



钢与铝及铝合金组合的TIG焊,在钢侧电镀或浸渍单一的镀层作为中间过渡层,不足以消除铝与钢的金属间化合物,虽然焊接接头能够满足一般强度要求,但工艺要求严格,焊接接头的质量稳定性差。如果采用复合镀层,则可以减少金属间化合物(Fe-Al)的厚度,降低硬度,焊接接头强度提高。复合镀层指的是第一层先镀铜或镍,然后再镀锌,例如Cu(4~6μm)+Zn(30~40μm)或Ni(5~6μm)+Zn(30~40μm)。有资料认为,钢表面先镀铜或银再镀锌后作为复合镀层,这种Ag+Zn或Cu+Zn复合层可以提高焊接接头的强度。有资料也提出了18-8型不锈钢(12Cr18Ni9)与铝及铝合金3A21(LF21)组合的TIG焊时,应先在不锈钢加上复合镀层Ni+Zn或Cu+Zn或Ag+Zn,然后进行TIG焊。焊丝牌号可以选择SAl-3,也可以不用标准焊丝。图3-1是防锈铝3A21(LF21)管与不锈钢管对接TIG焊的接头形式示意图。不锈钢管的坡口角度在钢侧为70°,铝侧为40°,钨极偏向铝侧。
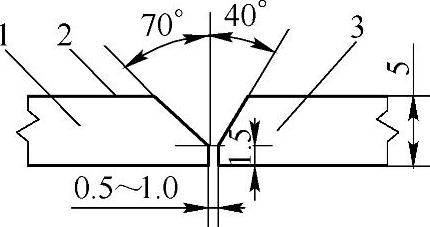
图3-1 防锈铝管与不锈钢管对接TIG焊的接头形式示意图
1—12Cr18Ni9 2—Ag+Zn复合镀合层 3—铝合金3A21(LF21)
采用工业纯铝焊丝SAl-3(L4),ϕ2~ϕ3mm,分三层焊接,第一层不用填充金属焊丝,第二、三层采用焊丝填充。TIG焊时工艺原则仍然是焊丝沿中间镀层运行,电弧沿铝件坡口运动。焊接过程中锌层先熔化(熔点400℃左右)。因为锌密度小,浮在Ag上面,钢不熔化,液态铝在镀层下面与银接触形成连续固溶体。所以在钢侧相当于以Ag-Zn为钎料与铝钎焊到一起,铝侧则为熔焊。
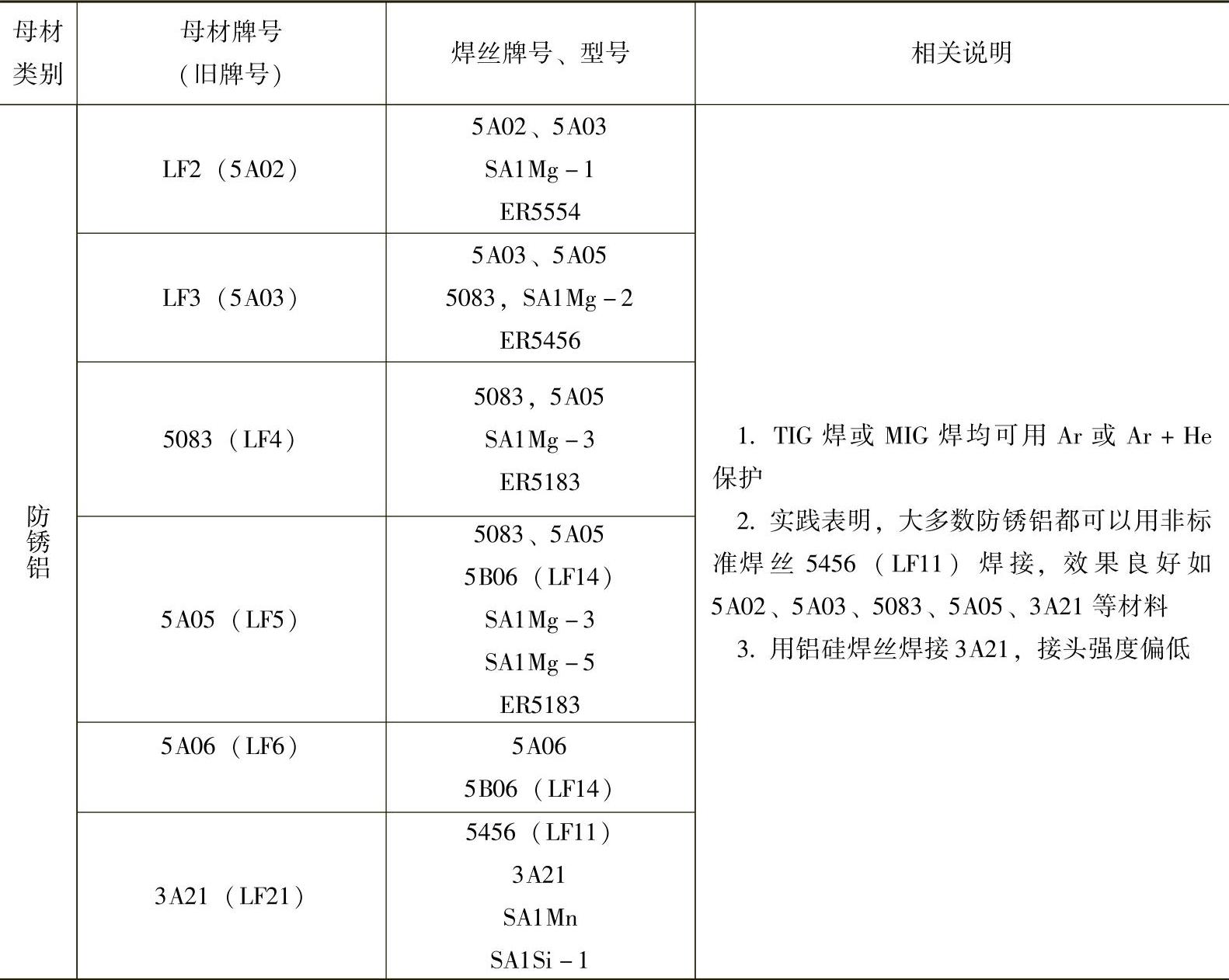
常用工业纯铝、防锈铝焊丝选用参考表3-7。(https://www.xing528.com)
表3-7 常用工业纯铝、防锈铝焊丝选用参考表

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。