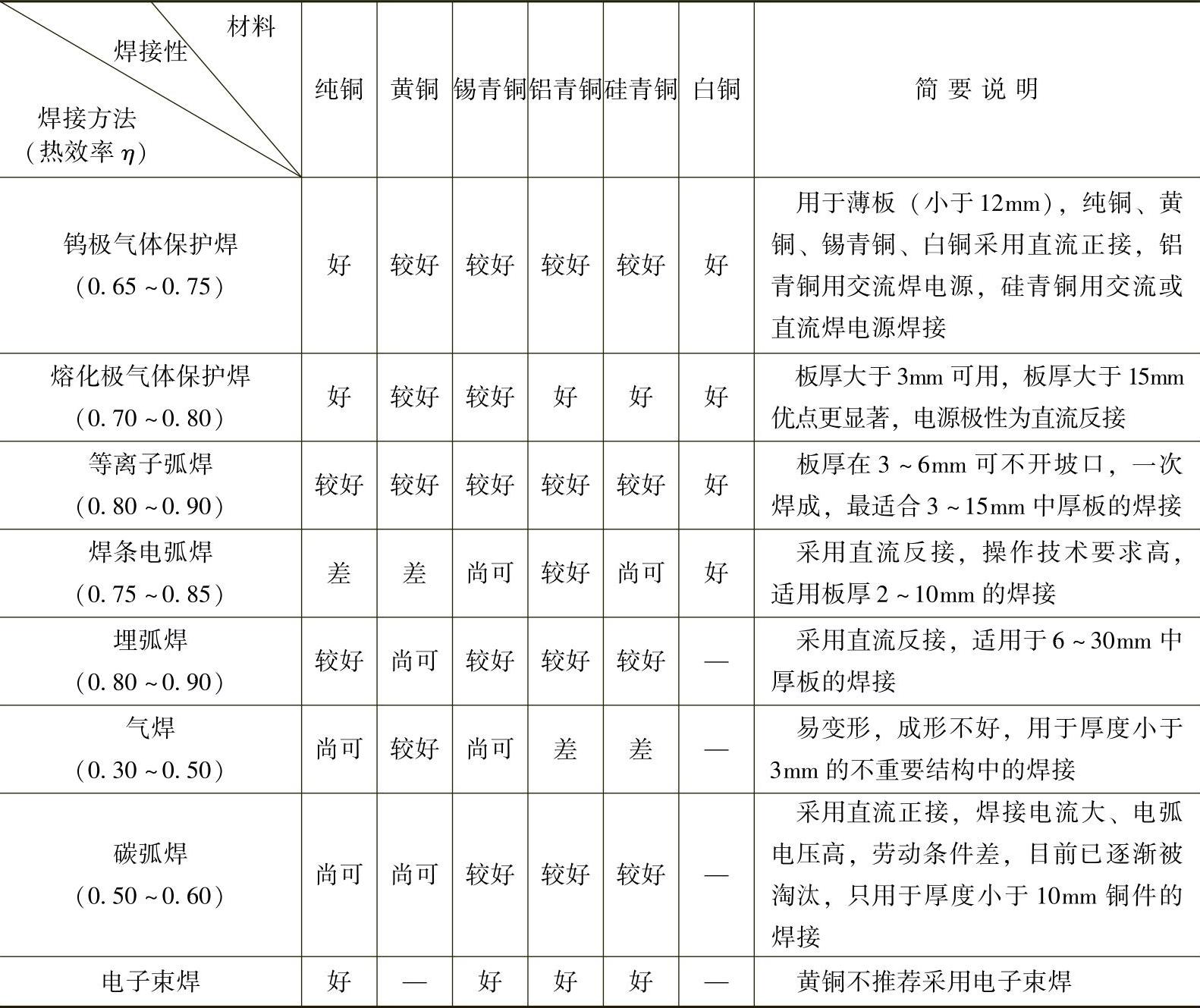
5.铜及铜合金同种金属材料的焊接方法选择(见表3-15)
表3-15 铜及铜合金同种金属材料焊接时熔焊方法的选择
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。