



1.镀锌钢板与铝板组合的搭接TIG焊
镀锌钢板是带有镀锌层的低碳薄钢板(Q195),厚度一般在0.5~2.0mm之间,镀锌层厚度有两种:薄镀锌层小于或等于5μm,厚镀锌层为15~25μm。这里指的是热浸法厚度为15~25μm的镀锌钢板。镀锌钢板本身是供货状态,由市场供应,由钢厂或由钢厂的下游企业进行热浸镀锌后成为成品,然后供应到市场。镀锌钢板的用途是防大气、水气及其他有害介质等对钢的锈蚀,薄铝板表层自然生成的又硬又致密的氧化膜(Al2O3)也起到了防大气、水气及其他有害介质(硝酸及醋酸等)对铝的锈蚀的作用。铝及铝合金本身还有其他良好的导电、导热、耐腐蚀、低温强度及较高的比强度等物理性能。镀锌薄钢板与铝及铝合金薄板的连接也是部分以钢代替铝,符合经济原则,因为铝的市场价比低碳钢要高出2~3倍。图3-3是镀锌钢板与防锈铝板组合的搭接接头示意图。
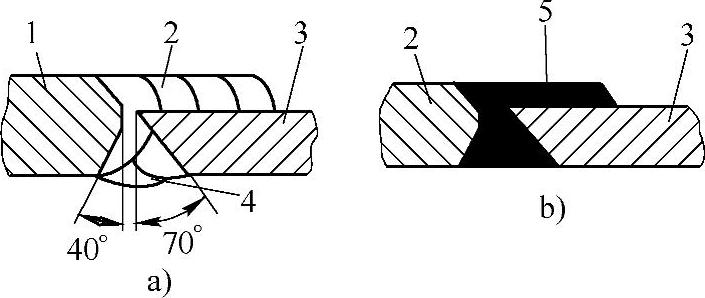
图3-2 渗铝钢管与铝及铝合金管组合结构的TIG焊焊接接头示意图
a)坡口及焊接顺序 b)车削后的焊接接头
1—铝及铝合金管 2—外侧焊接顺序 3—渗铝钢管 4—内侧焊接顺序 5—焊缝
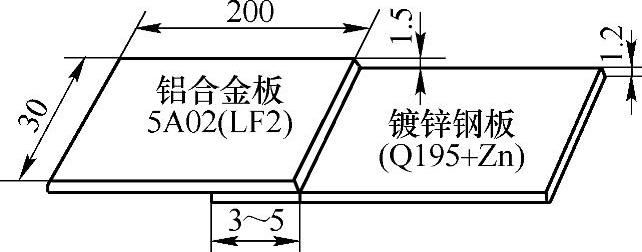
图3-3 镀锌钢板与防锈铝板组合的搭接接头示意图
镀锌钢板(Q195+25μm的Zn层)与防锈铝5A02(LF2)都不是贵重金属,所以焊接方法可以选择成本低的TIG焊。直流反接,铈钨极直径为2~3mm,焊接电流在30~50A之间调整,焊接速度为0.8~1m/min。焊接时不用填充金属,电弧在搭接边缘运动,由熔化的铝液流淌在钢板上,焊接结果是Q195低碳等钢板未熔化,母材(钢板和铝板)与焊缝间有一个薄锌层将二者连接,类似钎焊。
2.镀锌钢板与铝板组合的搭接激光-MIG复合焊
有关参考资料记载了镀锌钢板与5A02防锈铝板(LF2)组合搭接接头的激光- MIG复合焊。其组合尺寸、材质与上述TIG焊相同,填充金属采用AlSi5焊丝。(https://www.xing528.com)
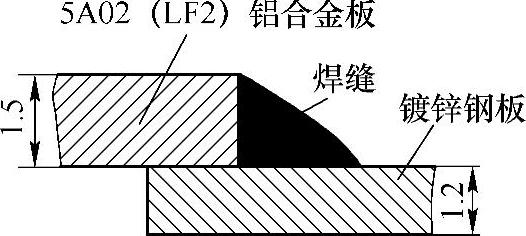
图3-4 激光-电弧复合热源焊接铝板/钢板接头
焊前采用丙酮对镀锌钢板表面进行清洗,用砂纸对5A02防锈铝板表面进行打磨以去除氧化膜,随后用丙酮清洗,将表面处理干净的镀锌钢板与5A02防锈铝组合成搭接接头,如图3-4所示为激光-电弧复合热源焊接铝板/钢板接头。
焊接时,采用德国Nd的YAG激光器,最大额定功率为2kW,激光头焦距为200mm;采用奥地利福尼斯公司TPS5000型数字化MIG焊机,焊接过程采用脉冲MIG焊,熔滴过渡频率为1滴1脉冲。
采用激光-MIG复合热源进行焊接,焊接过程通过调节激光功率密度和送丝速度,可实现对焊接热源输入的精确控制,从而保证铝合金母材熔化而镀锌钢母材不发生变化。激光功率密度是通过固定激光光斑(光斑直径d=6.8mm)的大小改变激光功率实现的。
焊后进行金相分析,激光-MIG复合热源焊接得到的铝板/钢板接头具有良好的铺展性,连接界面有一薄金属中间层,靠近焊缝一侧的钢母材未见熔化,且热影响区组织明显地细化。
将激光-MIG复合热源焊接得到的铝板/钢板接头进行拉伸试验。拉伸应力-位移曲线如图3-5所示。
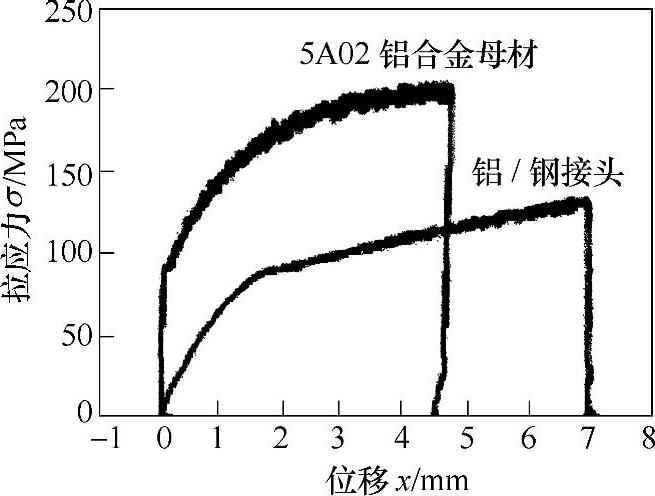
图3-5 铝板/钢板接头拉伸应力-位移曲线
拉伸试验中最大载荷为8.978kN,最大拉应力为132.8MPa,接头强度为5A02防锈铝(LF2)母材的65.3%,与5A02防锈铝电弧熔焊接头强度相当。并且拉伸试验的破坏位置发生在铝合金母材的焊接热影响区而非钎接界面。结果表明,利用激光-MIG复合热源焊接,可以获得组织性能良好的铝板/钢板接头,最高焊接速度可达5m/min以上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。